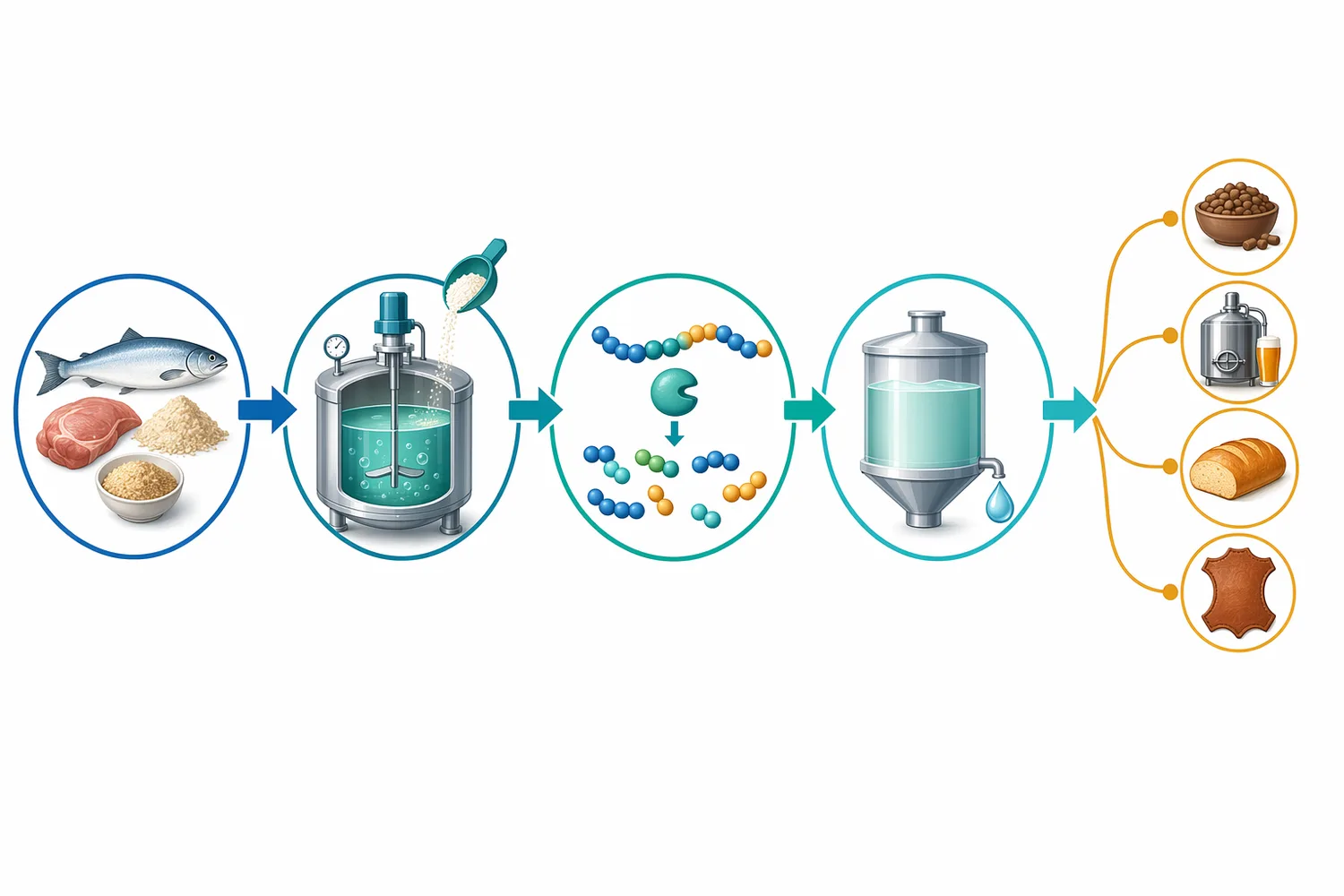
Acid Protease è una proteasi attiva in ambiente acido, usata per scindere proteine in peptidi e amminoacidi quando il processo non può essere spostato verso pH neutri o alcalini. È rilevante in fermentazioni alimentari, lavorazione della soia, produzione di etanolo da mais, bevande, idrolisi proteica e applicazioni tecniche dove la proteina deve essere resa più solubile, meno interferente o più facilmente separabile [1].
Acid Protease è il nome applicativo di una proteasi che conserva attività utile in condizioni acide. Le proteasi, chiamate anche proteinasi o peptidasi a seconda del contesto, catalizzano l’idrolisi dei legami peptidici: in pratica usano acqua per rompere la catena proteica in frammenti più corti. La letteratura sulle microbial aspartic protease descrive questa classe come rilevante per applicazioni industriali perché combina specificità enzimatica, azione su substrati proteici complessi e compatibilità con processi in cui l’acidità è parte integrante del sistema [1].
La distinzione più importante non è solo “che cosa taglia”, ma “dove può lavorare”. Una proteasi alcalina può essere adatta a detergenza o lavorazioni tecniche a pH elevato, mentre una proteasi acida è scelta quando la matrice è già acida o quando l’acidità protegge qualità sensoriale, stabilità microbiologica o andamento fermentativo. Studi su proteasi alcaline per detergenti mostrano infatti una logica applicativa diversa: compatibilità con tensioattivi, condizioni basiche e rimozione di sporco proteico in formulazioni di lavaggio, non fermentazioni acide o idrolisi in matrici alimentari a basso pH [2].
Molte proteasi acide industriali sono di origine microbica, in particolare fungina, anche se esistono proteasi acide batteriche e da altri sistemi biologici. La rilevanza dei microrganismi deriva dalla possibilità di ottenere enzimi extracellulari e di adattare il bioprocesso a esigenze industriali; lavori recenti su Aspergillus oryzae mostrano come la regolazione dei geni codificanti proteasi sia un tema centrale nello sviluppo di piattaforme robuste per applicazioni industriali [3]. Questo non significa che tutte le proteasi acide siano equivalenti: origine, struttura, stabilità e preferenza di substrato possono cambiare sensibilmente.
Nel contesto Enzymes.bio, Acid Protease va intesa come preparazione enzimatica disponibile per l’acquisto online in unità da 1 kg, destinata a utilizzatori professionali che necessitano di una proteasi per processi acidi. Enzymes.bio opera come fornitore online, non come produttore o laboratorio; CoA e SDS sono forniti insieme all’ordine, così da accompagnare l’uso professionale con la documentazione essenziale disponibile al momento dell’acquisto .
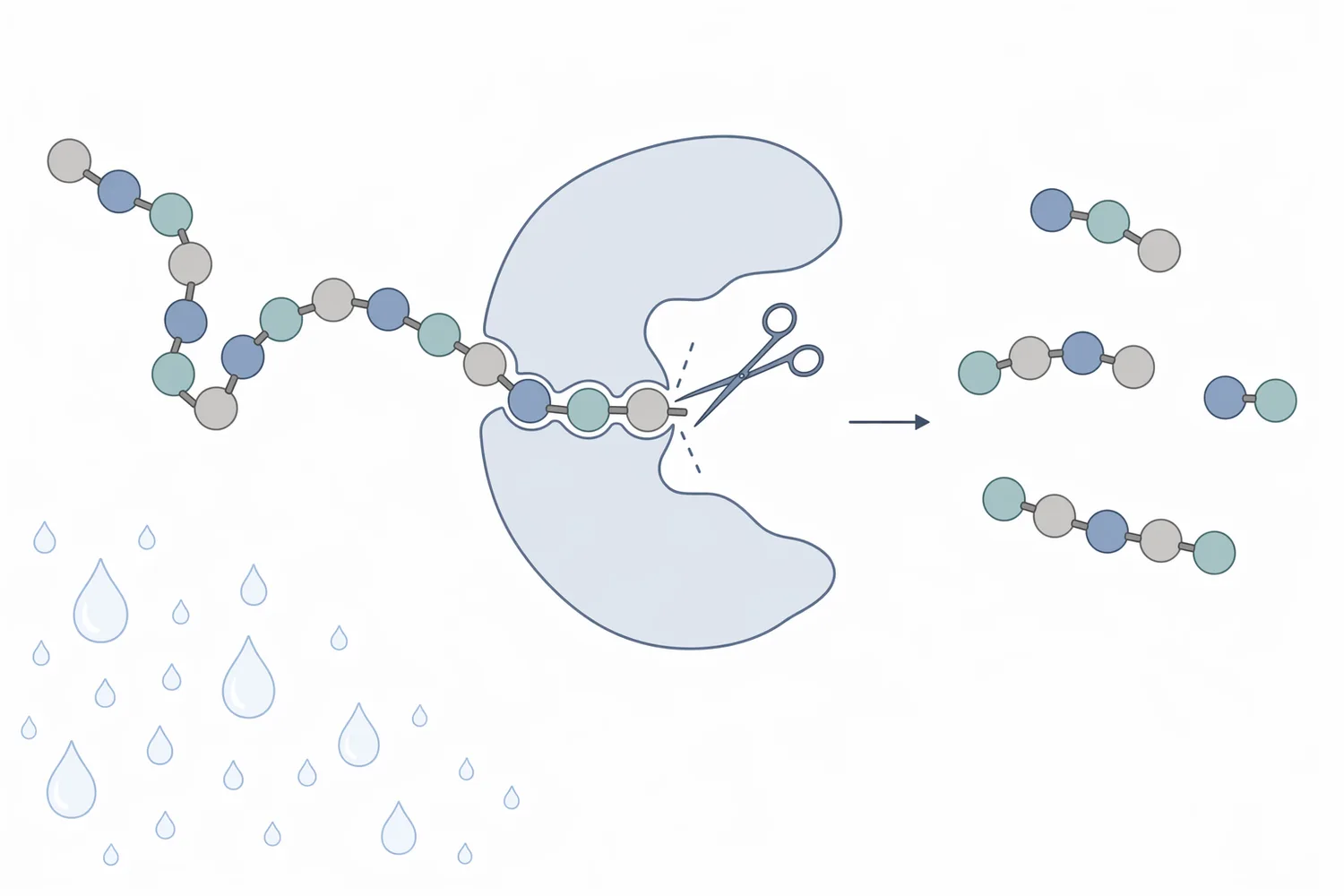
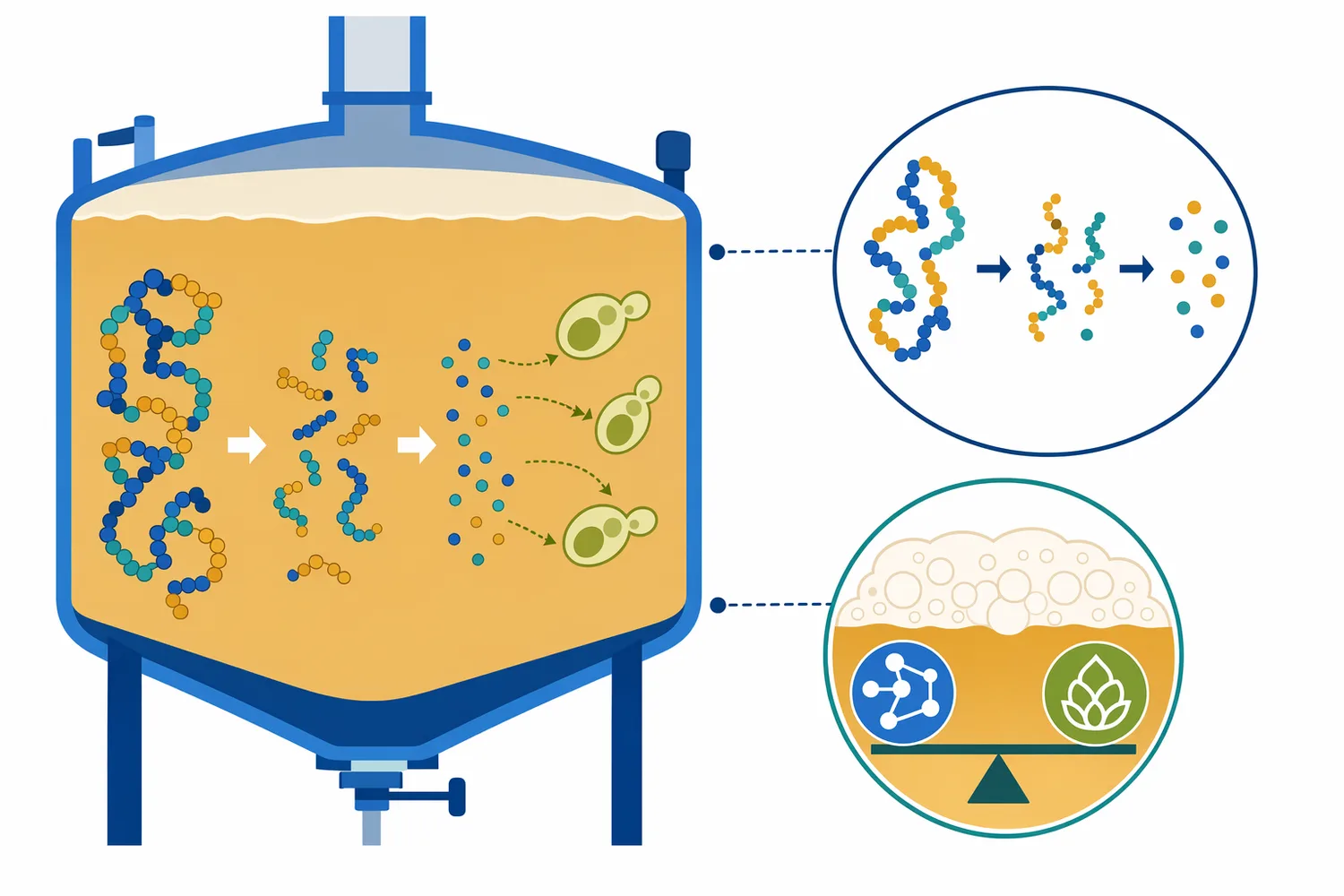
Una proteina è una catena di amminoacidi collegati da legami peptidici. Acid Protease riconosce regioni accessibili della catena, lega il substrato nel proprio sito attivo e catalizza la rottura del legame peptidico mediante idrolisi. Le proteasi non tagliano in modo casuale e illimitato: la reazione dipende dall’accessibilità della proteina, dalla conformazione del substrato, dalla sequenza locale intorno al sito di taglio e dalle condizioni chimico-fisiche del mezzo [4].
Nelle proteasi acide di tipo aspartico, il sito catalitico contiene residui coinvolti nell’attivazione di una molecola d’acqua, che diventa capace di attaccare il legame peptidico. Il risultato è la formazione di peptidi più corti, spesso più solubili o più facilmente utilizzabili dai microrganismi fermentativi. Le review sulle proteasi aspartiche microbiche collegano proprio questa capacità di idrolisi a impieghi in trasformazioni alimentari, ingredienti proteici e processi biotecnologici dove la proteina nativa è troppo grande, insolubile o poco accessibile [1].
L’effetto pratico non è identico in tutte le matrici. In una farina di soia, per esempio, l’idrolisi può aumentare la disponibilità di peptidi e ridurre la frazione proteica non digerita; in un mosto o in una bevanda, può ridurre proteine che contribuiscono a torbidità o instabilità colloidale; in una fermentazione, può rendere più disponibile l’azoto organico. Uno studio del 2024 su una proteasi acida espressa in Komagataella phaffii ha valutato l’applicazione nella degradazione delle proteine della farina di soia, mostrando l’interesse applicativo di enzimi acidi per matrici vegetali ricche di proteine [5].
È utile distinguere tra “idrolisi controllata” e degradazione eccessiva. Una proteolisi moderata può migliorare solubilità, nutrizione fermentativa o filtrabilità; una proteolisi troppo spinta può modificare gusto, corpo, struttura o funzionalità tecnologica dell’ingrediente. Per questo Acid Protease non va trattata come additivo generico, ma come biocatalizzatore che modifica in modo specifico il profilo proteico della matrice [1].
La ricerca “acid stable protease vs pepsin” nasce spesso da un confronto intuitivo: entrambe sono proteasi attive in ambiente acido. La pepsina è una proteasi aspartica tipica dell’apparato digestivo dei vertebrati ed è storicamente usata come riferimento per la digestione proteica acida; una acid stable protease industriale, invece, è selezionata per l’uso in processi tecnici o alimentari specifici, spesso a partire da fonti microbiche. La differenza applicativa principale non è che una “funzioni” e l’altra no, ma che la proteasi industriale è scelta per compatibilità di processo, disponibilità, stabilità e integrazione nella matrice produttiva [1].
In una simulazione digestiva o in un’applicazione farmacopeica, la pepsina può avere un ruolo di riferimento; in una fermentazione di soia, in un mash acido, nella produzione di etanolo o in un ingrediente vegetale, una proteasi acida microbica può essere più pertinente perché viene considerata in relazione a substrati, tempi, condizioni e obiettivi industriali. La letteratura su proteasi acide microbiche e su proteasi espresse in sistemi come Komagataella phaffii conferma che l’interesse industriale è legato alla capacità di degradare proteine complesse in matrici reali, non solo alla generica attività proteolitica in ambiente acido [5].
| Categoria enzimatica | Ambiente applicativo tipico | Punto di forza | Limite da considerare | Esempi di contesto |
|---|---|---|---|---|
| Acid Protease / acid stable protease | Processi acidi o moderatamente acidi | Idrolisi proteica senza spostare il processo verso pH neutro o alcalino | Prestazione dipendente da matrice, tempo, pH reale e temperatura | Soia, fermentazioni alimentari, etanolo, bevande, idrolizzati proteici [1] |
| Pepsina | Contesti digestivi o modelli di digestione acida | Riferimento biologico noto per proteolisi in ambiente gastrico | Non sempre è la scelta più pratica per processi industriali complessi | Studi digestivi, confronti biochimici |
| Proteasi neutra | Processi vicini alla neutralità | Azione meno legata a condizioni estreme | Può perdere pertinenza in matrici acide | Ingredienti alimentari, idrolisi delicate |
| Proteasi alcalina | Detergenza, alcune lavorazioni tecniche basiche | Compatibilità con ambienti alcalini e formulazioni detergenti | Non è la scelta naturale per fermentazioni acide | Detergenti, rimozione di sporco proteico, processi tecnici [2] |
Nelle fermentazioni alimentari, la proteina della materia prima può rappresentare sia una risorsa sia un ostacolo. Se resta in forma insolubile o troppo complessa, è meno disponibile per i microrganismi; se viene parzialmente idrolizzata, può generare peptidi e amminoacidi utilizzabili nella crescita microbica e nella formazione di composti aromatici. Le proteasi microbiche, comprese quelle acide, sono considerate importanti proprio perché trasformano substrati proteici complessi in frazioni più gestibili per processi alimentari e biotecnologici [1].
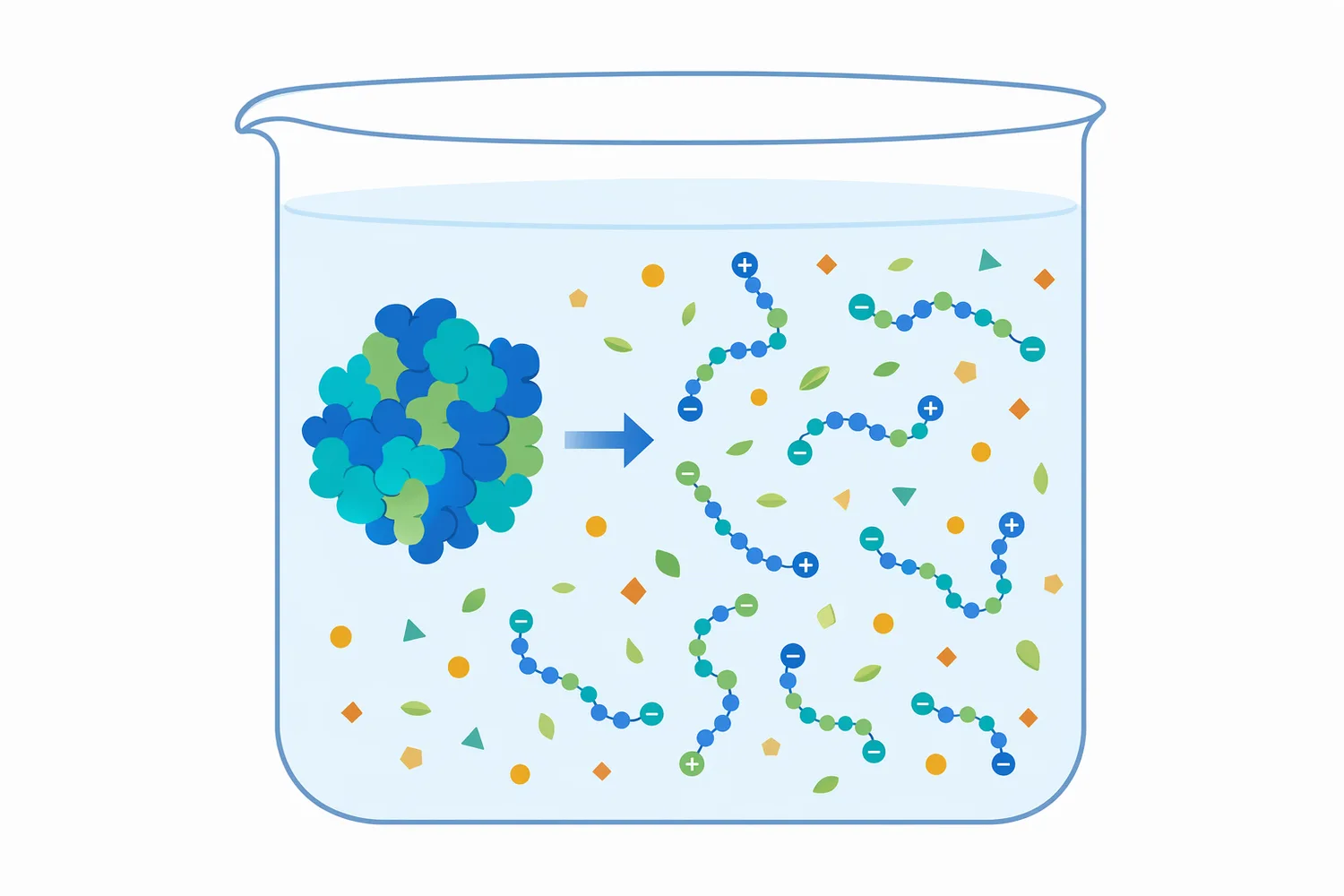
Questo principio è particolarmente rilevante nelle matrici vegetali, dove le proteine possono essere associate a fibre, polisaccaridi, fitocomplessi e composti fenolici. Nel caso della farina di soia, la degradazione enzimatica delle proteine può essere utile per migliorare l’accessibilità della frazione proteica e supportare processi di valorizzazione della materia prima. Lo studio su acid protease espressa in K. phaffii e applicata alla degradazione delle proteine della farina di soia è un esempio recente di ricerca orientata proprio a questo tipo di matrice [5].
La lavorazione della soia richiede spesso di gestire proteine compatte, frazioni insolubili e componenti che influenzano sapore, viscosità e digeribilità. Acid Protease può essere impiegata per generare idrolizzati proteici più fini, migliorare la disponibilità di peptidi e modificare il comportamento funzionale della matrice. In modo coerente, la ricerca applicata sulle proteasi acide valuta la loro capacità di degradare proteine della farina di soia, confermando l’interesse per ingredienti vegetali e substrati ad alta densità proteica [5].
In questa applicazione, il beneficio atteso non va ridotto a “più proteina disponibile” in senso generico. L’idrolisi cambia la distribuzione delle dimensioni peptidiche, può alterare solubilità, interazioni con acqua, tendenza alla precipitazione e comportamento durante trattamenti termici o fermentativi. Le review sulle proteasi aspartiche microbiche sottolineano che la specificità enzimatica e la compatibilità con il processo determinano l’effetto finale dell’idrolisi, soprattutto nelle applicazioni alimentari [1].
La produzione industriale di etanolo da mais è un caso in cui la proteasi acida può avere un ruolo tecnico preciso. Nelle matrici amidacee, le proteine possono interferire con l’accessibilità degli enzimi amilolitici, con la viscosità della massa e con la disponibilità di nutrienti azotati per il lievito. Una pubblicazione dedicata all’applicazione di acid protease nella produzione industriale di etanolo da mais collega l’enzima a questo contesto produttivo, indicando l’interesse per l’integrazione della proteolisi nei processi di fermentazione alcolica [6].
Il vantaggio potenziale è duplice: da un lato, l’idrolisi proteica può liberare peptidi e amminoacidi utili alla fermentazione; dall’altro, può contribuire a rendere la matrice più trattabile durante la conversione enzimatica e la separazione successiva. Tuttavia, l’effetto quantitativo dipende dalla composizione del mais, dal processo di liquefazione e saccarificazione, dalla gestione della fermentazione e dall’interazione con altri enzimi già presenti nel processo [6].
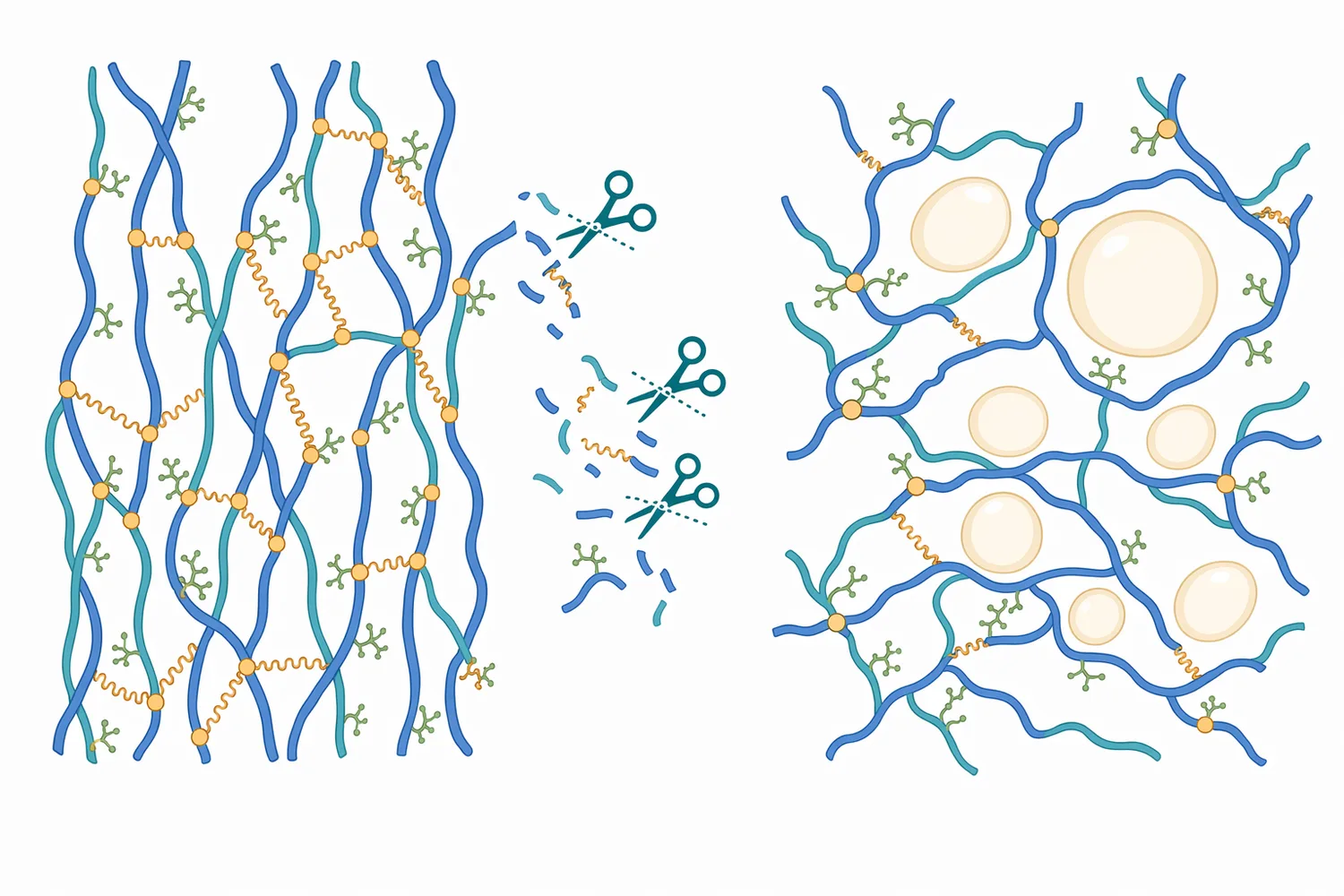
Nelle bevande fermentate, le proteine influenzano schiuma, torbidità, stabilità colloidale, filtrazione e comportamento durante la conservazione. In alcuni casi sono componenti desiderabili, in altri causano instabilità o difficoltà di processo. Acid Protease può essere considerata quando la bevanda o il mosto si trova in ambiente acido e l’obiettivo è ridurre una frazione proteica che interferisce con limpidezza, filtrabilità o stabilità del prodotto [1].
Nel brewing e in altri processi fermentativi, la scelta della proteasi richiede equilibrio: una proteolisi insufficiente può lasciare proteine problematiche, mentre una proteolisi eccessiva può alterare struttura, corpo o caratteristiche sensoriali. Anche se molte proteasi alcaline sono studiate per applicazioni tecniche diverse, il principio generale resta che ogni proteasi va scelta in base all’ambiente operativo e al substrato, non solo in base alla parola “protease” in etichetta [2].
Le proteasi trovano spazio anche nella valorizzazione di sottoprodotti agroalimentari, dove proteine, amidi e fibre convivono in matrici complesse. La combinazione di fermentazione con batteri lattici, lieviti e trattamento enzimatico è stata studiata per riciclare sottoprodotti industriali del pane nella panificazione, mostrando come approcci enzimatici e fermentativi possano contribuire a trasformare materiali secondari in ingredienti riutilizzabili [7].
In questi scenari, Acid Protease è utile quando la frazione proteica deve essere modificata in un ambiente acido o fermentativo. Non è necessariamente l’unico enzima coinvolto: può essere combinata concettualmente con amilasi, carboidrasi o altri sistemi enzimatici, a seconda della matrice. Il punto tecnico è che la proteolisi controllata può rendere il sottoprodotto più compatibile con una nuova applicazione, riducendo interferenze proteiche e aumentando la disponibilità di frazioni peptidiche [7].
Oltre al settore alimentare, le proteasi sono impiegate in applicazioni tecniche dove la proteina deve essere rimossa, ammorbidita o resa più trattabile. Nel caso di una proteasi acida, il vantaggio è la possibilità di lavorare senza portare la matrice in condizioni alcaline, utile quando l’acidità è già presente o quando un ambiente basico potrebbe danneggiare materiale, colore, struttura o compatibilità di processo. La letteratura sulle proteasi microbiche evidenzia un ampio spettro di applicazioni industriali basate sulla stessa reazione fondamentale: l’idrolisi dei legami peptidici [1].
La disponibilità di proteasi acide da fonti diverse amplia il panorama applicativo. Uno studio su un batterio produttore di proteasi acida, Micrococcus luteus, isolato dal fluido di Nepenthes distillatoria, mostra che la capacità di produrre proteasi acide non è limitata ai funghi e che nuovi microrganismi continuano a essere esaminati per proprietà potenzialmente utili [8]. Per l’utilizzatore industriale, questo conferma che “acid protease” è una categoria funzionale, non un singolo enzima identico in ogni prodotto.
La prima variabile è il pH reale della matrice, non il pH teorico del processo. Acid Protease è scelta perché opera in ambiente acido, ma ogni preparazione ha un profilo di prestazione specifico. Se il pH si sposta fuori dalla zona utile, l’enzima può legare peggio il substrato, cambiare conformazione o perdere efficienza. Le proteasi aspartiche microbiche sono studiate proprio in relazione alla loro produzione, stabilità e applicabilità in condizioni industriali definite [1].
La seconda variabile è la temperatura. Un aumento moderato della temperatura può accelerare la reazione fino a un certo punto, ma condizioni troppo severe possono compromettere la struttura dell’enzima o alterare la matrice prima che la proteolisi desiderata sia completata. In applicazioni come l’etanolo da mais, la proteasi deve integrarsi con fasi termiche e fermentative già esistenti, quindi la prestazione non dipende solo dall’enzima ma dall’intero profilo di processo [6].
La terza variabile è la natura del substrato proteico. Proteine globulari, proteine vegetali aggregate, glutine, frazioni della soia, proteine del mais e residui proteici tecnici non presentano la stessa accessibilità al sito attivo. Se la proteina è denaturata o parzialmente esposta, può diventare più attaccabile; se è intrappolata in una matrice fibrosa o complessata con altri composti, l’idrolisi può essere più lenta. Il lavoro sulla degradazione della farina di soia mostra appunto quanto l’applicazione concreta debba essere valutata nella matrice specifica [5].
La quarta variabile è la presenza di sali, metalli, alcol, polifenoli, zuccheri o altri enzimi. Questi componenti possono modificare solubilità delle proteine, struttura della matrice e stabilità enzimatica. Studi su attività di amilasi e proteasi in semi d’orzo hanno esaminato l’effetto di agenti chimici e sali metallici, ricordando che l’attività proteasica può essere sensibile alla composizione chimica dell’ambiente e non solo a pH e temperatura [9].
Infine, conta il tempo di contatto. Un tempo breve può generare una proteolisi incompleta; un tempo lungo può spostare il profilo peptidico verso frammenti più piccoli, con possibili effetti su gusto, viscosità, schiuma, corpo o funzionalità. Nelle fermentazioni e nelle bevande, la finestra di trattamento deve essere coerente con l’obiettivo: nutrire il microrganismo, migliorare filtrabilità, ridurre torbidità o produrre un idrolizzato con proprietà definite [1].
Il beneficio più diretto di Acid Protease è la gestione della frazione proteica in ambiente acido. Questo può significare aumentare la solubilità di una proteina vegetale, ridurre una frazione che causa torbidità, rendere più accessibili peptidi e amminoacidi per una fermentazione o facilitare una separazione successiva. Le proteasi microbiche sono valorizzate industrialmente proprio perché trasformano proteine complesse in frazioni più piccole mediante un’azione selettiva [1].
Un secondo beneficio è la compatibilità con processi che non dovrebbero essere neutralizzati o alcalinizzati. Modificare il pH di una fermentazione o di una bevanda può cambiare microbiologia, sapore, colore e stabilità; usare una proteasi acida permette di lavorare più vicino alle condizioni naturali del processo. Questo è particolarmente pertinente in etanolo, soia, bevande e substrati fermentativi, dove l’acidità può essere parte della tecnologia stessa [6].
Un terzo beneficio è l’integrazione con strategie di valorizzazione delle materie prime. Quando proteine, amidi e fibre sono presenti insieme, la proteasi può ridurre una delle barriere alla trasformazione del substrato, lasciando ad altri enzimi o microrganismi il compito di agire su componenti diversi. La ricerca sul riciclo di sottoprodotti del pane tramite fermentazione e trattamento enzimatico mostra la direzione generale: usare bioprocessi combinati per recuperare funzionalità da matrici altrimenti meno valorizzate [7].
Le aspettative devono però restare realistiche. Acid Protease non garantisce automaticamente aumento di resa, maggiore limpidezza o migliore profilo sensoriale in ogni contesto. L’evidenza supporta bene il meccanismo di idrolisi e la rilevanza industriale delle proteasi acide, ma il risultato finale dipende da matrice, pH, temperatura, tempo, proteine bersaglio e interazione con altre fasi del processo [1].
Il primo limite è confondere attività enzimatica con prestazione di processo. Un enzima può essere proteolitico, ma non produrre il risultato desiderato se la proteina non è accessibile, se il tempo è insufficiente o se la matrice contiene componenti che ne riducono l’efficacia. Gli studi su proteasi acide applicate a substrati reali, come la farina di soia, sono utili proprio perché spostano l’attenzione dalla sola attività biochimica alla degradazione effettiva in una matrice complessa [5].
Il secondo limite è considerare tutte le proteasi acide intercambiabili. Una proteasi acida fungina, una proteasi acida batterica e una proteasi digestiva come la pepsina possono condividere l’abilità di idrolizzare proteine in ambiente acido, ma differiscono per specificità, robustezza, provenienza, compatibilità regolatoria e destinazione d’uso. La ricerca su produttori microbici diversi, inclusi funghi industriali e batteri produttori di proteasi acida, conferma la diversità biologica di questa categoria enzimatica [[24], [34]].
Il terzo limite è ignorare gli effetti sensoriali o funzionali dei peptidi generati. Alcuni peptidi possono contribuire a sapidità o nutrizione fermentativa, altri possono aumentare amarezza o modificare texture e corpo. Nelle applicazioni alimentari, l’idrolisi proteica è quindi un intervento tecnologico da integrare con l’obiettivo finale del prodotto, non un semplice passaggio di “pulizia” della matrice [1].
Acid Protease è più pertinente quando il problema tecnico è chiaramente proteico e il contesto è acido. Se la criticità riguarda amido, pectina, cellulosa o lipidi, altri enzimi possono essere più rilevanti; se invece la barriera è una proteina insolubile, una torbidità proteica, una frazione azotata poco disponibile o una matrice vegetale ricca di proteine, la proteasi acida diventa una scelta razionale. Questo approccio è coerente con la letteratura sulle proteasi microbiche, che ne descrive l’uso come biocatalizzatori mirati alla trasformazione di substrati proteici [1].
Nella lavorazione di ingredienti vegetali, Acid Protease può contribuire a costruire idrolizzati e substrati più adatti alla fermentazione o all’incorporazione in formulazioni alimentari. Nel bioetanolo da mais può sostenere l’accessibilità della matrice e la disponibilità di nutrienti per il lievito. Nelle bevande può aiutare a gestire frazioni proteiche legate a filtrabilità o stabilità. Nei sottoprodotti agroalimentari può essere parte di una strategia più ampia di recupero funzionale [[21], [28], [30]].
Per gli utilizzatori che acquistano tramite Enzymes.bio, il punto pratico è la disponibilità online in unità da 1 kg, con CoA e SDS forniti insieme all’ordine. La pagina prodotto deve quindi essere letta come canale di fornitura online di una preparazione enzimatica, non come dichiarazione di produzione interna o attività di laboratorio da parte di Enzymes.bio .
Acid Protease è un enzima utile quando la proteina deve essere idrolizzata in un ambiente acido senza modificare radicalmente le condizioni del processo. Il suo valore industriale deriva dalla capacità di trasformare proteine complesse in peptidi e amminoacidi, con applicazioni in soia, fermentazioni alimentari, etanolo da mais, bevande, idrolisi proteica e valorizzazione di matrici alimentari o tecniche [1].
La scelta corretta non si basa solo sul nome “protease”, ma sulla compatibilità tra enzima, pH, temperatura, substrato e obiettivo tecnologico. Il confronto “acid stable protease vs pepsin” aiuta a chiarire il punto: la pepsina è un riferimento biologico per la proteolisi acida, mentre una proteasi acida industriale è selezionata per inserirsi in processi produttivi specifici, spesso con matrici vegetali, fermentative o tecniche [[21], [23]].
Per un utilizzatore B2B, Acid Protease è quindi uno strumento di processo: non una soluzione universale, ma un biocatalizzatore mirato per rendere la frazione proteica più gestibile in condizioni acide. Quando matrice e obiettivo sono coerenti, può supportare idrolisi proteica, fermentazione, filtrabilità, chiarificazione e recupero di valore da substrati proteici complessi [6].
Venduto in unità da 1 kg, disponibile a magazzino e pronto per la spedizione. Ordina direttamente dal nostro store: paga online e noi elaboriamo il tuo ordine. Un Certificato di Analisi e una Scheda Dati di Sicurezza sono inclusi in ogni ordine.
Acquista Acid Protease →Numerati in ordine di prima citazione. Fonti open access, ciascuna verificata come raggiungibile al momento della pubblicazione; i numeri di citazione nel testo rimandano qui.