Alkaline lipase helps paper and pulp processes by hydrolyzing ester-containing fatty materials—especially triglyceride-rich pitch components and selected oily recycled-fiber contaminants—into smaller products that are easier to disperse, wash, or separate under alkaline conditions. In practical mill language, it is used where fatty deposits, hydrophobic residues, and ink- or binder-associated oils interfere with pulp cleanliness, deinking, drainage, runnability, or sheet quality.
Enzymes.bio supplies Alkaline Lipase for Paper and Pulp Processing as a 1 kg product for direct online purchase. Buyers order and pay online; the order is then processed and shipped, with a Certificate of Analysis and Safety Data Sheet included.
Alkaline lipase is a lipid-hydrolyzing enzyme used as a targeted biological aid in paper and pulp processing. Its main value is not broad “cleaning” in a detergent sense, but selective chemical action on ester bonds in fatty and oily materials. In pulp systems, those materials can come from wood extractives in virgin fiber, recycled paper additives, printing inks, binders, coating residues, adhesives, and whitewater contaminants. Lipase use belongs to the wider field of microbial enzyme applications in pulp and paper, where enzymes are studied for deinking, bleaching support, pitch control, fiber modification, wastewater treatment, and process efficiency improvements [1].
The “alkaline” part matters because many paper and recycled-fiber operations run in mildly alkaline to alkaline stock conditions, especially deinking systems and stages associated with alkaline wet-end chemistry. A lipase that remains useful in alkaline stock is better aligned with these process environments than an enzyme intended only for acidic or neutral conditions. Research on enzymatic deinking has repeatedly treated pH and temperature as central operating variables, including studies specifically examining commercial lipase and esterase in laser-jet waste paper deinking [2].
In paper mills, alkaline lipase is most relevant where the troublesome material has a lipid or ester-rich character. It is not a complete substitute for all pitch-control, stickies-control, bleaching, surfactant, or deinking chemistry. Instead, it changes a specific fraction of the contaminant load: triglycerides, oils, fats, waxy esters, and related hydrophobic materials that become less deposit-prone after enzymatic hydrolysis. Classic work on enzymatic pitch control in papermaking established lipase as a practical tool for reducing pitch problems by acting on pitch-associated fatty materials [3].
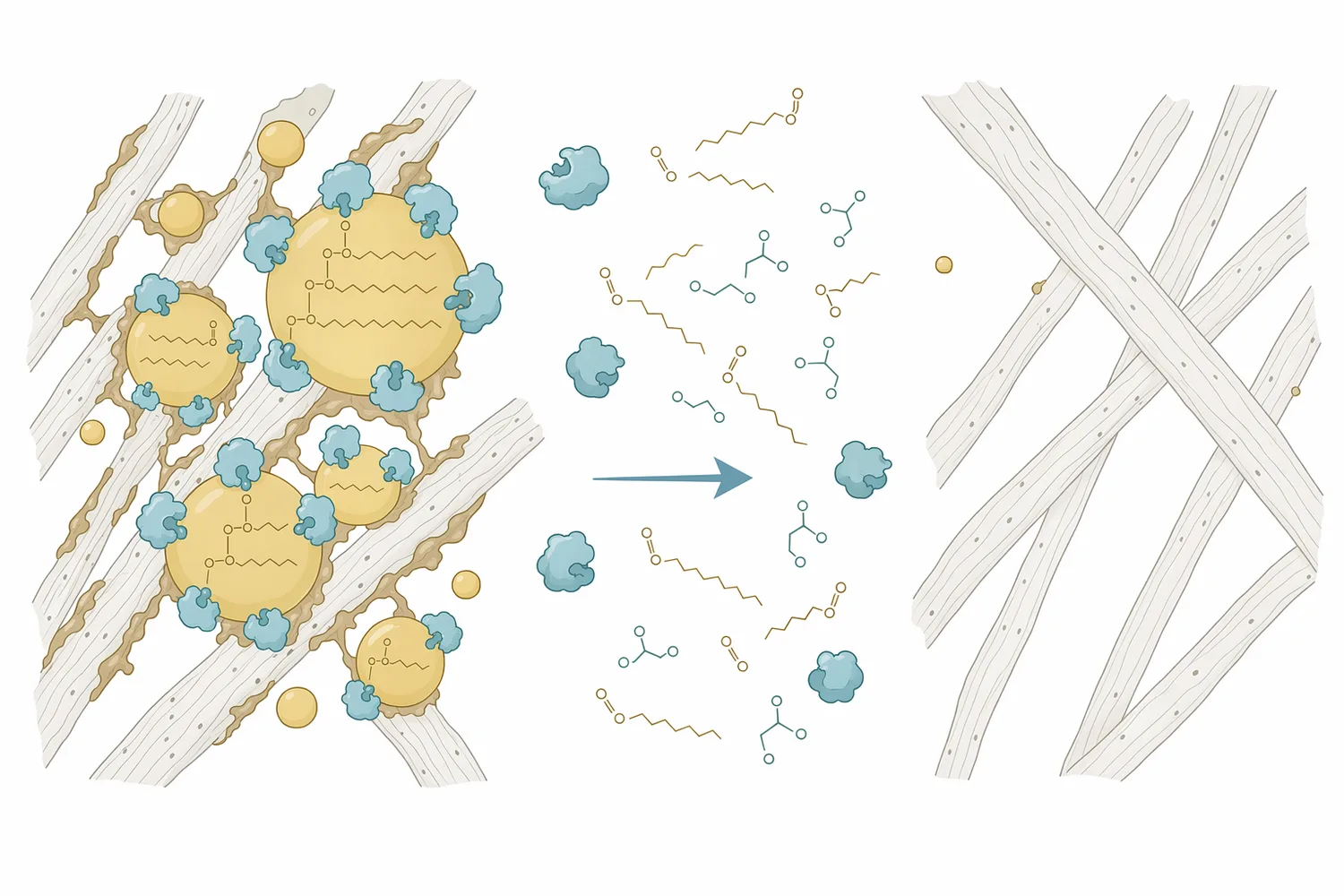
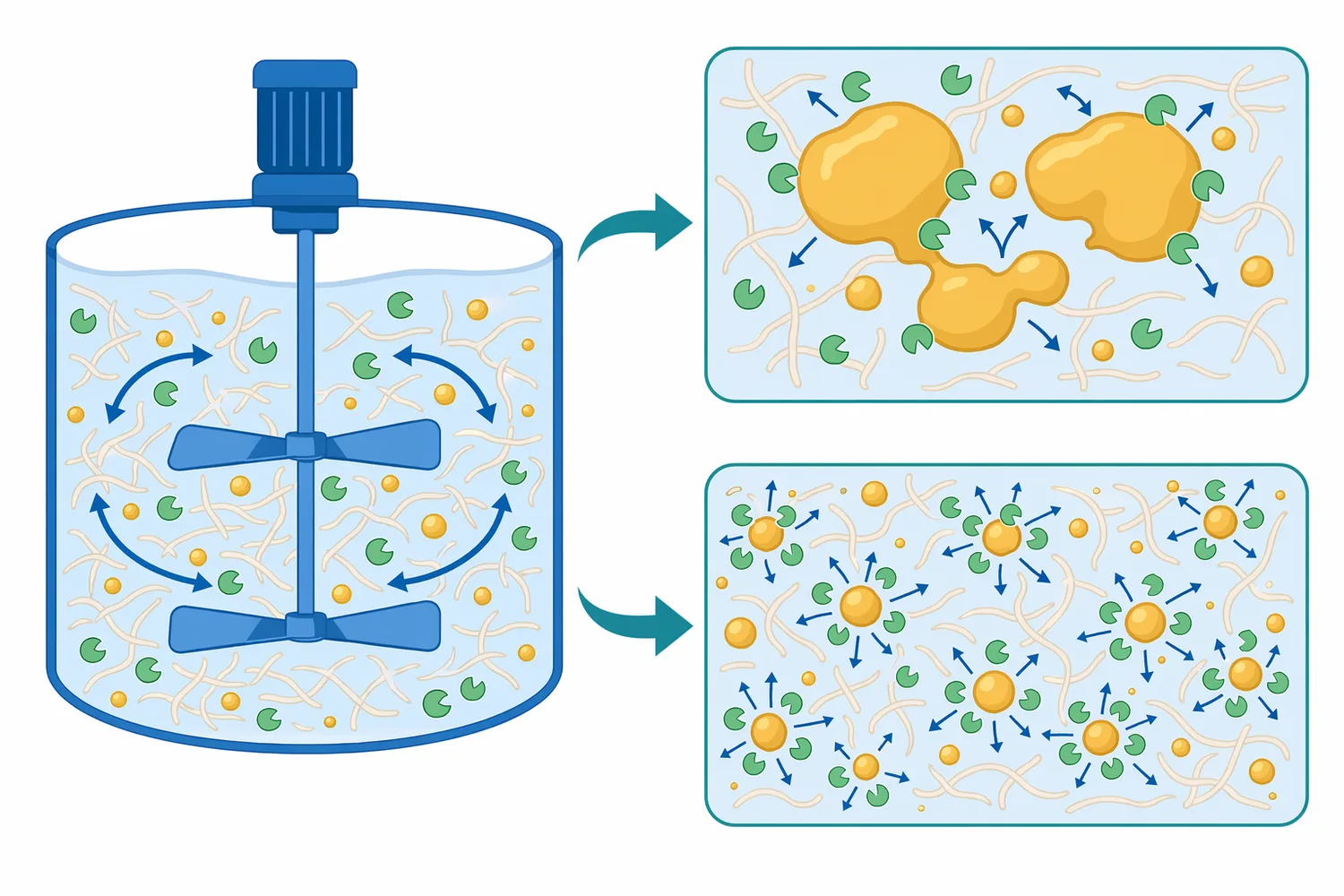
Lipase catalyzes hydrolysis: water is used to split ester bonds in lipid molecules. In a triglyceride, three fatty-acid chains are attached to a glycerol backbone through ester linkages. Lipase attacks those linkages stepwise, producing diglycerides, monoglycerides, free fatty acids, and glycerol-derived products. This is a concrete chemical change: a bulky, water-repelling oil molecule becomes a mixture of smaller molecules with different polarity, mobility, and interaction with alkaline process water.

That chemical change is important because triglyceride-rich pitch behaves differently from its hydrolysis products. Triglycerides are hydrophobic, can coalesce into tacky droplets, and can participate in deposits on wires, felts, rolls, pipes, screens, and tank surfaces. Once hydrolyzed, the released fatty acids can become ionized under alkaline conditions; in that state, they are generally more dispersible and more responsive to washing, flotation, surfactants, or downstream separation. Studies on pitch control in thermomechanical pulping and papermaking specifically identify enzymatic treatments as a way to manage pitch-related extractives before they become operational deposits [4].
This does not mean every pitch component is destroyed. Wood extractives include many chemical families: triglycerides, fatty acids, resin acids, sterols, sterol esters, waxes, hydrocarbons, and other neutral substances. Lipase is strongest where ester-containing lipids are important; it does not directly degrade lignin, cellulose, mineral fillers, or all adhesive polymers. That specificity is an advantage when the problem is fatty pitch, but it also explains why lipase is often discussed alongside esterases, cellulases, xylanases, laccases, and other enzymes in broader pulp and paper biotechnology [1].
Pitch is one of the most familiar deposit problems in mechanical and high-yield pulp systems. Wood contains natural extractives that are released during pulping, refining, screening, storage, and stock preparation. When these extractives remain dispersed, they may pass through the system without severe trouble. When they agglomerate, attach to fines, interact with calcium or cationic additives, or build up on surfaces, they become pitch deposits that affect runnability and sheet quality.
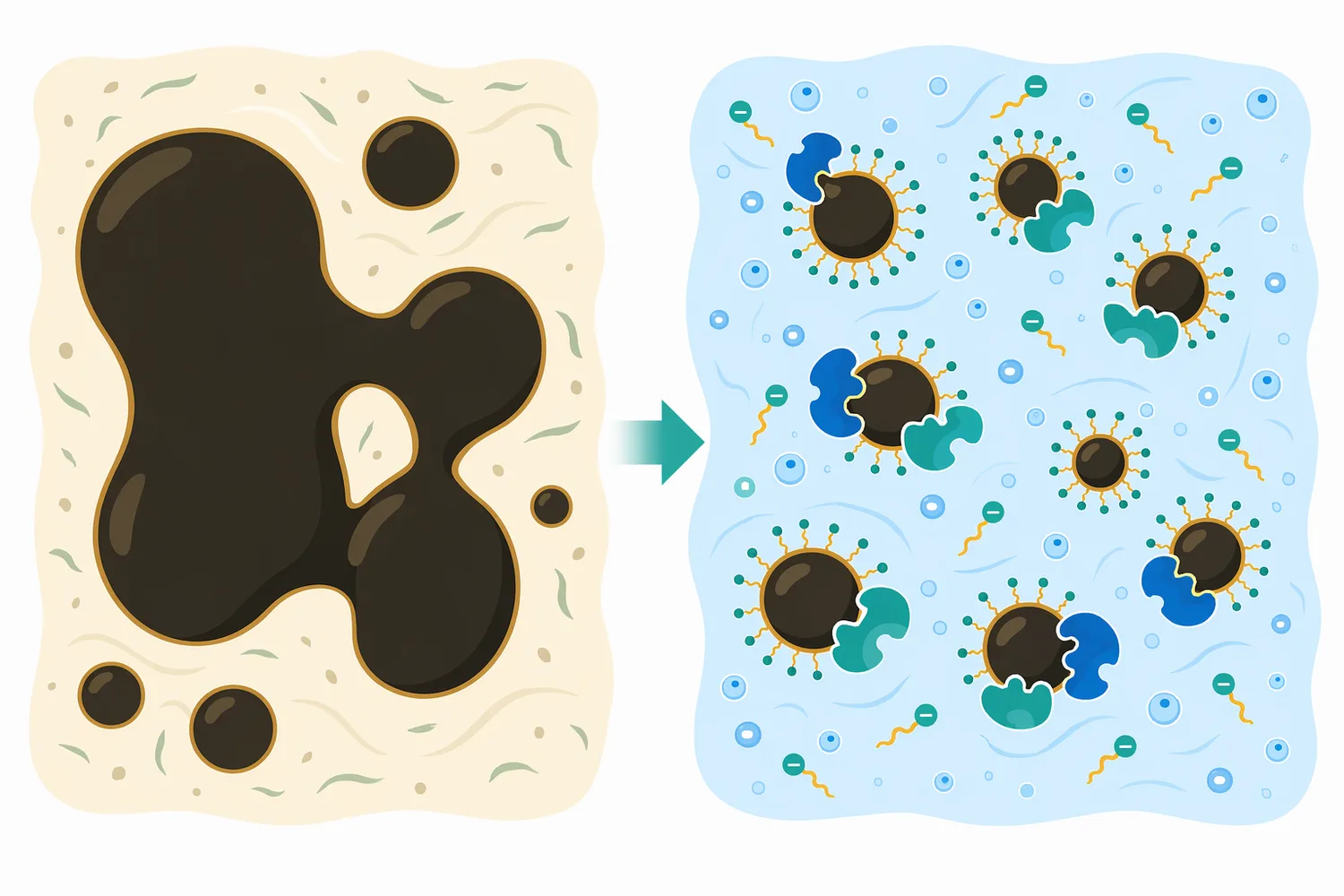
Alkaline lipase helps when the pitch burden includes hydrolysable triglycerides and related fatty esters. By converting those neutral oils into smaller hydrolysis products, the enzyme can reduce tackiness and lower the tendency of pitch droplets to coalesce into larger deposits. The practical result is not “sterile” pulp, but a shift in the behavior of extractives: less sticky, less hydrophobic in bulk, and easier to keep under control through the mill’s normal water, washing, and dispersion systems. The application of enzymatic pitch control in thermomechanical pulping has been studied specifically because TMP systems can carry significant extractives into papermaking [4].
The mechanism also explains why lipase timing matters at a general process level. Lipase needs contact with the lipid phase before the material has already become a hard, mixed deposit of extractives, fibers, fines, fillers, polymer residues, and inorganic scale. In a well-mixed stock system, dispersed pitch droplets present much more accessible surface area than a compact deposit on equipment. Enzymatic pitch control research has therefore focused on treating pulp or process streams before pitch becomes a machine-surface problem [3].
Pitch control is also connected to whitewater management. Hydrophobic extractives can circulate in process water, interact with additives, and return repeatedly to the wet end. Research on pitch control in recycled whitewater using Aspergillus oryzae reflects the importance of treating not only the fiber mat but also the contaminant load moving through papermaking water circuits [5].
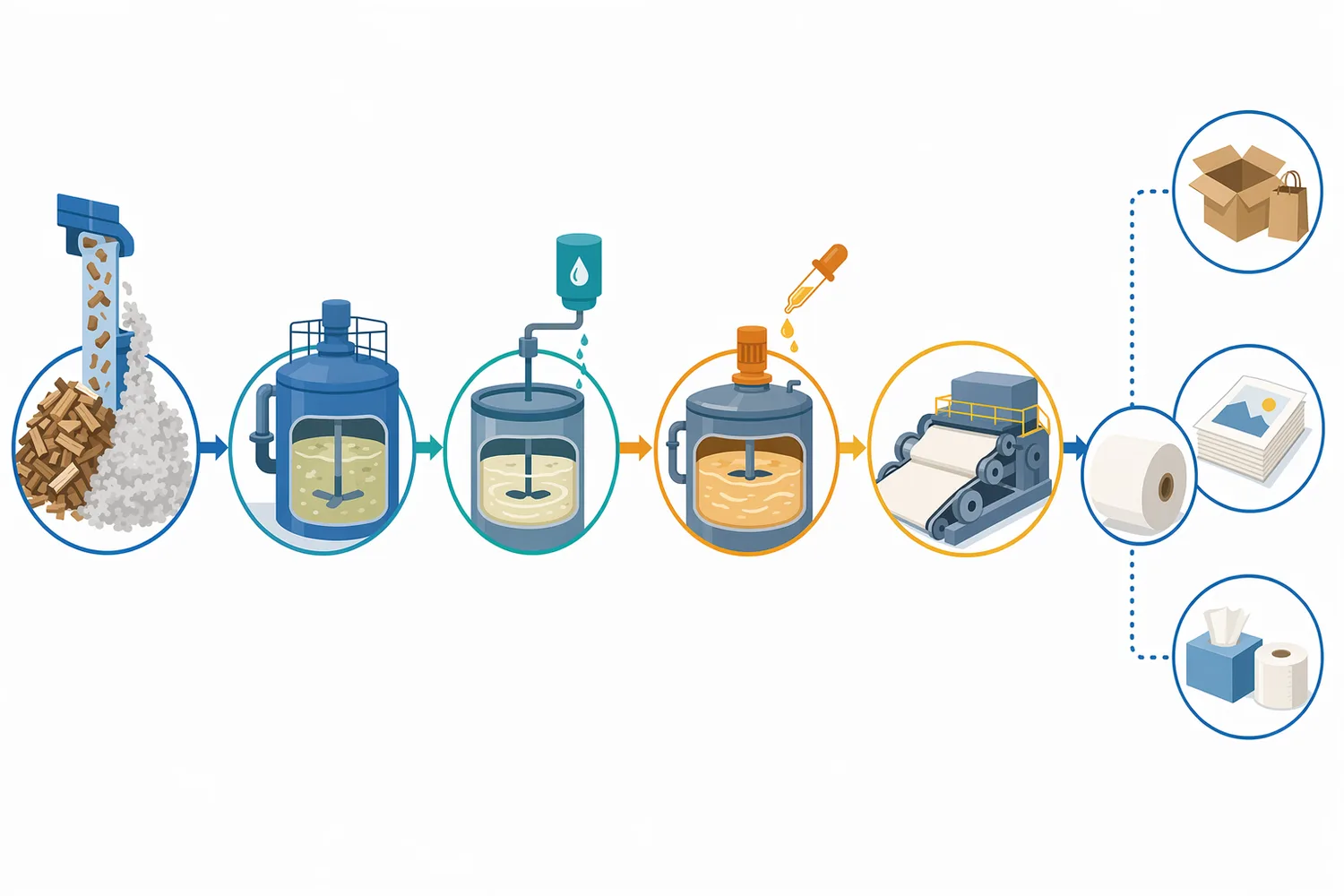
Recycled fiber introduces a different contaminant profile from virgin pulp. Instead of only wood extractives, the system may contain printing inks, toners, coating binders, pressure-sensitive adhesives, starches, latexes, waxes, oils, and converting residues. Deinking is therefore not a single reaction; it is a sequence of fiber swelling, ink detachment, particle size control, flotation or washing, contaminant dispersion, and reject handling. Enzymes are attractive because they can act selectively on fibers or contaminants under milder conditions than aggressive chemical treatments [6].
Lipase has a specific place in this toolbox. Where ink systems or surface contaminants include oily, fatty, or ester-containing components, lipase can weaken the hydrophobic matrix that helps ink or binder particles adhere to fibers. The enzyme does not dissolve pigment particles. Instead, it changes the organic binder or oily phase around those particles, making them easier to detach, disperse, or remove by flotation and washing. Studies evaluating the effect of temperature and pH on deinking laser-jet waste paper with commercial lipase and esterase show that these enzymes have been examined directly in printed-paper recycling conditions rather than only in unrelated industrial applications [2].
This is especially relevant for mixed office waste and laser-printed papers, where toner and binders can be difficult to detach because they are heat-fused or polymer-rich. Lipase alone may not fully address toner particles, adhesive polymers, or fiber-bound ink; however, it can contribute where the contaminant matrix contains hydrolysable esters. Other enzymatic deinking studies have focused on cellulases, fungal enzymes, and combined enzyme systems because ink release also depends on fiber surface modification, fines generation, and the mechanical history of the paper [7].
Offset-printed paper presents another useful example. In offset systems, ink vehicles, oils, resins, and binders influence how ink particles attach to fiber surfaces and how they respond during pulping. Enzymatic deinking of waste offset printed paper has been investigated because enzyme treatment can assist ink detachment and improve the efficiency of downstream separation when matched to the paper and ink system [8].
Alkaline lipase is best understood as one enzyme in a larger paper-processing toolkit. Different enzymes act on different chemical bonds and therefore produce different process effects. The table below places lipase in context without treating one enzyme as a universal replacement for the others.
| Enzyme type | Main substrate in paper and pulp systems | What changes during treatment | Typical process relevance |
|---|---|---|---|
| Alkaline lipase | Triglycerides, fatty esters, oily pitch fractions, selected ink or binder oils | Ester bonds in lipids are hydrolyzed, producing smaller and more dispersible fatty-acid-containing products | Pitch control, oily contaminant management, selected recycled-fiber deinking |
| Esterase | Shorter-chain esters, some synthetic ester-containing stickies or ink components | Ester groups are cleaved, reducing hydrophobic adhesion or tack in suitable substrates | Stickies control and deinking support, often discussed with lipase |
| Cellulase | Cellulose surfaces, fines, fiber walls | Fiber surface is modified; fibrillation, ink release, drainage, or strength effects may change depending on treatment severity | Deinking, refining support, recycled-fiber modification |
| Xylanase | Hemicellulose, especially xylan in pulp | Hemicellulose is selectively hydrolyzed, improving accessibility of lignin or modifying fiber surface chemistry | Bleaching support, recycled-pulp improvement, fiber treatment |
| Laccase and oxidative enzymes | Phenolic lignin-related structures and some chromophores | Oxidative reactions alter lignin-associated chemistry | Bleaching support, color reduction, lignin modification |
This comparison is useful because many paper problems look similar at the machine—spots, deposits, dirt, tack, brightness loss—but have different chemistry. A fatty pitch issue is not the same as a starch deposit, lignin color body, mineral scale, or pressure-sensitive adhesive. Reviews of microbial enzymes in pulp and paper emphasize that enzyme selection is tied to the target substrate class and intended process effect, not simply to the word “enzyme” as a category [1].
Paper and pulp systems often operate in conditions where pH changes the behavior of both the enzyme and the substrate. Lipase must retain its folded protein structure long enough to act, while the lipid substrate must be accessible at the interface between water and oil. In alkaline stock, fatty acids generated by hydrolysis are more likely to exist in ionized form, which can improve dispersion compared with neutral triglycerides. This is one reason alkaline lipase is attractive for alkaline deinking and pitch-control environments.
However, pH is not only a benefit. If conditions are too harsh for the enzyme, activity is lost; if the process water contains high levels of interfering ions or reactive chemicals, the enzyme-substrate interaction may change. Studies of commercial lipase and esterase in deinking have therefore examined temperature and pH together, because both variables influence the practical result: enzyme stability, reaction speed, ink detachment, and contaminant behavior [2].
The same logic applies to alkaline enzymes beyond lipase. Work on protein engineering for thermostable and alkaliphilic xylanase in pulp bleaching illustrates the broader industry need for enzymes that tolerate alkaline and warm process environments while retaining useful catalytic action [9]. For buyers using alkaline lipase, this supports a realistic expectation: the enzyme is designed for alkaline relevance, but it still works within biological limits rather than like an inorganic chemical.
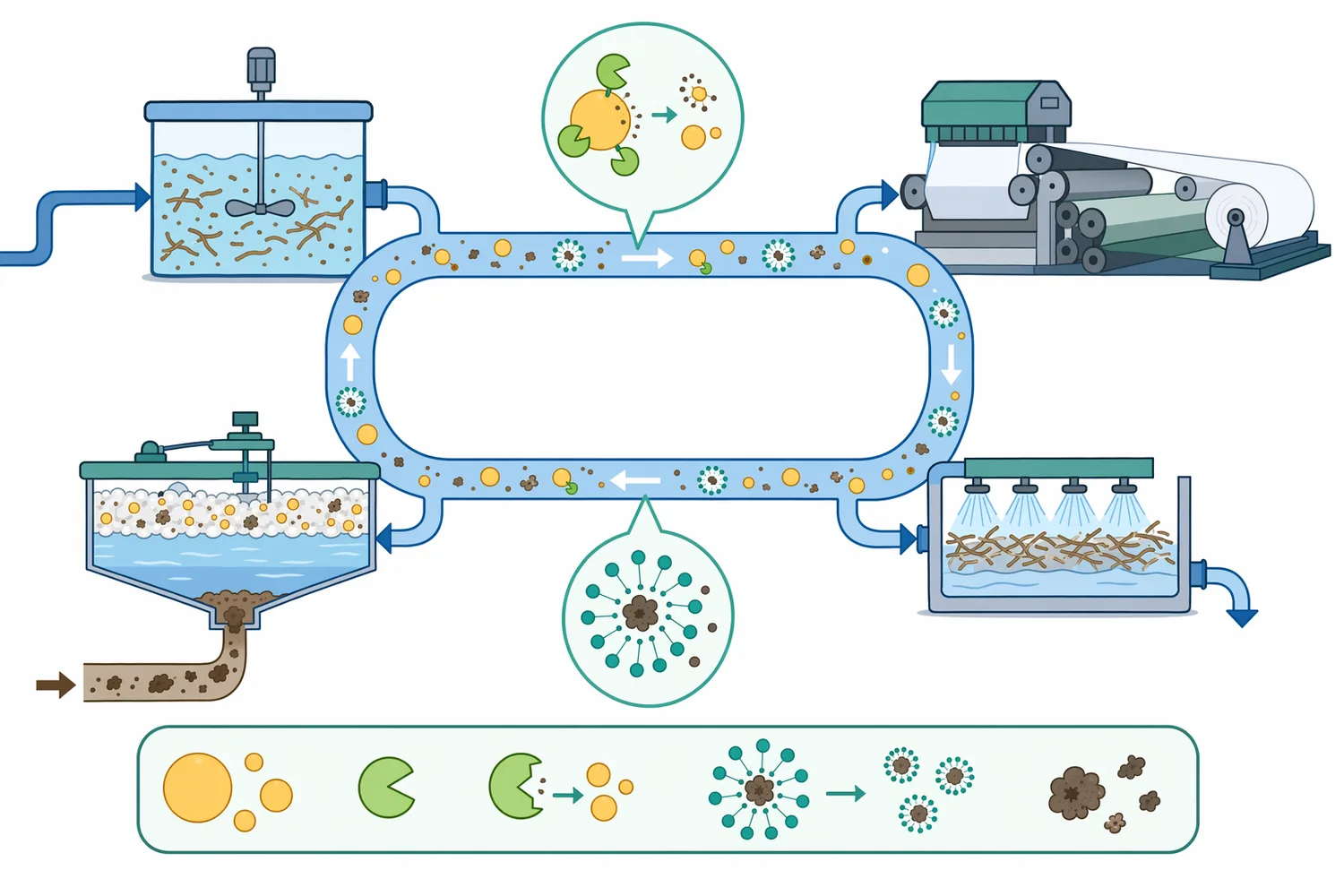
Lipase acts at the interface between an aqueous pulp slurry and hydrophobic lipid droplets or films. That makes mixing and substrate exposure important. If oily contaminants are present as large agglomerates, the enzyme can only work on exposed surfaces. If stock preparation, dilution, surfactants, or mechanical action disperse those materials into smaller droplets, the available surface area increases and hydrolysis can proceed more effectively. This is why enzymatic treatment is often considered alongside pulping intensity, flotation, washing, and surfactant chemistry rather than as an isolated addition.
Temperature affects two competing forces. Warmer slurry conditions can soften waxy or fatty materials, increase molecular movement, and speed up reaction rates. Excessive heat, however, can unfold the enzyme and reduce its useful lifetime. Published deinking work with lipase and esterase explicitly evaluates temperature as a performance factor, showing that thermal conditions are not an afterthought in enzyme-assisted recycled-fiber treatment [2].
Contact time is also part of the physical reality of pulp processing. Lipase needs enough residence time to hydrolyze a meaningful fraction of accessible lipid before the stock moves to the next operation. In fast-moving systems, the best location for treatment is generally where stock is well mixed and contaminants are still dispersed. Research on enzymatic treatment of mechanical pulp fibers and enzymatic dewatering of TMP-based papermaking reinforces a broader point: enzyme effects in paper systems are shaped by where and how the enzyme contacts the fiber slurry, not only by the enzyme’s chemistry in isolation [10].
Many mills already use surfactants, dispersants, collectors, retention aids, or washing chemistry to manage hydrophobic contaminants. Lipase can complement those tools when the chemistry is compatible. The enzyme changes lipid molecules; surfactants can then help keep hydrolysis products and residual hydrophobic material dispersed or direct them toward flotation. In practical terms, lipase can make the contaminant less deposit-prone, while wet-end chemistry and separation equipment determine where that material ultimately goes.
Whitewater chemistry can either help or complicate this process. Dissolved and colloidal substances, fines, fillers, multivalent ions, residual peroxide, coating components, and cationic additives all influence how hydrolyzed fatty acids behave. For example, making fatty acids more available is not always the same as eliminating them; in some water systems they may remain dispersed, while in others they can interact with minerals or polymers. Studies on enzyme immobilization for papermaking whitewater treatment show how important circulating process water has become as a treatment target in its own right [11].
This is why alkaline lipase should be described as a targeted process aid rather than a magic deposit remover. It shifts the chemistry of lipidic material toward forms that are usually easier to manage, but the full process outcome depends on pulp furnish, water closure, contaminant load, and downstream separation. Research on pitch control in recycled whitewater further supports the view that deposit control is a system-level issue involving both fibers and process water [5].
The strongest direct evidence for lipase in paper processing is in pitch control. Fujita’s work on enzymatic pitch control in papermaking is an early and important reference because it connects lipase action to real pitch problems rather than treating lipase only as a general fat-splitting enzyme [3]. Later research on pitch control in thermomechanical pulping and papermaking continued that connection by examining enzymatic treatments in systems where wood extractives are operationally important [4].
Evidence for lipase in deinking is more specific and application-dependent. The study of temperature and pH effects on deinking laser-jet waste paper using commercial lipase and esterase demonstrates that lipase has been evaluated for printed recycled paper, but also signals that performance depends on print type and process conditions [2]. This is consistent with broader enzymatic deinking research, where cellulase, xylanase, laccase, esterase, and combined enzyme systems may each contribute through different mechanisms.
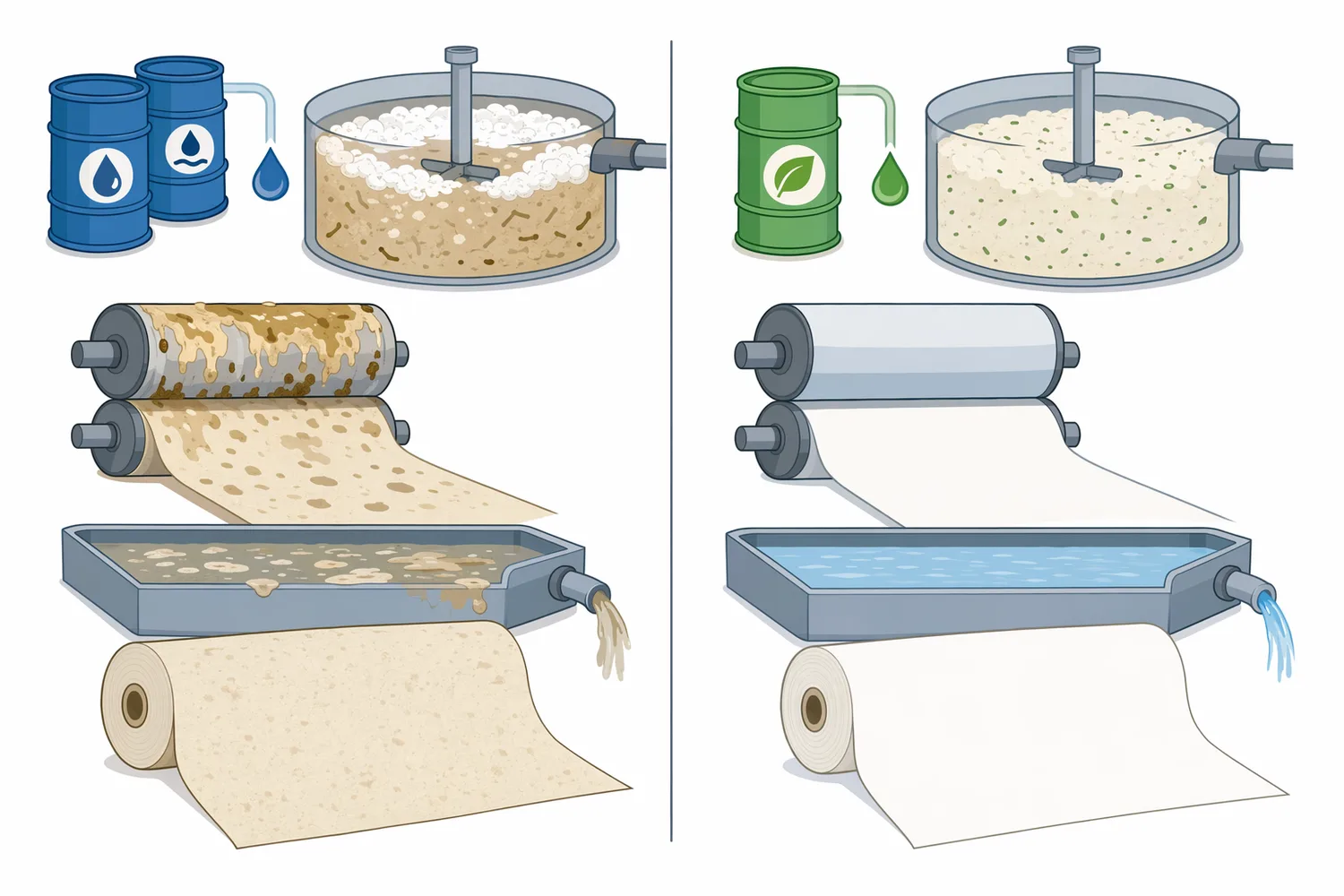
Broader deinking literature supports the use of enzymes as part of greener recycled-paper processing. Intelligent modeling and optimization of environmentally friendly enzymatic deinking reflects the industry’s interest in reducing chemical intensity while maintaining deinking performance [6]. Fungal cellulase work in refining and deinking also shows that enzyme-assisted recycling is not a niche concept, even though the best enzyme system depends on the furnish and contaminant chemistry [7].
There is also evidence that lipase-related enzymes and microbial lipases are relevant to pulp environments themselves. A study characterizing microbial lipase from paper and pulp effluent demonstrates that lipase-producing organisms and lipase activity are connected to paper-sector waste streams, reinforcing the biochemical relevance of lipid hydrolysis in this industrial context [12].
Lipase is not normally described as a primary bleaching enzyme in the way xylanase or laccase often is. Xylanase can improve bleachability by modifying hemicellulose and increasing lignin accessibility, while laccase participates in oxidative lignin-related reactions. Lipase does not perform those same functions. Its contribution is more likely to come from removing or modifying lipidic extractives that interfere with pulp cleanliness, chemical penetration, brightness stability, or deposit control.
That said, lipase has been studied in relation to kraft pulp bleaching. Research on bleaching kraft pulp with a commercial lipase reported that accessory enzyme effects can be associated with degradation of hexenuronic acids, indicating that commercial enzyme preparations and pulp chemistry can interact in ways beyond simple triglyceride hydrolysis [13]. For customer-facing use, the careful interpretation is that lipase may support selected pulp-cleanliness or bleaching-related goals, but it should not be represented as a direct substitute for established bleaching enzymes or oxidative bleaching chemistry.
Modern bleaching research often focuses on enzyme combinations rather than one enzyme acting alone. Recent work on laccase, xylanase, and mannanase in softwood kraft pulp bleaching highlights how synergistic enzyme systems may improve outcomes when each enzyme opens a different part of the pulp matrix or acts on a different substrate [14]. Lipase fits this same conceptual framework when lipidic extractives are part of the problem.
When the contaminant profile is appropriate, alkaline lipase can help reduce the deposit tendency of fatty pitch and oily hydrophobic residues. The most concrete mechanism is triglyceride and fatty-ester hydrolysis, which changes sticky neutral lipids into smaller products that are easier to disperse or remove under alkaline conditions. The expected operational benefit is cleaner stock behavior, fewer lipid-driven deposits, and improved compatibility with washing, flotation, or surfactant-assisted control strategies [4].
In recycled fiber systems, alkaline lipase may support deinking where oily or ester-containing ink vehicles, binders, or coating residues contribute to ink attachment or hydrophobic dirt. It should be viewed as a contributor to contaminant release and dispersion, not as a pigment-destroying enzyme. Deinking studies involving lipase and esterase show that these enzymes are relevant to printed paper recycling, while broader enzymatic deinking work confirms that enzyme-assisted approaches can reduce reliance on harsher chemical routes in suitable systems [2].
Alkaline lipase can also support process consistency by acting earlier on lipidic materials before they build into mixed deposits. Once a deposit contains oxidized pitch, fibers, fillers, mineral scale, synthetic adhesive fragments, and wet-end polymers, no single enzyme can reverse the whole structure cleanly. The advantage of lipase is preventive and transformative: it changes part of the contaminant chemistry while the material is still dispersed and accessible.
Alkaline lipase is most relevant in three paper-sector contexts: pitch-prone virgin or mechanical pulp, recycled fiber containing oily or ester-rich contaminants, and process-water loops where hydrophobic lipidic material circulates. In each case, the enzyme’s effect depends on contact with accessible substrate under conditions compatible with enzyme activity. That practical dependency is why the scientific literature often studies pH, temperature, furnish type, and contaminant chemistry together rather than treating enzyme addition as a stand-alone variable [2].
It is equally important to define what alkaline lipase does not do. It does not directly hydrolyze cellulose like cellulase, does not open xylan-rich hemicellulose like xylanase, does not oxidize lignin like laccase, and does not dissolve inorganic scale. It is a targeted lipid and ester hydrolysis tool. This specificity is precisely why enzymes are useful in pulp and paper: each enzyme changes a defined chemical structure, allowing more selective treatment than broad chemical attack [1].
For buyers, the most realistic expectation is improved handling of fatty, oily, or ester-containing contaminants where those materials are part of pitch, dirt, or deinking problems. Results vary with furnish and process conditions, but the core mechanism is well established: hydrolysis of lipid esters into smaller, more manageable products.
Enzymes.bio supplies Alkaline Lipase for Paper and Pulp Processing in 1 kg units for direct online purchase. The buyer places the order and pays online, after which the order is processed and shipped. A Certificate of Analysis and Safety Data Sheet are included with the order.
Enzymes.bio is a product supplier. This document is provided to explain the technical role of alkaline lipase in paper and pulp processing, the mechanisms behind its use, and the evidence-supported applications where it may add value.
Alkaline lipase is a focused enzyme for paper and pulp operations where fatty pitch, oily residues, or ester-containing recycled-fiber contaminants create processing problems. It works by hydrolyzing lipid ester bonds—especially in triglyceride-rich materials—so those substances become less tacky, less deposit-prone, and easier to disperse or remove in alkaline process conditions. The strongest paper-sector evidence supports pitch control, with additional application in selected enzymatic deinking and contaminant-management systems [3].
Sold by the 1 kg unit, in stock and ready to ship. Order directly on our store — pay online and we process your order. A Certificate of Analysis and Safety Data Sheet are included with every order.
Buy Alkaline Lipase Paper And Pulp Processing →Numbered in order of first citation. Open-access sources, each verified reachable at publication; citation numbers in the text link here.