Aminopeptidase enzyme for protein hydrolysis is used to refine peptide mixtures by removing amino acids one at a time from the N-terminal end of peptides. In practical hydrolysate production, it is most useful as a finishing enzyme after endoprotease treatment, where it can reduce bitter peptide character, increase free amino acids, and make the final protein hydrolysate more balanced for food, feed, flavor, or ingredient applications. Enzymes.bio supplies Aminopeptidase Enzyme online by the 1 kg unit, with the order processed and shipped after online payment.
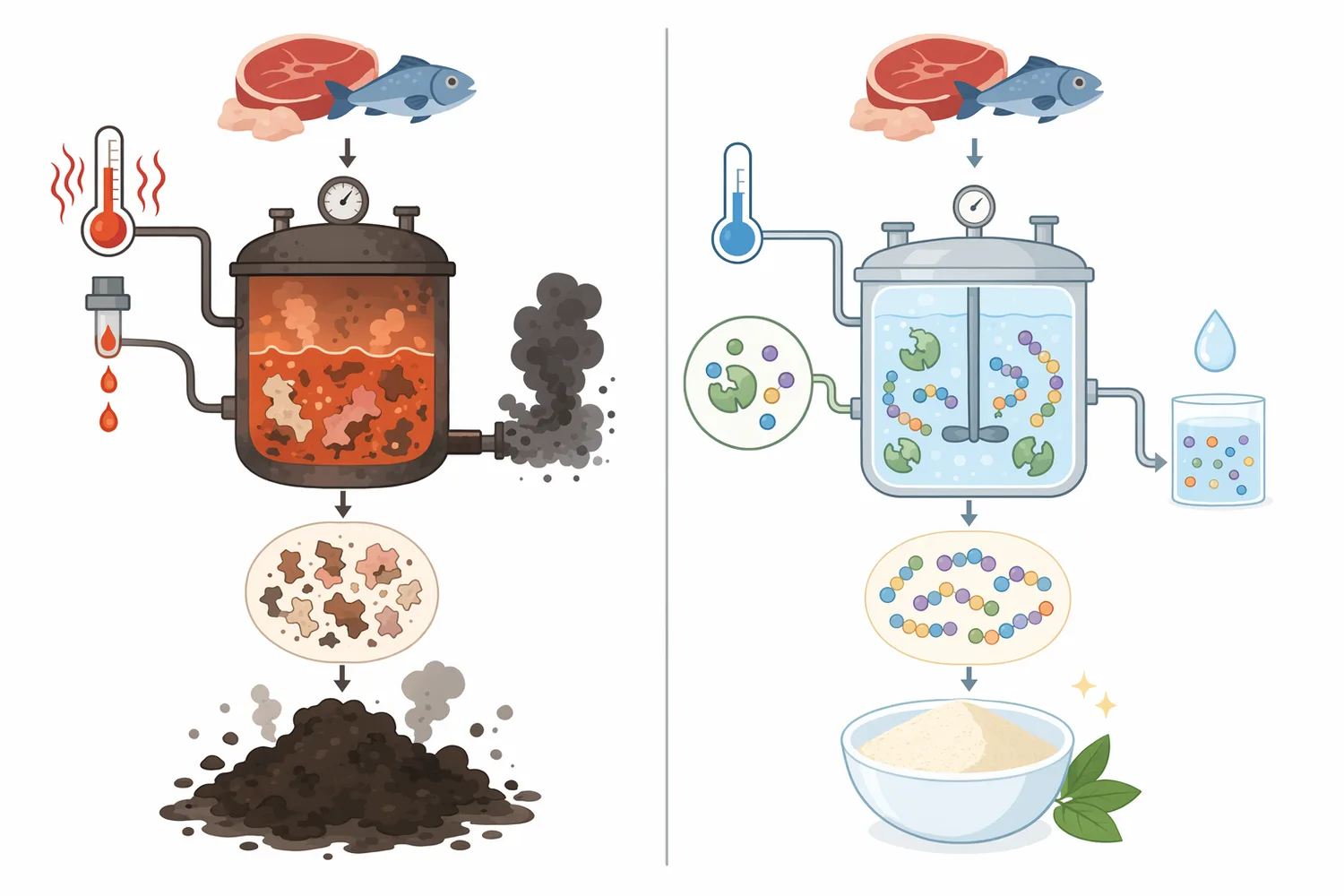
Protein hydrolysis is not only about making proteins smaller. For many commercial hydrolysates, the real target is a controlled peptide profile: enough breakdown to improve solubility, digestibility potential, or flavor release, but not so much uncontrolled cleavage that the ingredient becomes harsh, bitter, or inconsistent. Industrial enzyme use has grown because enzymes can deliver targeted transformations under comparatively mild processing conditions, giving processors a way to change food, feed, and biochemical materials without relying only on heat or chemical treatment [1].
Aminopeptidase occupies a specific position in this toolkit. Broad proteases cut proteins into peptides; aminopeptidases then trim those peptides from the amino end. That exopeptidase action is valuable because many sensory and functional properties of hydrolysates are shaped by the peptide ends that remain after primary hydrolysis. When an N-terminal residue is hydrophobic, bulky, or otherwise flavor-active, removing it can materially change how the peptide behaves in water and how it is perceived in a finished ingredient.
This makes aminopeptidase especially relevant for plant protein hydrolysates, dairy hydrolysates, animal protein hydrolysates, seafood-derived ingredients, savory flavor bases, and protein by-product valorization. Enzymes.bio positions its aminopeptidase flavor enzyme for protein hydrolysate debittering, more thorough hydrolysis, and preparation of peptide-rich hydrolysates for industrial and food-processing use .
Aminopeptidases are exopeptidases: they act at the end of a peptide chain rather than at random internal positions. More specifically, they recognize a free N-terminal amino group and catalyze cleavage of the peptide bond immediately next to that terminal amino acid. The result is release of one free amino acid and a peptide that is now one residue shorter, with a new N-terminal residue exposed for the next catalytic cycle.
This stepwise action is different from the action of endoproteases. An endoprotease may split a long protein chain into many peptide fragments, creating new termini throughout the material. Aminopeptidase then works on those termini. In other words, aminopeptidase is not usually the fastest tool for opening up intact, folded proteins on its own; it becomes most effective when enough peptide ends are available after primary proteolysis.
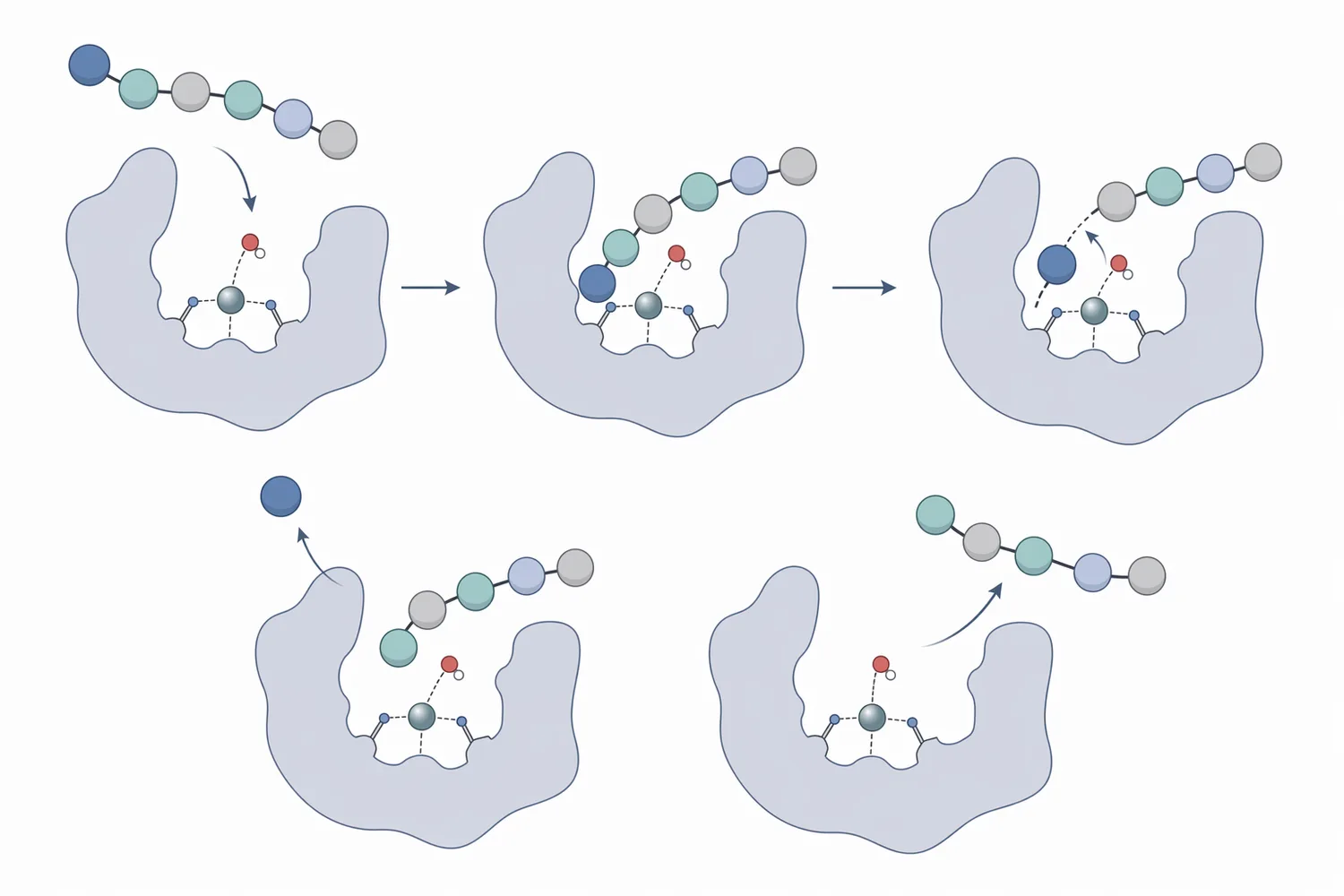
Mechanistic studies on leucine aminopeptidase and related enzymes show that metal ions in the active site play a central role in catalysis. The metal center helps position the substrate, activates water for attack on the peptide bond, and stabilizes the charged transition state that forms as the bond is cleaved [2]. In practical terms, the enzyme uses a precisely arranged active site to make one otherwise stable peptide bond reactive, but only when that bond is presented at the correct peptide terminus.
Computational work on aminopeptidase catalysis has also emphasized how substrate positioning, metal coordination, and water activation cooperate during cleavage. In studies of Aeromonas proteolytica aminopeptidase, the proposed mechanism involves a metal-bound water or hydroxide species attacking the peptide carbonyl, followed by bond breakdown and release of the terminal amino acid [3]. This explains why aminopeptidases are both selective and process-useful: they do not simply “digest everything,” but repeatedly trim accessible peptide ends under suitable conditions.
Bitterness in protein hydrolysates often comes from short and medium-length peptides that expose hydrophobic amino acids. Hydrophobic side chains can interact strongly with bitterness receptors, particularly when they appear near peptide termini. This is one reason why a hydrolysate can be nutritionally attractive but difficult to use in beverages, powders, sauces, seasonings, pet food, or feed formulations.
Aminopeptidase can reduce this problem by removing N-terminal residues that contribute to bitter perception. If a peptide begins with leucine, phenylalanine, valine, isoleucine, or another hydrophobic residue, aminopeptidase trimming can convert that residue into a free amino acid and leave behind a shorter peptide with a different terminal structure. The peptide may become less hydrophobic at the end, less receptor-active, or more compatible with the surrounding matrix.
Research on thermostable leucine aminopeptidase has described this type of debittering behavior in soy protein hydrolysis, where removal of hydrophobic amino acids from peptide N-termini was associated with reduced bitterness and increased hydrolysis depth [4]. The important mechanism is concrete: the enzyme does not “mask” bitterness; it changes the molecular species present in the hydrolysate by cutting terminal amino acids away from peptides that may otherwise remain bitter.
Debittering is also one reason aminopeptidase is commonly discussed as a finishing enzyme. If the initial endoprotease step is pushed too far, bitterness can increase because more hydrophobic peptide fragments are released. If the reaction is stopped too early, the hydrolysate may retain large peptides and incomplete functionality. Aminopeptidase gives the process an additional way to refine the peptide pool after primary cleavage.
Aminopeptidase is often used alongside other proteolytic enzymes rather than as a replacement for them. The table below gives a conceptual comparison of common protease roles in protein hydrolysis. It is not a specification table; the point is to show how aminopeptidase changes the hydrolysate differently from broad proteases.
| Enzyme type | Main cutting pattern | Main process role | What changes in the hydrolysate | How aminopeptidase complements it |
|---|---|---|---|---|
| Acid protease | Internal peptide-bond cleavage under acidic processing conditions | Primary protein breakdown in acid-compatible systems | Large proteins become peptides; solubility and viscosity may change | Aminopeptidase can later trim newly formed peptide ends if conditions are adjusted for the finishing step |
| Neutral protease | Internal cleavage near neutral pH | Controlled hydrolysis where mild conditions are preferred | Peptide fragments are generated with moderate process severity | Aminopeptidase can increase free amino acids and reduce terminal bitter residues |
| Alkaline protease | Broad internal cleavage, often efficient on many food proteins | Strong primary hydrolysis and rapid peptide generation | Degree of hydrolysis can increase quickly; bitterness may appear if hydrophobic peptides accumulate | Aminopeptidase can refine the peptide mixture by stepwise N-terminal removal |
| Aminopeptidase | Sequential cleavage from the N-terminal end | Finishing, debittering, and peptide-profile refinement | Free amino acids increase; peptide ends and average peptide length change | Works best when prior proteolysis has created accessible peptide substrates |
Industrial biocatalysis frequently relies on combining enzymes with different specificities because one enzyme class rarely delivers every desired material change alone [5]. In protein hydrolysis, that principle is straightforward: endoproteases create the peptide population, while aminopeptidase reshapes the exposed ends of that population.
The first major change is an increase in free amino acids. Each aminopeptidase cleavage releases one amino acid from the N-terminus of a peptide. Over time, this increases the free amino acid pool and shortens susceptible peptides. The effect is not just analytical; free amino acids can influence taste, Maillard reactivity, fermentation behavior, and nutritional nitrogen profile depending on the substrate and downstream process.
The second change is a shift in peptide-end composition. A hydrolysate that initially contains many peptides beginning with hydrophobic residues may, after aminopeptidase treatment, contain fewer of those exact N-terminal structures. That matters because the terminal amino acid is exposed to the surrounding solution and to sensory receptors. Removing or changing that terminal group can alter bitterness, solubility, and interaction with other ingredients.
The third change is gradual peptide shortening rather than random fragmentation. Because aminopeptidase works from the N-terminus, it does not generate the same sudden internal cleavage pattern as a broad endoprotease. This makes it useful when the goal is controlled finishing rather than aggressive first-stage protein breakdown. Mechanistic work on leucine aminopeptidase shows how enzyme structure and active-site chemistry support this orderly, terminal cleavage behavior [6].
The fourth change is improved access for later reactions or formulations. Shorter peptides and free amino acids can behave differently during concentration, drying, blending, fermentation, or thermal processing. For example, a savory flavor base may benefit from a higher free amino acid contribution, while a protein hydrolysate powder may benefit from bitterness reduction before drying. These outcomes remain substrate- and process-dependent, but the underlying molecular change is the same: peptide termini are being trimmed.
Plant proteins are a major application area for aminopeptidase-assisted hydrolysis because many plant hydrolysates develop bitter, beany, astringent, or lingering notes after protease treatment. Soy, pea, lupine, wheat, rice, and oilseed by-products can all contain peptide sequences that become flavor-active once internal bonds are cleaved. Aminopeptidase is useful where the target is not only solubilization but a cleaner, more usable hydrolysate.
Soy protein is a particularly important model because it is widely used and has well-known flavor challenges. Research on leucine aminopeptidase in soy protein hydrolysis has linked terminal hydrophobic amino acid removal with bitterness reduction and deeper hydrolysis [4]. This supports a practical interpretation: aminopeptidase can help convert a technically hydrolyzed plant protein into a more formulation-friendly ingredient.
Plant by-products are another promising area. Oilseed meals, nut press cakes, and other protein-containing residues can be upgraded into hydrolysates, but bitterness and inconsistent peptide composition can limit value. General industrial enzyme literature highlights the role of enzymes in improving process efficiency and enabling higher-value conversions of biological raw materials [7]. Aminopeptidase fits that pattern by refining the peptide fraction after the initial release of soluble protein material.
For plant protein processors, the value is often cumulative. A hydrolysate that is slightly less bitter, more soluble, and richer in small peptides may be easier to incorporate into seasonings, nutritional powders, sauces, fermented products, pet food palatants, or feed ingredients. Aminopeptidase does not guarantee a specific sensory result across every botanical source, but its N-terminal trimming mechanism directly addresses one of the common causes of hydrolysate bitterness.
Dairy proteins, especially casein, can form bitter peptides during hydrolysis. Casein has regions rich in hydrophobic residues, and when broad proteases release those segments, the resulting peptides may carry strong taste. This is why dairy hydrolysate production often requires careful enzyme strategy, not just maximum cleavage.
Aminopeptidase can help by removing terminal residues from casein-derived peptides after internal cleavage has occurred. The same molecular logic applies as in soy: the enzyme trims N-terminal amino acids, changes peptide ends, increases free amino acids, and can reduce the population of bitter terminal structures. Because dairy hydrolysates are used in nutrition, flavor, fermentation, and specialty ingredient systems, small improvements in sensory profile can have meaningful downstream value.
Aminopeptidase-related enzymes have also been studied in broader food and microbial contexts, including fungal systems relevant to food fermentation and enzyme production. Aspergillus oryzae, for example, is widely recognized as an industrially important fungal platform in food biotechnology and enzyme production [8]. That broader context helps explain why aminopeptidases are familiar to food-processing applications that rely on controlled proteolysis and flavor development.
For dairy applications, aminopeptidase is best understood as a refinement step. It does not replace the need for a primary protease when intact casein or whey proteins must first be opened. Instead, it improves the peptide mixture created by earlier hydrolysis, especially where bitterness, free amino acid formation, and final flavor balance are important.
Animal and marine protein materials often contain valuable nitrogen but can be difficult to convert into pleasant, consistent ingredients. Fish frames, shellfish materials, meat by-products, collagen-rich streams, and other protein residues may require hydrolysis to improve solubility and usability. Aminopeptidase can contribute to these systems by refining the peptides generated during primary proteolysis.
In these substrates, bitterness is not the only issue. Strong marine, sulfur, oxidized, or brothy notes may interact with peptide taste. Aminopeptidase does not remove all off-flavors, but it can change the peptide and amino acid balance that contributes to the finished sensory profile. Where the goal is a palatable hydrolysate for feed, pet food, flavor, or ingredient use, terminal peptide trimming can be a useful part of the process.
Industrial enzyme applications are often valued because they make biological raw materials easier to process and can improve yield, quality, or sustainability compared with harsher conversion routes [1]. In protein by-product valorization, that benefit is directly relevant: enzymatic hydrolysis can help convert low-value protein streams into soluble peptide-rich materials, and aminopeptidase can help polish those materials for use.
For seafood and animal-derived hydrolysates, aminopeptidase should be seen as one component of a broader processing design that may also include pre-treatment, endoprotease hydrolysis, separation, concentration, deodorization, drying, or blending. Its specific contribution remains the same: controlled removal of amino acids from the N-terminal ends of accessible peptides.
Aminopeptidase is also useful in flavor development because free amino acids are important contributors to savory, brothy, roasted, fermented, and umami-style profiles. When aminopeptidase releases amino acids from peptides, it can increase the pool of flavor-active precursors available for blending or downstream reactions. The result can be a more rounded hydrolysate when the process is well controlled.
This is not simply a matter of “more hydrolysis is better.” Excessive proteolysis can create harshness, lingering bitterness, or unbalanced amino acid taste. Too little proteolysis can leave large peptides with poor solubility or insufficient flavor contribution. Aminopeptidase is useful because it provides a different kind of hydrolysis pressure: instead of repeatedly cutting internally, it trims peptide ends in a stepwise way.
In savory systems, this may support cleaner flavor bases from soy, yeast-associated protein streams, dairy proteins, meat proteins, or seafood materials. It may also support fermentation-adjacent processes where peptides and amino acids act as nutrients or flavor precursors. Enzymes.bio’s aminopeptidase product page describes use in protein hydrolysate debittering and more thorough hydrolysis, which aligns with these flavor-refining applications .
The practical advantage is flexibility. A hydrolysate can first be generated with a broad protease and then refined with aminopeptidase to adjust the balance of peptides and free amino acids. The exact sensory outcome depends on substrate and process, but the mechanism is direct and predictable: terminal amino acids are removed, and the peptide mixture changes.
Not all peptide bonds are equally easy for enzymes to process. Proline-containing peptides are a well-known challenge because proline’s ring structure restricts peptide backbone flexibility and can make nearby bonds less accessible to many proteases. This is one reason some protein hydrolysates retain resistant peptides even after broad enzymatic treatment.
Aminopeptidase P is a specialized aminopeptidase family that acts on peptides where proline appears near the N-terminus. Reviews of bacterial aminopeptidase P emphasize its industrial relevance because of this ability to address proline-containing peptide structures that ordinary peptidases may handle poorly [9]. The broader lesson is that peptide sequence matters: terminal trimming depends on the exact amino acids presented to the enzyme.
For customers using a general aminopeptidase preparation, this does not mean every resistant sequence will disappear. It means aminopeptidase activity should be viewed as sequence-sensitive rather than purely mechanical. Some peptide ends are readily trimmed; others are slower or resistant. This is why aminopeptidase performs best as part of an integrated hydrolysis approach rather than as a universal one-step solution.
The strongest evidence for aminopeptidase in protein hydrolysis is mechanistic and application-based: these enzymes remove N-terminal amino acids, increase hydrolysis depth in susceptible peptide mixtures, and can reduce bitterness when bitter character is associated with hydrophobic terminal residues. Mechanistic studies of leucine aminopeptidase and related enzymes explain the metal-assisted chemistry that enables terminal peptide-bond cleavage [2].
Evidence for debittering is especially persuasive where studies connect the effect to the actual removal of hydrophobic N-terminal amino acids. Soy protein hydrolysis research using leucine aminopeptidase provides a clear example of that mechanism-to-application link [4]. The key point is that bitterness reduction is not a vague processing benefit; it follows from a measurable molecular change in the peptide mixture.
Evidence for broader biofunctional improvements, such as antioxidant profile changes or bioactive peptide generation, should be interpreted more carefully. Enzymes can certainly change peptide sequences and expose or release new fragments, and industrial biocatalysis literature recognizes enzymes as powerful tools for selective molecular transformation [5]. However, any specific functional claim depends on the protein source, peptide sequences generated, downstream processing, and the finished product context.
Aminopeptidase should therefore be positioned realistically. It is a high-value refining enzyme for hydrolysate quality, especially where bitterness and peptide-end composition matter. It is not a guarantee of a particular health claim, and it is not usually the only enzyme needed for complete breakdown of intact protein substrates.
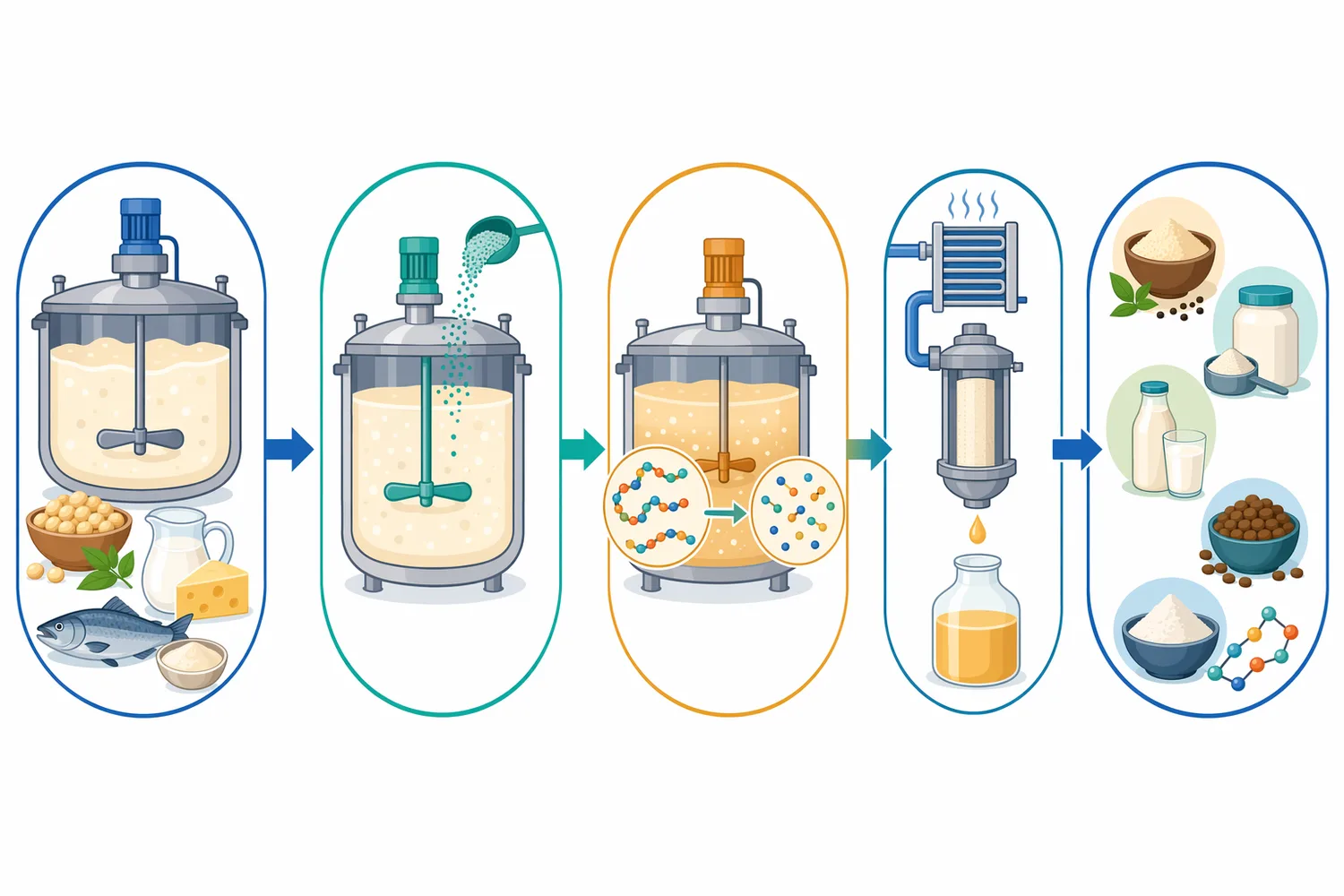
In a typical hydrolysis concept, proteins are first dispersed or hydrated so that enzymes can access the substrate. A broad protease may then be used to cut internal peptide bonds and generate soluble peptides. Aminopeptidase can be introduced as a finishing step or as part of a compatible multi-enzyme process, where it trims the N-terminal ends created during the primary hydrolysis stage.
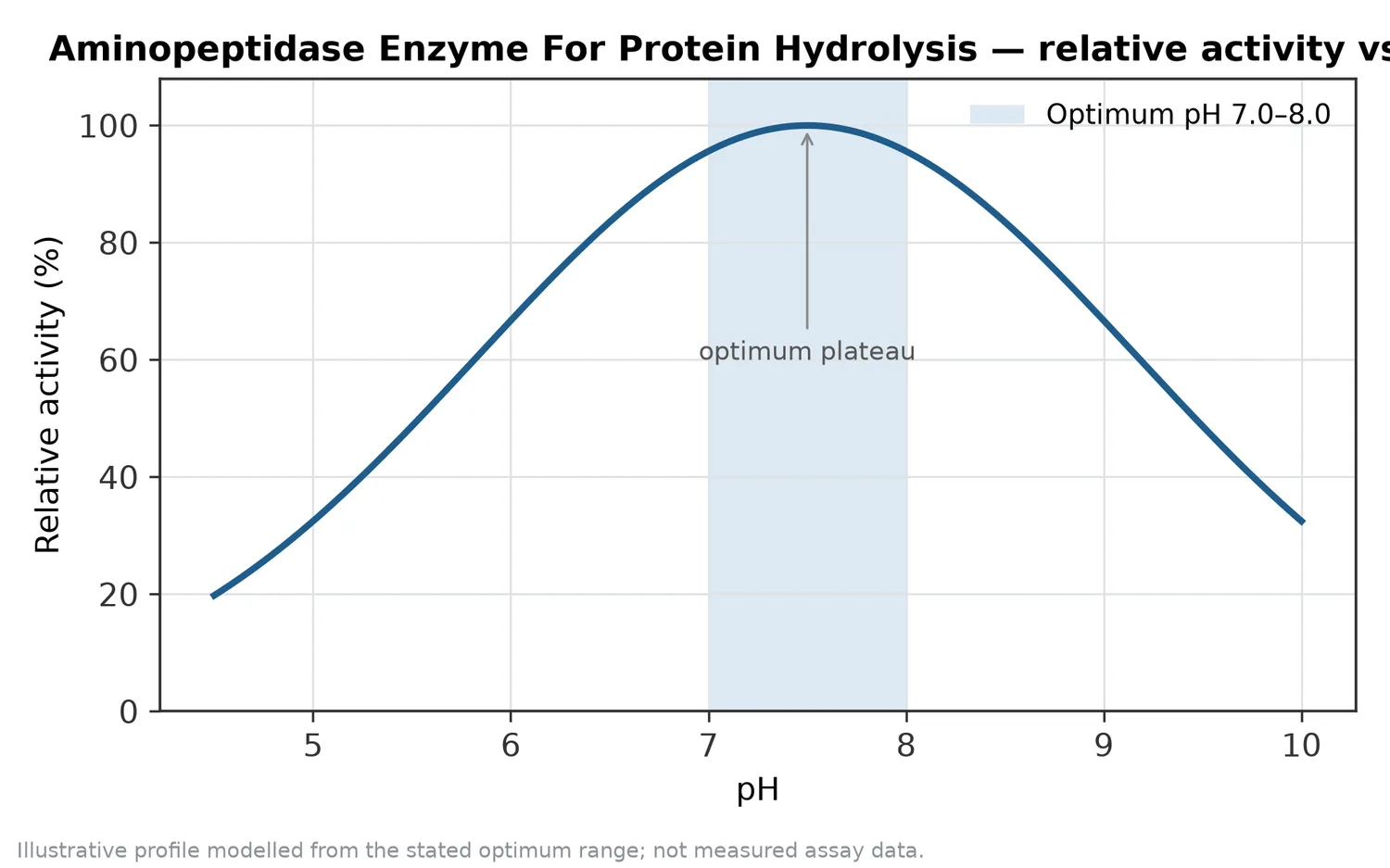
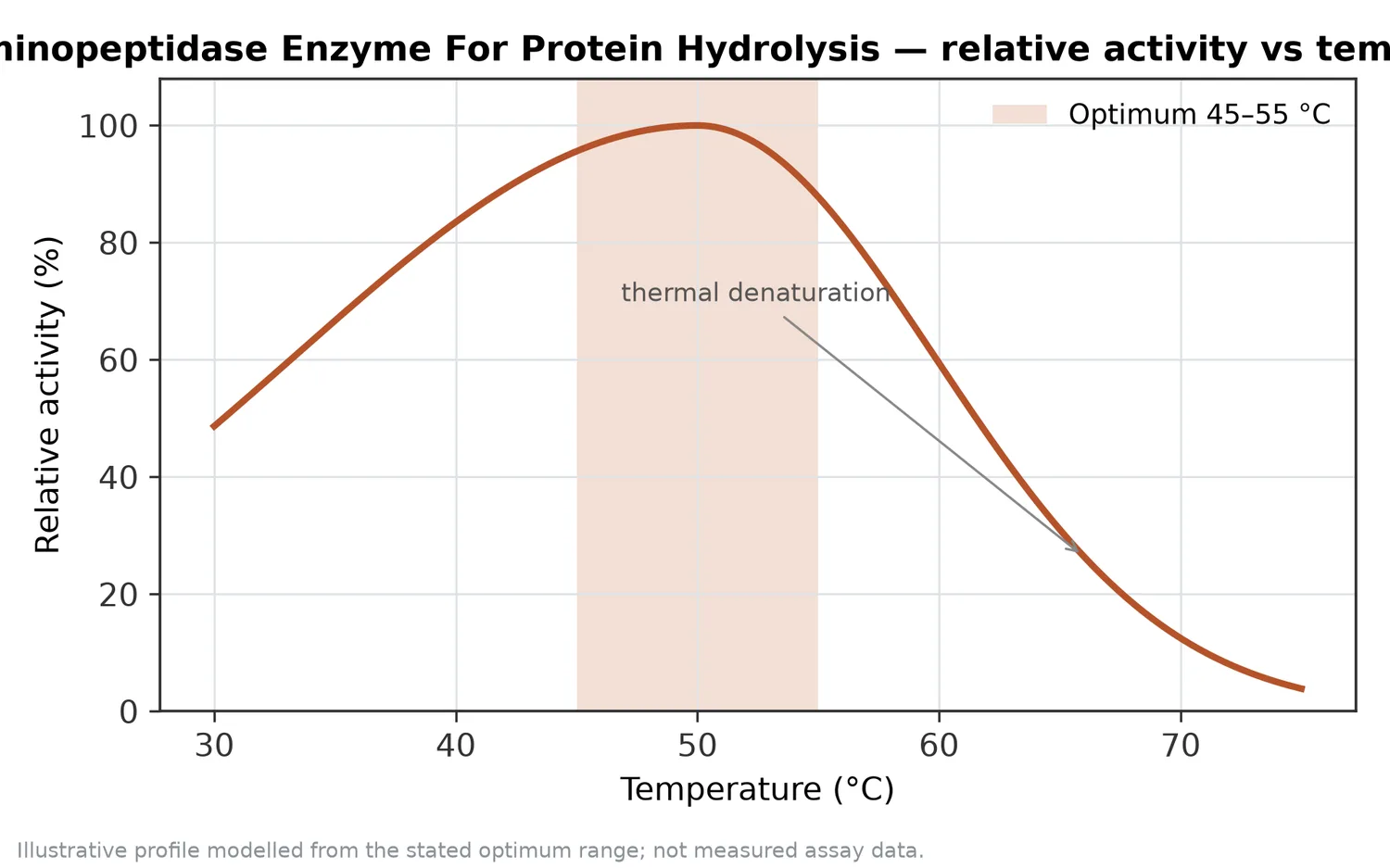
The process outcome is influenced by the protein source, previous heat history, peptide accessibility, pH, temperature, reaction time, and downstream handling. These factors determine how many peptide ends are available and how readily the aminopeptidase can act. Industrial enzyme reviews consistently describe process conditions and substrate context as central to enzyme performance, because enzymes are highly structured catalysts whose activity depends on their operating environment [7].
After the desired hydrolysis profile is reached, the hydrolysate may be heated, concentrated, dried, blended, filtered, or otherwise processed according to the finished ingredient format. Aminopeptidase’s contribution remains in the altered peptide and amino acid profile left behind. The enzyme is a means to reshape the hydrolysate, not the final ingredient itself.
Enzymes.bio supplies Aminopeptidase Enzyme for Protein Hydrolysis for industrial and food-processing use. The product is sold directly online by the 1 kg unit: the buyer places the order, pays online, and the order is processed and shipped. A Certificate of Analysis and Safety Data Sheet are included with the order.
This purchasing model is intended to be straightforward. The product is available as a practical enzyme input for businesses developing or producing protein hydrolysates, savory ingredients, plant protein systems, dairy hydrolysates, animal protein hydrolysates, or marine protein hydrolysates. Enzymes.bio presents aminopeptidase as a flavor enzyme for debittering protein hydrolysates and supporting more complete protein hydrolysis .
As with enzyme preparations generally, Aminopeptidase Enzyme should be handled according to the Safety Data Sheet supplied with the order. Enzymes are proteins and should be managed in a way that avoids unnecessary inhalation, dust exposure, or direct contact during handling. The product is intended for industrial and food-processing use, not direct retail consumption.
Aminopeptidase enzyme for protein hydrolysis is best understood as a peptide-finishing enzyme. It removes amino acids sequentially from the N-terminal end of peptides, which can reduce bitterness, increase free amino acids, shorten peptides, and refine the final hydrolysate profile. Its value is strongest when used after or alongside endoproteases that first create accessible peptide ends.
For plant, dairy, animal, marine, and savory protein hydrolysates, aminopeptidase provides a concrete molecular tool for improving usability: it changes the peptide mixture rather than masking problems. Enzymes.bio supplies Aminopeptidase Enzyme online by the 1 kg unit, with standard order documentation included, for buyers who need a practical enzyme input for hydrolysate refinement.
Sold by the 1 kg unit, in stock and ready to ship. Order directly on our store — pay online and we process your order. A Certificate of Analysis and Safety Data Sheet are included with every order.
Buy Aminopeptidase Enzyme For Protein Hydrolysis →Numbered in order of first citation. Open-access sources, each verified reachable at publication; citation numbers in the text link here.