Beta-Amylase to enzym amylolityczny, który odcina kolejne cząsteczki maltozy od nieredukujących końców łańcuchów skrobiowych. W praktyce B2B jest użyteczna tam, gdzie celem jest nie pełna konwersja skrobi do glukozy, lecz uzyskanie profilu cukrów bogatego w maltozę — szczególnie w zacieraniu, przygotowaniu brzeczek i wybranych procesach sacharyfikacji skrobi [1]. Enzymes.bio dostarcza beta-amylase online w jednostkach 1 kg; CoA i SDS są dostarczane wraz z zamówieniem.
Beta-amylase, zapisywana również jako beta amylase lub β-amylase, jest enzymem rozkładającym wiązania α-1,4-glikozydowe w skrobi, ale robi to w sposób egzo-typowy: zaczyna od końców nieredukujących i stopniowo uwalnia maltozę. To odróżnia ją od alpha-amylase, która działa endo-typowo, czyli przecina wiązania wewnątrz łańcucha skrobiowego i szybko obniża masę cząsteczkową oraz lepkość mieszaniny [1].
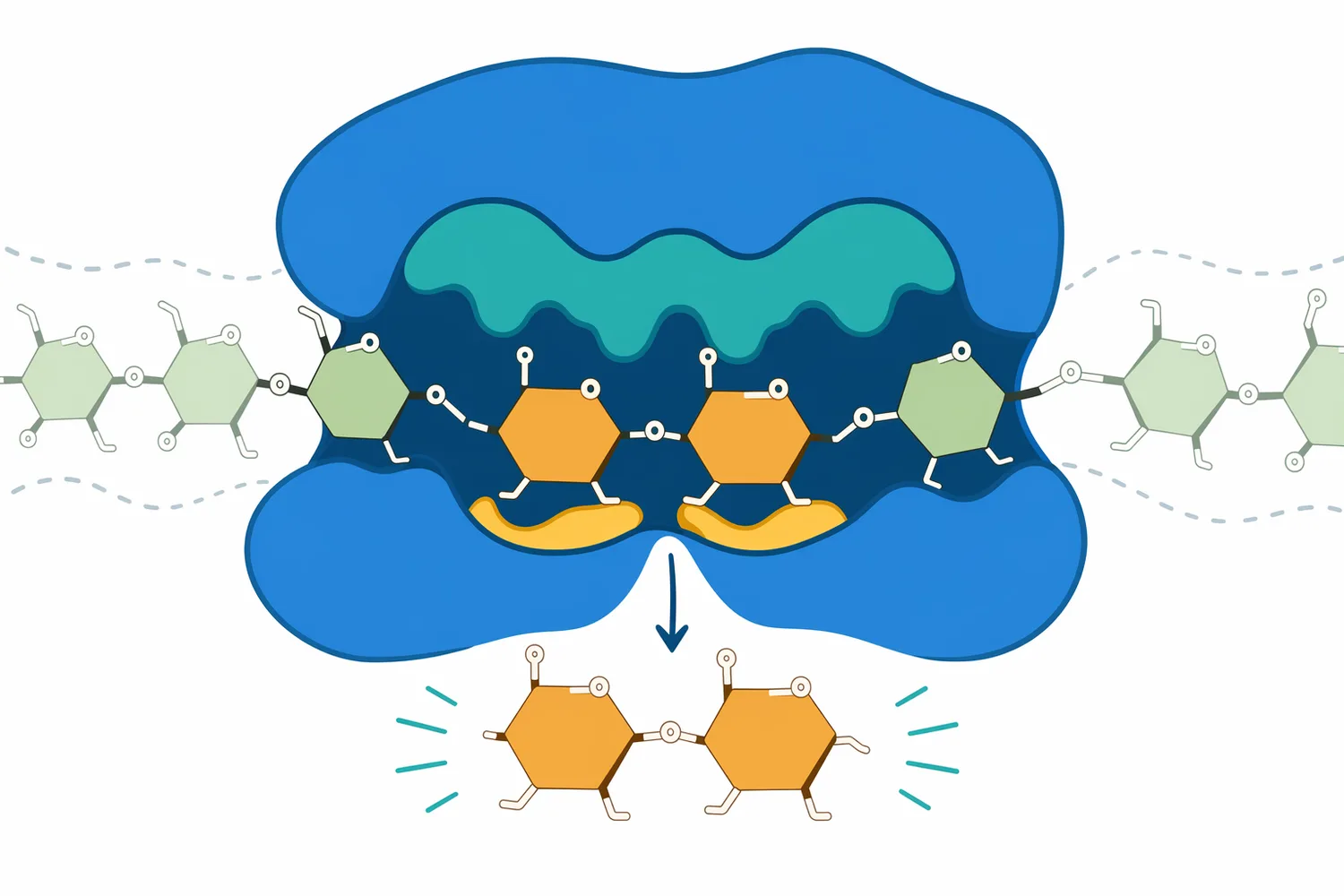
Najważniejszy produkt reakcji beta-amylase to maltoza, dwucukier złożony z dwóch jednostek glukozy. Nazwa enzymu nie oznacza, że substratem są wiązania „beta” w skrobi; skrobia zawiera przede wszystkim wiązania α-1,4 oraz rozgałęzienia α-1,6. Określenie „beta” historycznie odnosi się do konfiguracji anomerycznej uwalnianej maltozy, dlatego beta-amylase jest enzymem maltogenicznym, a nie enzymem rozkładającym polisacharydy beta-glukanowe [1].
W ujęciu strukturalnym beta-amylase jest opisywana jako enzym o wyspecjalizowanej kieszeni katalitycznej dopasowanej do końcowych fragmentów łańcucha glukanowego. Badania in silico nad beta-amylase ze słodkiego ziemniaka pokazują, że stabilność struktury, oddziaływania w obrębie miejsca aktywnego i dynamika białka są kluczowe dla utrzymania funkcji katalitycznej, co dobrze tłumaczy, dlaczego źródło enzymu i warunki procesu mogą silnie wpływać na wynik hydrolizy [2].
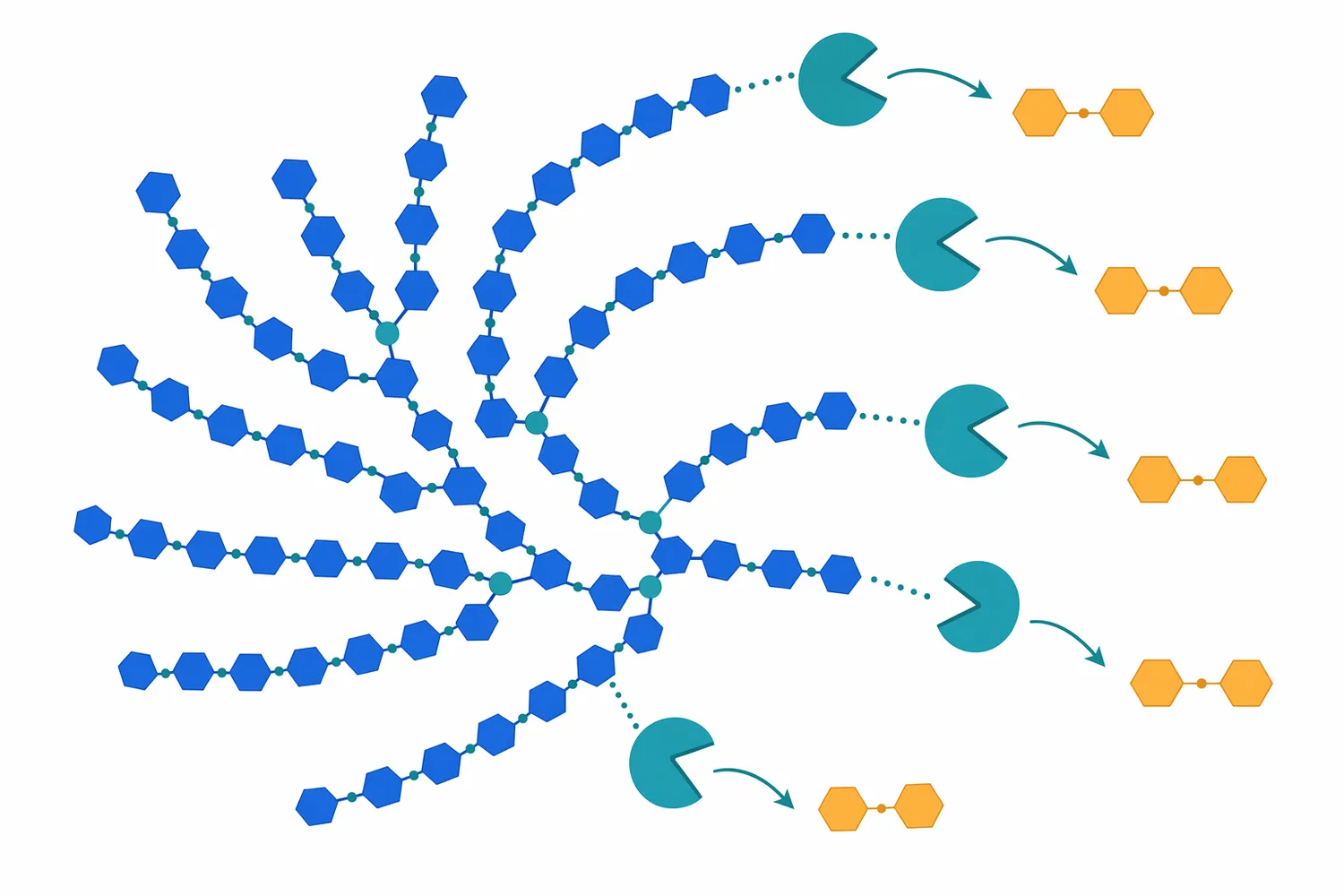
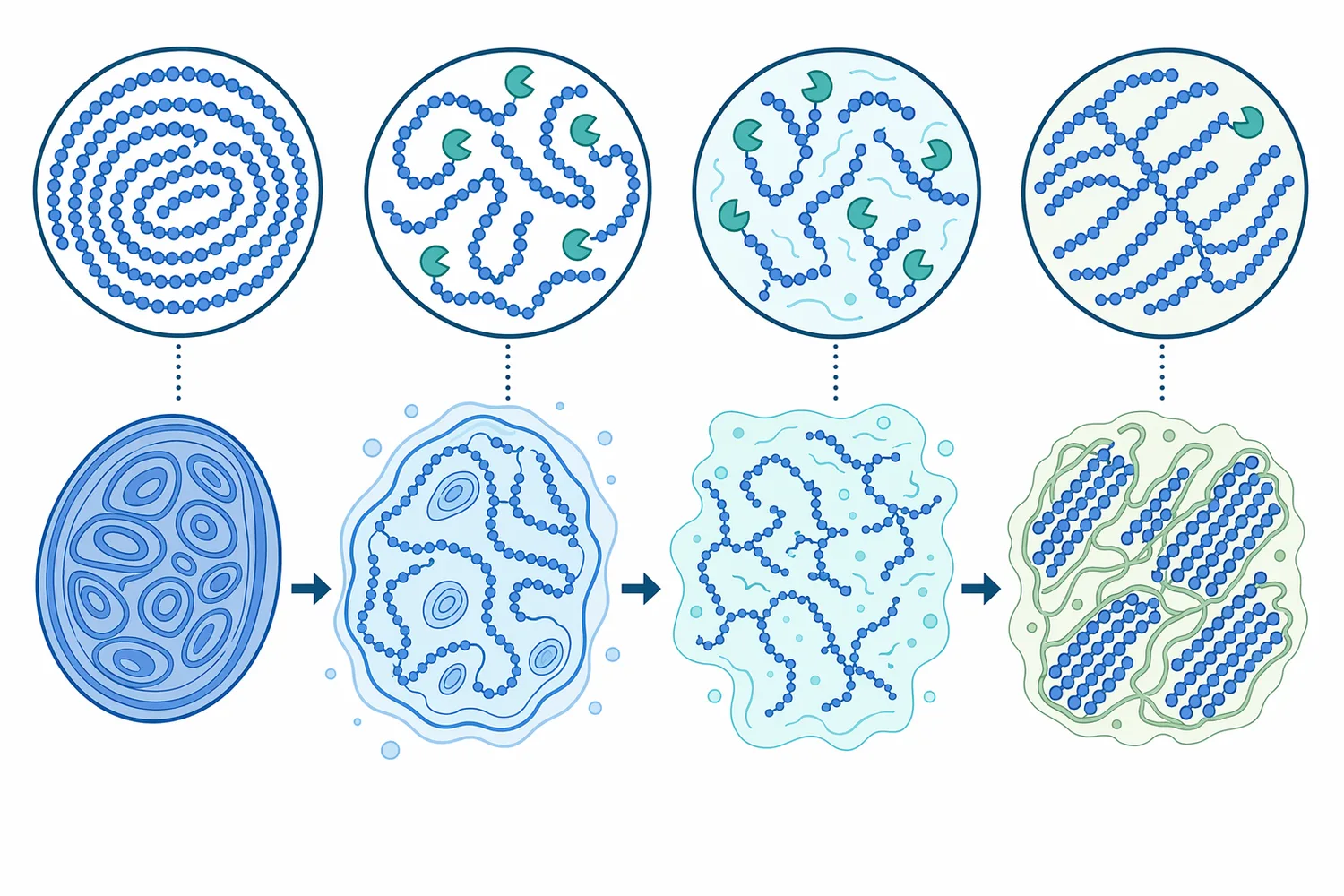
Skrobię można traktować jako mieszaninę dwóch głównych frakcji: amylozy, która jest zasadniczo liniowym polimerem glukozy połączonej wiązaniami α-1,4, oraz amylopektyny, która oprócz wiązań α-1,4 zawiera rozgałęzienia α-1,6. Beta-amylase przesuwa się od nieredukującego końca dostępnego łańcucha i hydrolizuje co drugie wiązanie w taki sposób, aby uwalniać maltozę jako dominujący produkt [1].
To działanie jest bardziej przewidywalne niż losowe cięcie łańcuchów przez alpha-amylase. Jeżeli substrat jest dobrze udostępniony, beta-amylase może konsekwentnie zwiększać udział maltozy w mieszaninie cukrów. Jeżeli jednak skrobia jest słabo skleikowana, silnie rozgałęziona albo ma ograniczoną dostępność powierzchniową, tempo i głębokość hydrolizy będą niższe, ponieważ enzym potrzebuje dostępnych końców łańcuchów do działania [1].
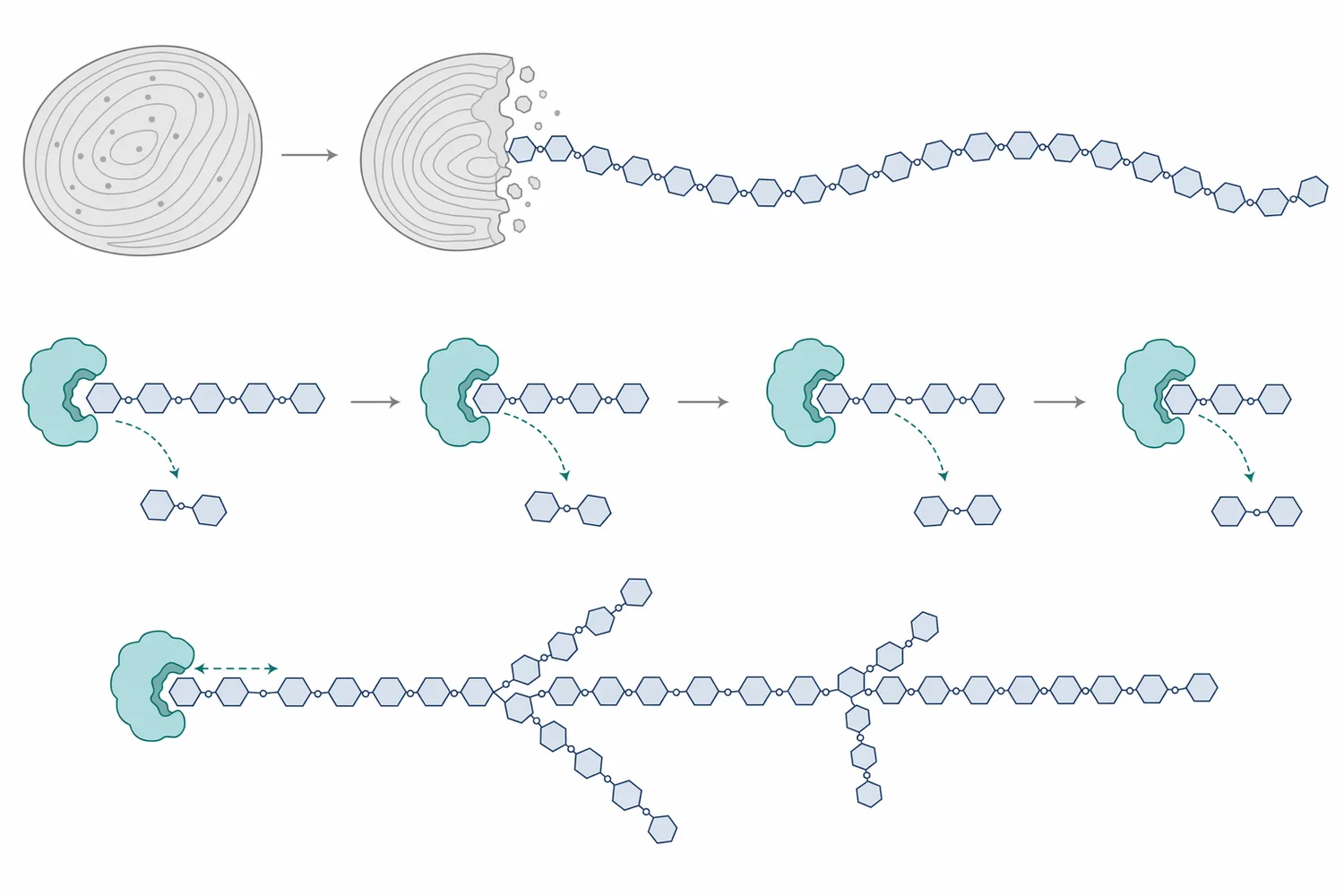
Istotnym ograniczeniem mechanistycznym jest to, że beta-amylase nie usuwa rozgałęzień α-1,6 amylopektyny. Gdy enzym dochodzi do obszaru rozgałęzionego, dalsze odcinanie maltozy zostaje zahamowane, a w układzie pozostają tak zwane dekstryny graniczne beta. Dlatego beta-amylase jest szczególnie skuteczna w przesuwaniu profilu cukrów w stronę maltozy, ale sama nie zapewnia pełnej hydrolizy rozgałęzionej skrobi do prostych cukrów [1].
Maltoza jest jednym z kluczowych cukrów fermentowalnych w brzeczkach, zacierach i wielu układach opartych na skrobi. W piwowarstwie i podobnych procesach fermentacyjnych jej ilość wpływa na dostępność substratu dla drożdży, stopień odfermentowania i relację między cukrami fermentowalnymi a dekstrynami pozostającymi w produkcie końcowym [3].
Beta-amylase jest więc narzędziem do regulacji profilu cukrów, a nie tylko „enzymem do rozkładania skrobi”. Jeżeli celem procesu jest brzeczka bardziej fermentowalna, wzrost udziału maltozy może być korzystny. Jeżeli celem jest produkt o większej pełni, lepkości lub udziale dekstryn, działanie beta-amylase musi być równoważone z innymi parametrami procesu, ponieważ nadmierna sacharyfikacja może zmienić charakter produktu [3].
W praktyce przemysłowej beta-amylase bywa rozpatrywana razem z alpha-amylase, glucoamylase i enzymami odgałęziającymi. Alpha-amylase może najpierw otworzyć strukturę skrobi i wygenerować krótsze dekstryny, beta-amylase zwiększa udział maltozy, a glucoamylase może prowadzić hydrolizę dalej w kierunku glukozy. Takie różnice funkcjonalne są podstawą projektowania układów enzymatycznych zależnie od tego, czy priorytetem jest obniżenie lepkości, produkcja maltozy, czy maksymalizacja cukrów prostych [4].
W dokumentacji technicznej klientów B2B często pojawia się pytanie, czy beta-amylase może zastąpić inne amylazy. Odpowiedź brzmi: tylko wtedy, gdy cel procesu odpowiada jej mechanizmowi. Beta-amylase jest najlepszym wyborem, gdy pożądana jest maltoza; nie jest natomiast typowym enzymem do szybkiego upłynniania bardzo lepkiej skrobi ani do pełnej produkcji glukozy [1].
| Cecha technologiczna | Beta-amylase | Alpha-amylase | Glucoamylase / enzymy dalszej sacharyfikacji |
|---|---|---|---|
| Główny sposób działania | Egzo-typowy: od nieredukujących końców łańcucha | Endo-typowy: cięcie wewnętrznych wiązań w łańcuchu | Stopniowe odcinanie glukozy lub dalsza konwersja dekstryn |
| Dominujący cel procesu | Zwiększenie udziału maltozy | Szybkie skrócenie łańcuchów i obniżenie lepkości | Wysoki udział glukozy lub głębsza sacharyfikacja |
| Typowy produkt pożądany | Maltoza | Dekstryny, krótsze oligosacharydy, substraty dla kolejnych enzymów | Glukoza i niskocząsteczkowe cukry |
| Ograniczenie | Nie usuwa rozgałęzień α-1,6 | Nie jest selektywna na maltozę | Może dawać profil cukrów zbyt bogaty w glukozę dla niektórych zastosowań |
| Najbardziej logiczne zastosowanie | Zacieranie, brzeczki, syropy lub półprodukty bogatsze w maltozę | Upłynnianie skrobi, przygotowanie substratu | Procesy wymagające głębszej konwersji skrobi |
Alpha-amylase jest znacznie szerzej opisywana w literaturze przemysłowej, ponieważ ma bardzo szerokie zastosowanie w żywności, detergentach, tekstyliach, papiernictwie i biotechnologii. Jej funkcja technologiczna jest jednak inna: w wielu procesach służy głównie do szybkiego zmniejszenia lepkości przez losowe cięcie wewnątrz cząsteczek skrobi, a nie do selektywnego wzbogacania produktu w maltozę [5].
Glucoamylase i enzymy odgałęziające mogą być potrzebne wtedy, gdy celem jest głębszy rozkład amylopektyny. Beta-amylase zatrzymuje się przy rozgałęzieniach α-1,6, dlatego w procesach wymagających wysokiej konwersji skrobi do niskocząsteczkowych cukrów często stosuje się układy kilku enzymów zamiast jednego preparatu. Właściwy dobór zależy od tego, czy produkt ma być bogaty w maltozę, glukozę, dekstryny, czy mieszaninę tych frakcji [1].
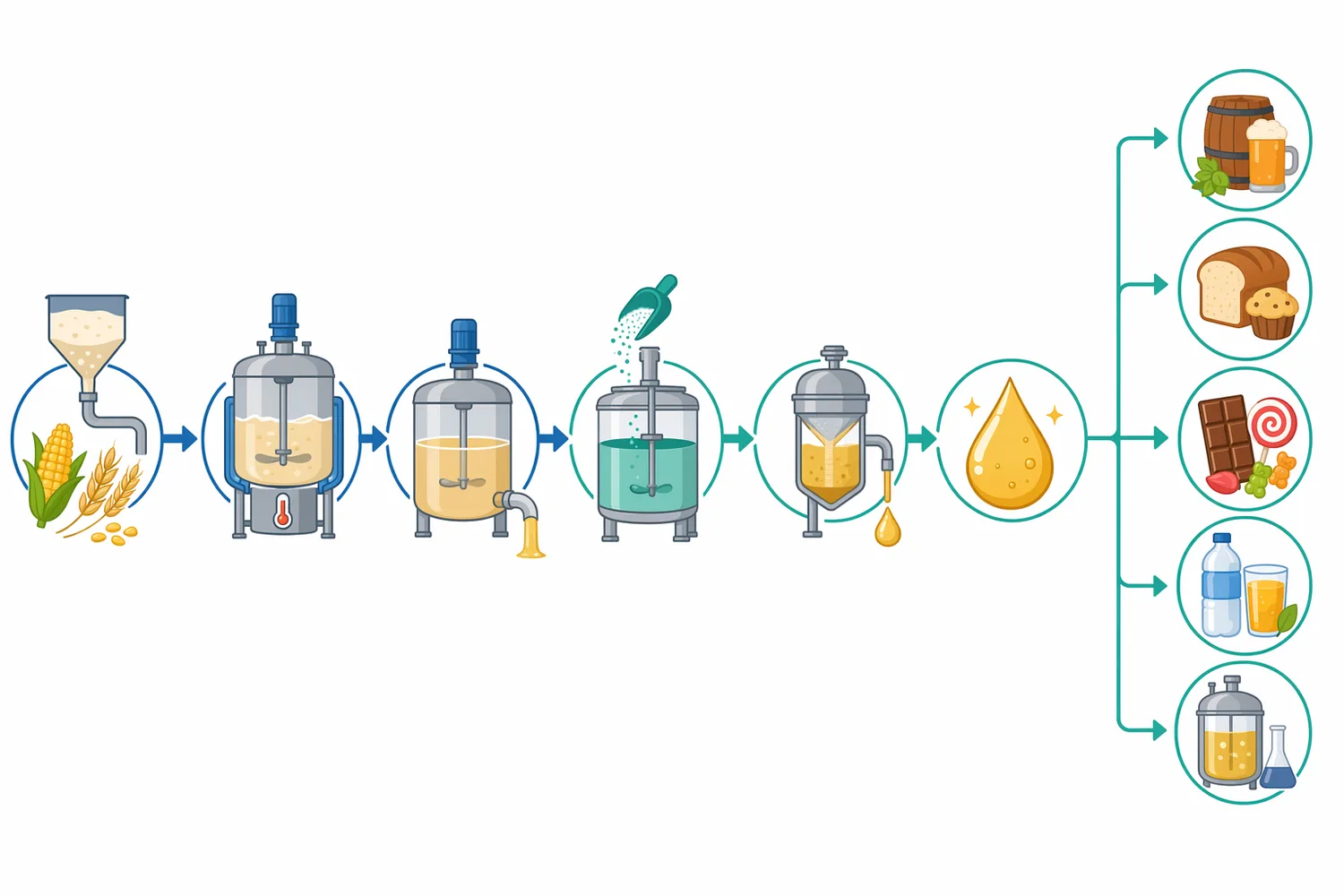
Najbardziej klasycznym zastosowaniem beta-amylase jest zacieranie w piwowarstwie. Podczas tego etapu skrobia ze słodu i dodatków zbożowych jest przekształcana w mieszaninę cukrów fermentowalnych oraz dekstryn. Beta-amylase odpowiada za maltogeniczną część tej konwersji, czyli za tworzenie maltozy z dostępnych końców łańcuchów skrobiowych [3].
Znaczenie beta-amylase jest szczególnie duże, gdy receptura opiera się na surowcach o różnej aktywności enzymatycznej lub gdy udział niesłodowanych dodatków zbożowych zmienia naturalny potencjał zacieru. W takich układach enzymy amylolityczne pomagają ujednolicić przekształcanie skrobi i ograniczyć ryzyko, że część skrobi pozostanie niewystarczająco rozłożona, co może wpływać na filtrację, fermentację i stabilność produktu [3].
Warto podkreślić, że beta-amylase nie działa w izolacji od reszty procesu. Na końcowy profil brzeczki wpływa dostępność skrobi, wcześniejsze skleikowanie lub rozluźnienie struktury ziarna, obecność innych amylaz, temperatura zacierania, czas kontaktu enzymu z substratem oraz skład surowca. Beta-amylase może zwiększać udział maltozy, ale rzeczywisty wynik jest zawsze konsekwencją całego układu technologicznego [1].
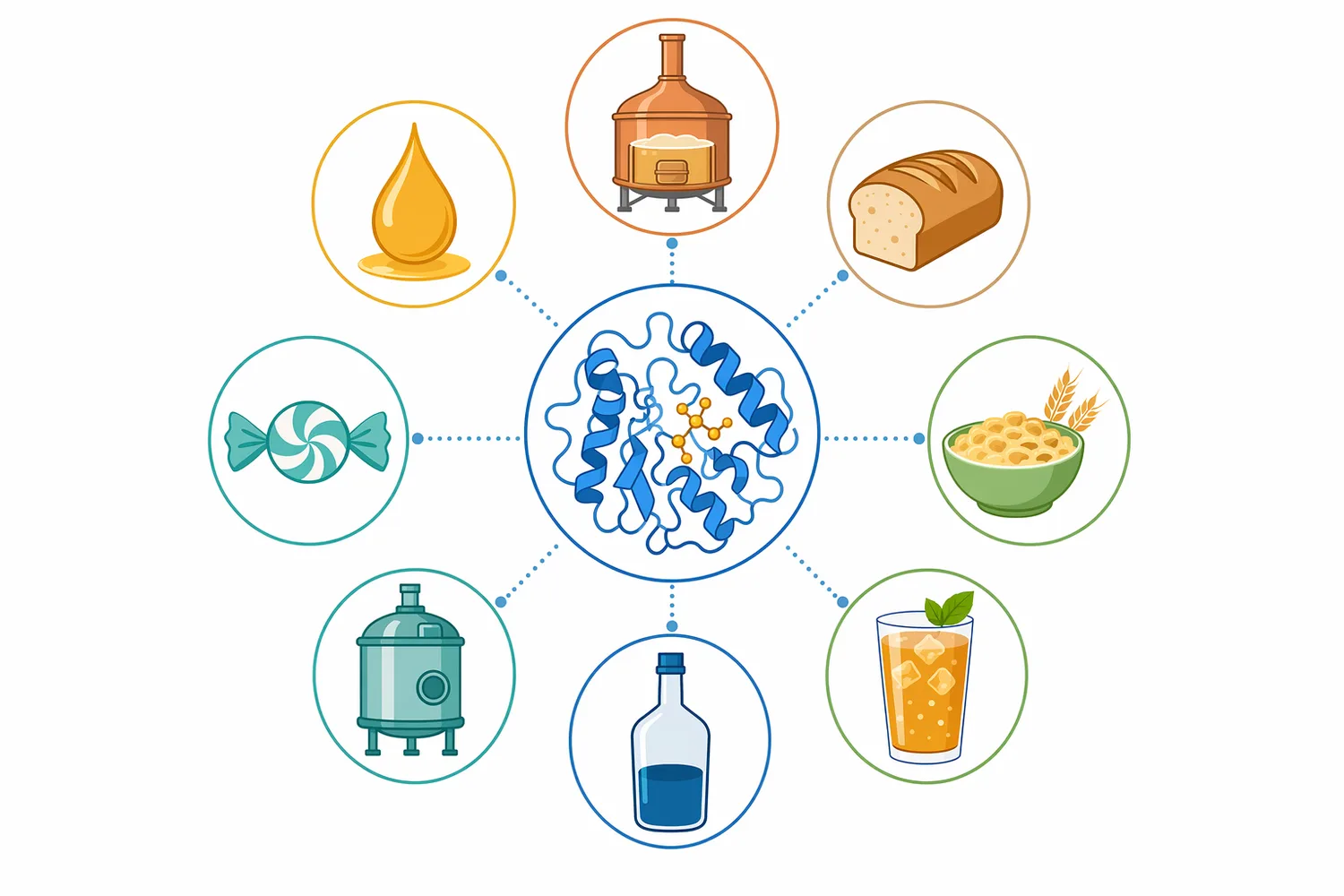
Beta-amylase jest naturalnym kandydatem do procesów, w których celem jest otrzymanie hydrolizatu skrobiowego bogatszego w maltozę. Dotyczy to nie tylko piwowarstwa, lecz także półproduktów do fermentacji, składników cukrowych, baz dla napojów lub procesów, w których profil cukrów ma znaczenie dla smaku, fermentowalności albo właściwości technologicznych [1].
Maltoza ma inną funkcję technologiczną niż glukoza. Jest mniej „końcowym” produktem hydrolizy niż glukoza, a jednocześnie znacznie łatwiej wykorzystywalna w fermentacji niż wysokocząsteczkowa skrobia. Dlatego beta-amylase jest przydatna w sytuacjach pośrednich: gdy skrobia ma zostać przekształcona w cukry fermentowalne, ale bez pełnego przesunięcia profilu w stronę pojedynczych jednostek glukozy [3].
W wielu procesach przemysłowych etap z udziałem beta-amylase następuje po wstępnym przygotowaniu skrobi. Jeżeli ziarno skrobiowe jest nienaruszone lub słabo dostępne, enzym ma ograniczony kontakt z łańcuchami glukanowymi. Wstępne upłynnienie lub częściowa hydroliza przez alpha-amylase może zwiększyć liczbę dostępnych końców łańcuchów, z których beta-amylase następnie uwalnia maltozę [4].
Amylazy są szeroko wykorzystywane w przetwarzaniu surowców skrobiowych, ponieważ skrobia jest tanim, odnawialnym i łatwo dostępnym magazynem węglowodanów. Przeglądy dotyczące produkcji amylaz przez mikroorganizmy opisują ich znaczenie dla przemysłu spożywczego, fermentacyjnego i biotechnologicznego, gdzie hydroliza skrobi umożliwia wytwarzanie bardziej użytecznych frakcji cukrowych [3].
Beta-amylase jest szczególnie interesująca przy pracy z mąkami, grysami, śrutami, płatkami i innymi frakcjami zbożowymi, jeżeli produkt końcowy ma zawierać więcej maltozy. W przypadku surowców niesłodowanych enzym może uzupełniać naturalnie niższą aktywność amylolityczną matrycy, ale jego efekt będzie zależeć od tego, czy skrobia została wystarczająco udostępniona dla enzymu [1].
W literaturze opisano także beta-amylase z nietypowych źródeł mikrobiologicznych, w tym produkcję z udziałem halofilnego izolatu Halobacillus sp. LY9. Takie prace pokazują, że beta-amylase nie jest wyłącznie enzymem roślinnym; istnieją warianty mikrobiologiczne o odmiennych profilach stabilności i potencjalnym znaczeniu dla procesów prowadzonych w niestandardowych warunkach [6].
Choć beta-amylase kojarzy się głównie z maltozą i fermentacją, jej zdolność do precyzyjnego „przycinania” łańcuchów skrobiowych może mieć także znaczenie w modyfikacji właściwości materiałowych skrobi. Badania nad częściowo przyciętą beta-amylase skrobią wskazały możliwość poprawy właściwości mechanicznych materiałów opartych na skrobi, co pokazuje, że enzymatyczna modyfikacja nie musi służyć wyłącznie produkcji cukrów [7].
Ten obszar jest jednak bardziej specjalistyczny niż zastosowania fermentacyjne. W materiałach skrobiowych liczy się nie tylko stopień hydrolizy, lecz także rozkład długości łańcuchów, interakcje między frakcjami skrobi, zawartość wody, plastyfikatory i sposób formowania. Beta-amylase może być narzędziem do kontrolowanej zmiany struktury polisacharydu, ale jej użyteczność wymaga dopasowania do konkretnej matrycy materiałowej [7].
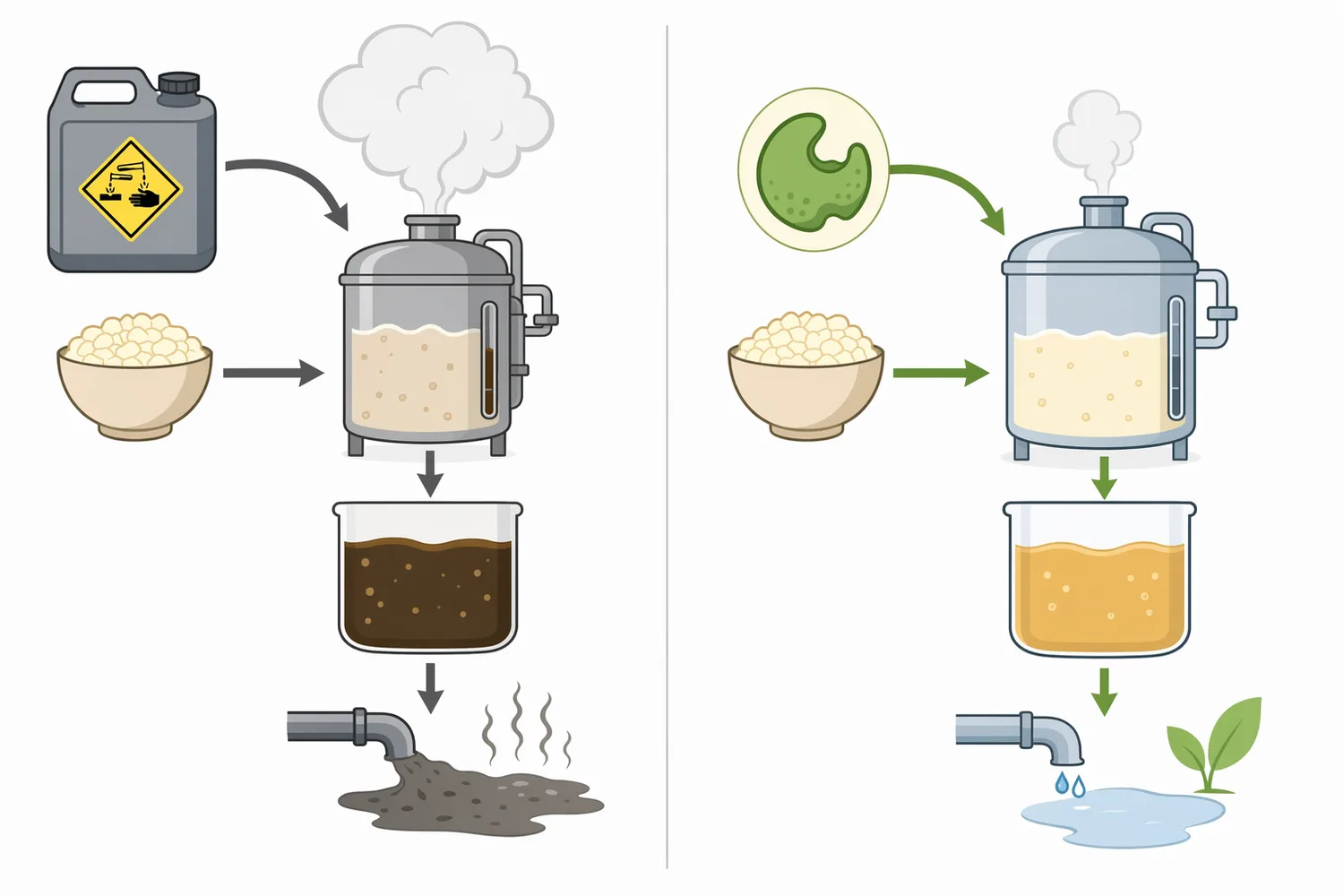
Szerszy kontekst jest taki, że skrobia i inne biopolimery są rozważane jako składniki materiałów biodegradowalnych. Przeglądy biodegradowalnych tworzyw podkreślają znaczenie chemii polimerów, właściwości mechanicznych i kompromisu między funkcjonalnością a degradacją środowiskową; enzymatyczna modyfikacja skrobi może być jednym z narzędzi dostrajania takich właściwości, choć nie zastępuje pełnego projektowania materiału [8].
Beta-amylase występuje naturalnie w roślinach, zwłaszcza w materiałach zapasowych roślin bogatych w skrobię, oraz może być wytwarzana przez wybrane mikroorganizmy. Z punktu widzenia klienta technologicznego istotne jest to, że „beta-amylase” nie oznacza jednego identycznego białka o zawsze takim samym profilu działania. Enzymy z różnych źródeł mogą różnić się stabilnością, tolerancją warunków procesu i efektywnością wobec konkretnych substratów [1].
Przykładem zmienności są prace nad zimnoaktywną beta-amylase wytwarzaną przez psychrotroficzny szczep Streptomyces. Zimnoaktywne enzymy są badane dlatego, że mogą działać w niższych temperaturach niż typowe warianty mezofilne, co bywa interesujące w procesach, w których ograniczenie ogrzewania ma znaczenie jakościowe lub energetyczne [9].
Innym przykładem są beta-amylases pochodzące z organizmów tolerujących wysokie zasolenie. Badanie dotyczące zewnątrzkomórkowej produkcji beta-amylase przez halofilny izolat Halobacillus sp. LY9 pokazuje, że mikrobiologiczne źródła mogą poszerzać zakres właściwości enzymów rozpatrywanych dla przemysłu [6].
Nie oznacza to jednak, że każda beta-amylase będzie odpowiednia do każdego procesu. Enzym dobrany do piwowarstwa, hydrolizatu skrobiowego, napoju roślinnego lub modyfikacji materiałowej może wymagać innego profilu stabilności i innego punktu pracy. Dlatego w dokumentacji technologicznej warto rozdzielać ogólne cechy klasy enzymów od właściwości konkretnego produktu dostarczanego w handlu [1].
Najważniejsze czynniki technologiczne to dostępność substratu, temperatura, pH, czas kontaktu, obecność innych enzymów i skład samej skrobi. Beta-amylase potrzebuje dostępnych końców nieredukujących, dlatego hydroliza przebiega inaczej w zawiesinie surowej skrobi, inaczej po skleikowaniu, a jeszcze inaczej po wcześniejszym skróceniu łańcuchów przez alpha-amylase [1].
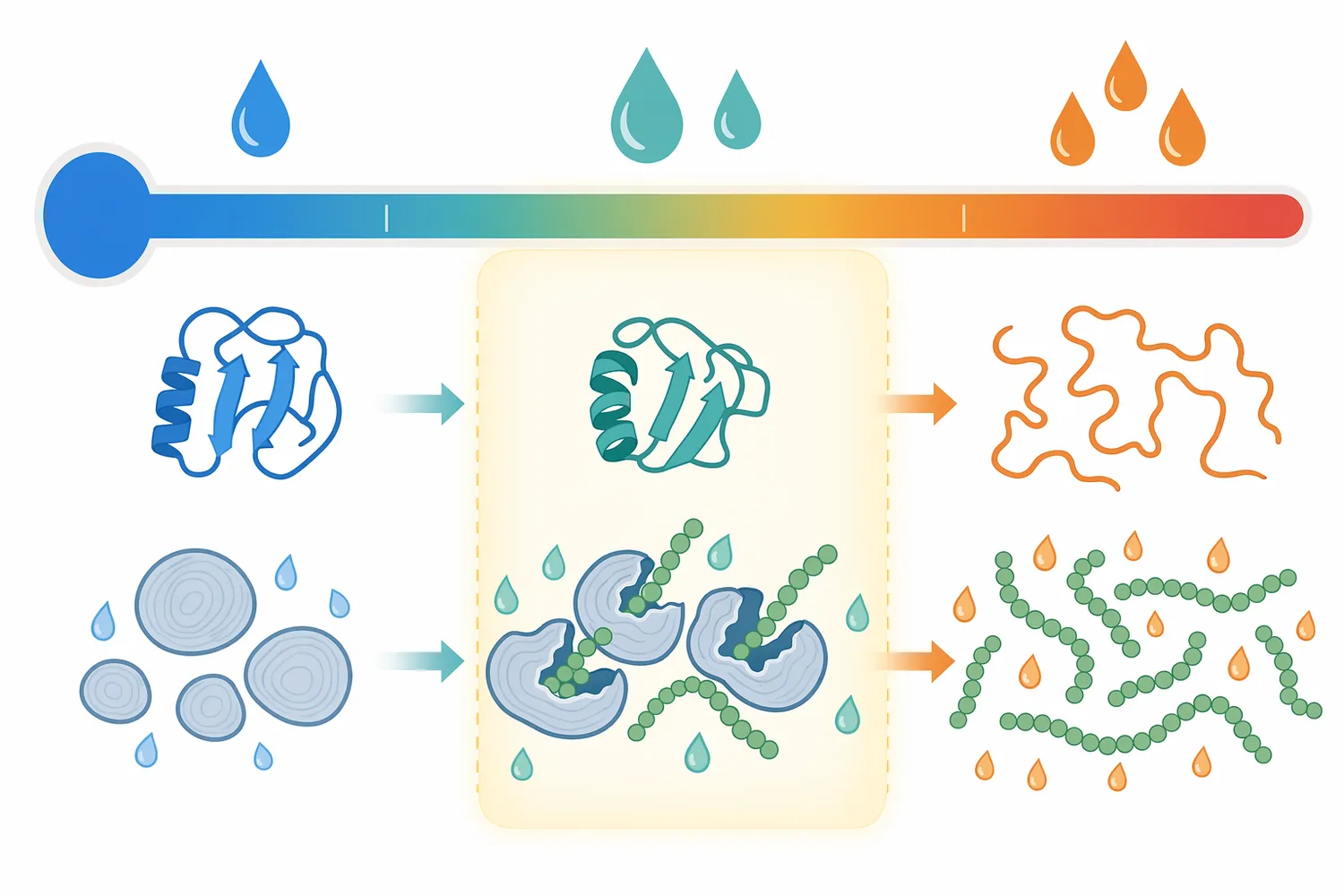
Temperatura działa dwukierunkowo. Z jednej strony zwykle przyspiesza reakcje enzymatyczne do pewnego zakresu, z drugiej może prowadzić do denaturacji białka i utraty aktywności. Badania strukturalne beta-amylase wskazują, że zachowanie konformacji białka i stabilność elementów miejsca aktywnego są warunkiem funkcji katalitycznej, dlatego przegrzanie układu może zmienić nie tylko szybkość reakcji, ale też całkowity profil produktów [2].
pH wpływa na stan protonacji reszt katalitycznych i wiązanie substratu. W praktyce oznacza to, że nawet przy obecności wystarczającej ilości skrobi enzym może działać słabo, jeżeli środowisko reakcji odbiega od zakresu sprzyjającego danej beta-amylase. Nie ma jednej uniwersalnej wartości odpowiedniej dla wszystkich źródeł enzymu, ponieważ warianty roślinne i mikrobiologiczne mogą mieć różne optimum i różną stabilność [1].
W układach wieloenzymatycznych znaczenie ma kolejność i relacja między enzymami. Alpha-amylase może udostępnić więcej końców łańcuchów, ale zbyt głęboka lub zbyt szybka hydroliza innymi enzymami może przesunąć profil cukrów w stronę, która nie odpowiada celowi procesu. Beta-amylase jest więc narzędziem do kontroli, ale kontrola ta wymaga spójnego projektu całego etapu sacharyfikacji [4].
Pierwsze ograniczenie wynika z mechanizmu egzo-typowego. Beta-amylase nie jest najlepszym enzymem do szybkiego zmniejszania lepkości bardzo gęstych kleików skrobiowych, ponieważ nie przecina losowo wnętrza łańcuchów. Jeżeli priorytetem jest upłynnienie, alpha-amylase zwykle pełni ważniejszą funkcję na początku procesu [5].
Drugie ograniczenie dotyczy rozgałęzień amylopektyny. Ponieważ beta-amylase nie hydrolizuje wiązań α-1,6 w sposób typowy dla enzymów odgałęziających, końcowa mieszanina może zawierać dekstryny graniczne. Jest to korzystne w niektórych produktach, gdzie dekstryny budują pełnię lub teksturę, ale niekorzystne wtedy, gdy celem jest maksymalna konwersja skrobi do małych cukrów [1].
Trzecie ograniczenie to wrażliwość na matrycę. Skrobia kukurydziana, pszenna, ryżowa, ziemniaczana czy zbożowa w postaci słodu może różnić się strukturą granulek, proporcją amylozy do amylopektyny, obecnością białek i lipidów oraz stopniem uszkodzenia mechanicznego. Te cechy wpływają na dostępność substratu i mogą zmieniać tempo produkcji maltozy mimo użycia tego samego enzymu [3].
Czwarte ograniczenie to błędne oczekiwanie, że „amylaza” jest kategorią zamienną. W rzeczywistości beta-amylase, alpha-amylase i glucoamylase dają różne profile produktów. Zastąpienie jednego enzymu drugim bez zmiany procesu może prowadzić do innej lepkości, innej fermentowalności, innej słodyczy i innego udziału dekstryn [4].
Najsilniejsze uzasadnienie technologiczne dotyczy procesów, w których pożądana jest maltoza: zacieranie, przygotowanie brzeczek, niektóre nastawy fermentacyjne i hydrolizaty skrobiowe o profilu maltogenicznym. W tych zastosowaniach mechanizm beta-amylase bezpośrednio odpowiada celowi, ponieważ enzym uwalnia maltozę jako główny produkt działania [1].
Drugim logicznym obszarem są procesy, w których potrzebna jest kontrolowana fermentowalność. Większy udział maltozy może wspierać fermentację drożdżową, natomiast pozostawienie części dekstryn może pomagać utrzymać określoną strukturę lub pełnię produktu. Beta-amylase jest wtedy jednym z narzędzi regulacji, a nie samodzielnym rozwiązaniem całego procesu [3].
Trzecim obszarem są produkty zbożowe i napoje oparte na surowcach skrobiowych, w których celem jest łagodna słodycz i redukcja udziału nierozłożonej skrobi. W takich zastosowaniach beta-amylase może być przydatna, jeżeli projekt procesu rzeczywiście zakłada profil bogatszy w maltozę. Jeżeli celem jest głównie szybkie obniżenie lepkości, wybór samej beta-amylase może być niewystarczający [5].
Czwarty, bardziej specjalistyczny obszar to modyfikacja skrobi do zastosowań materiałowych. Badania nad skrobią częściowo przyciętą beta-amylase pokazują, że selektywna hydroliza może zmieniać właściwości mechaniczne materiałów skrobiowych, choć jest to zastosowanie bardziej zależne od receptury i technologii formowania niż klasyczne użycie w fermentacji [7].
W zastosowaniach B2B enzym powinien być traktowany jako składnik technologiczny, którego użycie zależy od branży, receptury, wymagań prawnych i warunków procesu. Dokumentacja towarzysząca zamówieniu, w tym CoA i SDS, jest istotna dla identyfikowalności, bezpieczeństwa pracy i wewnętrznego obiegu jakościowego u klienta. Enzymes.bio dostarcza beta-amylase jako produkt dostępny online w jednostkach 1 kg, przy czym firma pełni rolę dostawcy, a nie producenta ani laboratorium badawczego .
Z perspektywy technicznej najważniejsze jest dopasowanie funkcji enzymu do celu procesu. Beta-amylase należy wybierać wtedy, gdy kluczowe jest wytwarzanie maltozy lub kontrola fermentowalności, a nie wtedy, gdy wymagana jest wyłącznie szybka redukcja lepkości albo pełna konwersja do glukozy. Takie rozróżnienie ogranicza ryzyko błędnego zastosowania enzymu i ułatwia interpretację efektów w skali produkcyjnej [1].
Beta-amylase jest enzymem maltogenicznym: działa od nieredukujących końców łańcuchów skrobiowych i uwalnia przede wszystkim maltozę. Jej największa wartość technologiczna pojawia się w procesach fermentacyjnych, zacieraniu i hydrolizatach skrobiowych, w których profil cukrów ma znaczenie funkcjonalne [1].
Nie jest to enzym uniwersalny do każdego zadania związanego ze skrobią. Alpha-amylase lepiej sprawdza się w szybkim upłynnianiu, glucoamylase w głębszej sacharyfikacji do glukozy, a enzymy odgałęziające są potrzebne tam, gdzie ograniczeniem są wiązania α-1,6 amylopektyny. Beta-amylase najlepiej rozumieć jako narzędzie do przesuwania profilu cukrów w stronę maltozy [4].
Wynik zastosowania beta-amylase zależy od matrycy, dostępności skrobi, temperatury, pH, czasu i obecności innych enzymów. Źródło enzymu także ma znaczenie, ponieważ warianty roślinne i mikrobiologiczne mogą różnić się stabilnością oraz zakresem przydatności technologicznej [6].
Dla klientów Enzymes.bio beta-amylase jest dostępna bezpośrednio online w jednostkach 1 kg, z CoA i SDS dostarczanymi wraz z zamówieniem. Najbardziej uzasadnione zastosowania to te, w których maltoza, fermentowalność i kontrolowany rozkład skrobi są głównymi parametrami procesu.
Sprzedawany w jednostkach 1 kg, dostępny z magazynu i gotowy do wysyłki. Zamów bezpośrednio w naszym sklepie — zapłać online, a my przetworzymy Twoje zamówienie. Do każdego zamówienia dołączamy Certyfikat Analizy i Kartę Charakterystyki.
Kup Beta-Amylase →Ponumerowano według kolejności pierwszego cytowania. Źródła open access, każde zweryfikowane jako dostępne w momencie publikacji; numery cytowań w tekście prowadzą tutaj.