Direkte Antwort: Beta-Glucanase ist im Brauen ein Prozessenzym zur Senkung beta-glucanbedingter Viskosität in Maische, Würze und nachgelagerten Trennschritten. Es spaltet wasserbindende Getreide-Zellwandpolysaccharide, vor allem gemischt verknüpfte β-1,3/β-1,4-Glucane, in kürzere Fragmente und kann dadurch Läutern, Würzefluss und Filtration stabilisieren, wenn Beta-Glucane tatsächlich die begrenzende Ursache sind [1].
Enzymes.bio bietet dieses flüssige Beta-Glucanase-Brauenzym als Lieferant in 1-kg-Einheiten direkt online an; CoA und SDS werden bei der Bestellung mitgeliefert. Das Produkt ist für Brauereien relevant, die mit hoher Würzeviskosität, langsamen Abläufen, Rohfruchtanteilen, Weizen-, Hafer- oder Roggenrezepturen oder schwankender Malzmodifikation arbeiten .
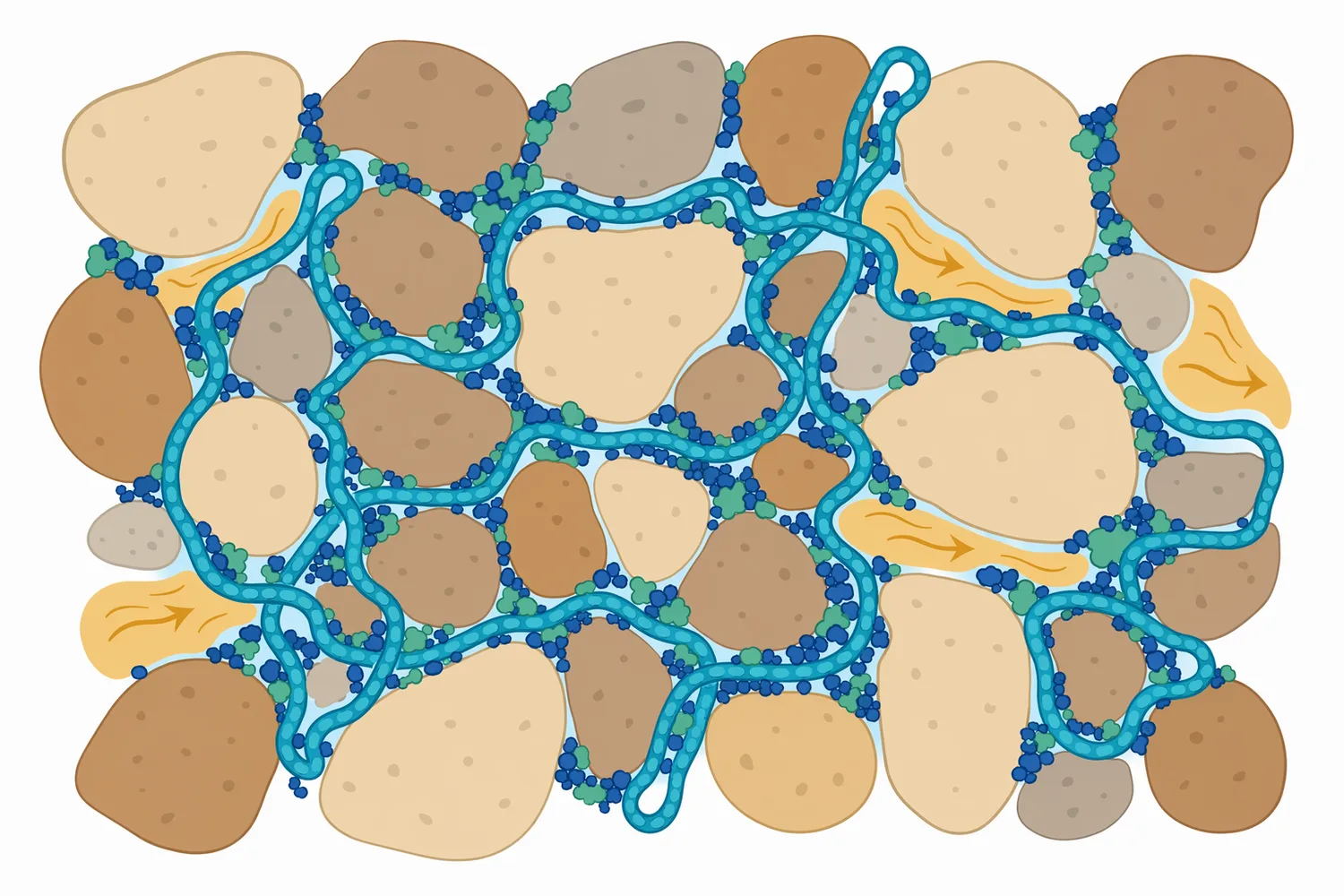
Beta-Glucane sind lösliche oder teilweise lösliche Polysaccharide aus pflanzlichen Zellwänden. In braurelevanten Getreiden wie Gerste und Hafer liegen sie vor allem als gemischt verknüpfte Ketten mit β-1,3- und β-1,4-Bindungen vor; diese Struktur unterscheidet sie klar von Stärke, obwohl beide aus Glucosebausteinen aufgebaut sind [2]. Für Brauereien ist weniger die chemische Summenformel entscheidend, sondern das physikalische Verhalten: lange, hydratisierte Beta-Glucan-Ketten erhöhen den Strömungswiderstand in der Maische und können sich bis in Würze, Jungbier und Filtration bemerkbar machen.
Das Problem entsteht nicht immer durch „zu viel Getreide“, sondern durch das Verhältnis aus Rohstoffqualität, Zellwandaufschluss und Prozessführung. Malting-Studien zeigen, dass die enzymatische Endosperm-Modifikation einzelner Gerstenkörner variieren kann; daraus folgt, dass zwei Malzpartien mit ähnlicher Spezifikation im Sudhaus unterschiedlich ablaufen können [3]. Wenn Zellwandmaterial unvollständig abgebaut ist, steigt die Wahrscheinlichkeit, dass hochmolekulare Polysaccharide in Lösung gehen und später den Abfluss behindern.
Auch moderne Rohstoffstrategien erhöhen die Relevanz. Die Nutzung unvermälzter Cerealien mit Enzympräparaten wird in der Brauforschung ausdrücklich als Anwendungsfeld beschrieben, weil solche Schüttungen weniger eigene Malzenzymausstattung einbringen und Zellwandpolysaccharide prozesstechnisch stärker ins Gewicht fallen können [4]. Beta-Glucanase ist deshalb kein „Reparaturenzyme“ für jede Maische, sondern ein gezieltes Werkzeug für Fälle, in denen Zellwandviskosität die Prozessgrenze setzt.
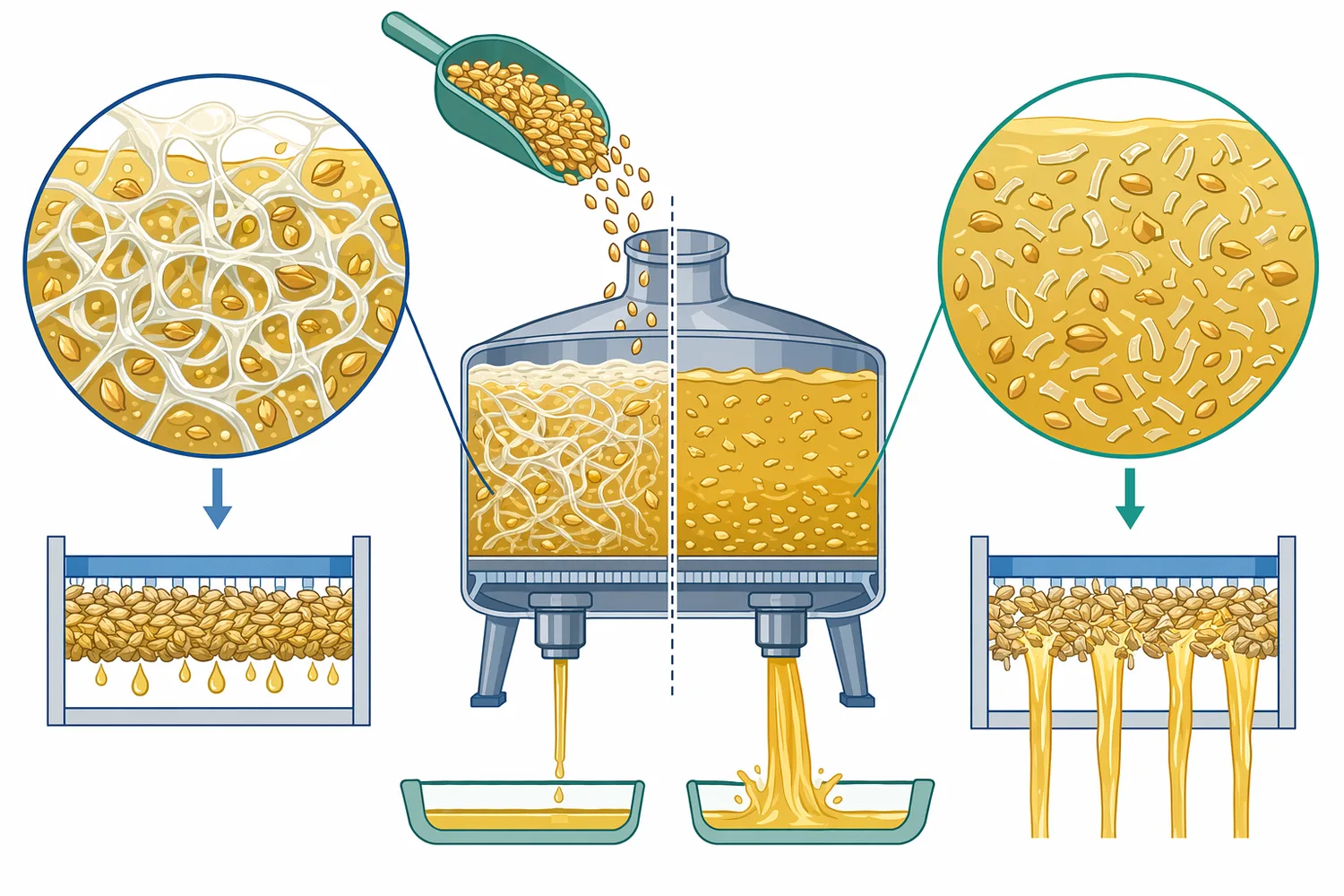
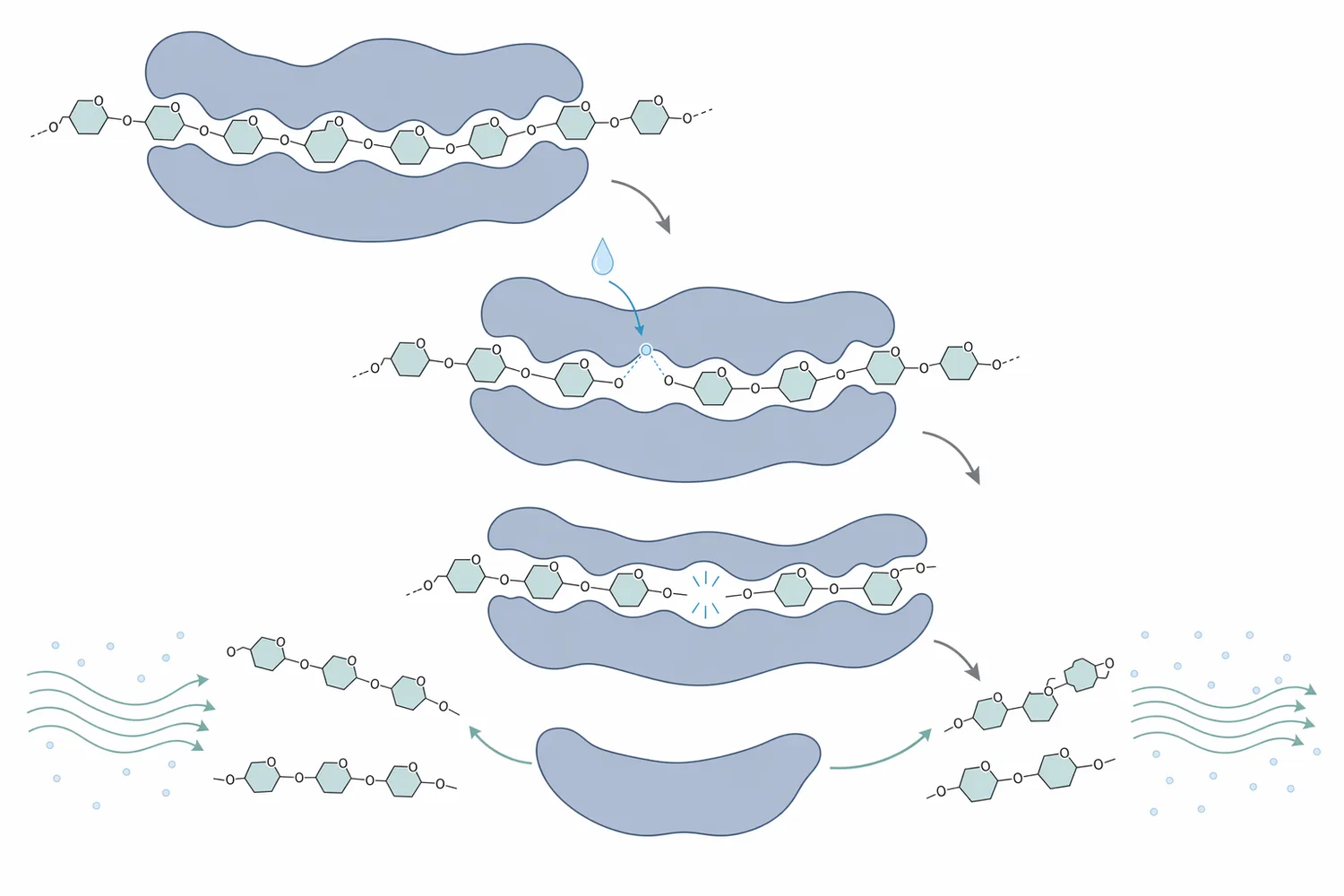
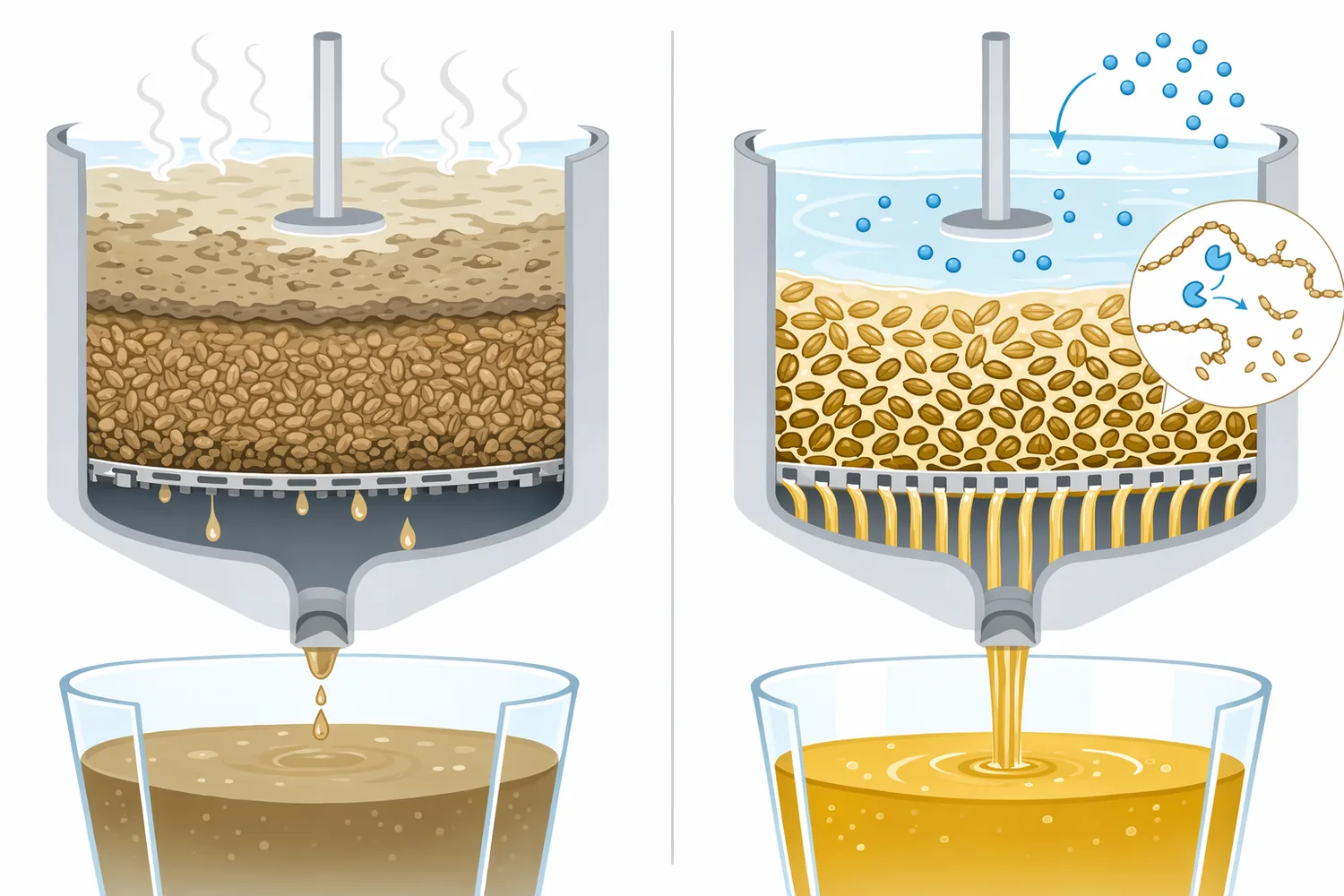
Beta-Glucanase hydrolysiert beta-glycosidische Bindungen in Beta-Glucanen. Bei braurelevanten gemischt verknüpften Glucanen bedeutet das: lange Ketten werden an inneren Positionen geschnitten, sodass kürzere Oligosaccharide entstehen und die hydrodynamische Größe der Moleküle sinkt [5]. Dieser endoartige Abbau ist prozesstechnisch wichtig, weil die Viskosität nicht linear mit der Masse des Polymers zusammenhängt; wenige lange Ketten können deutlich stärker verdicken als viele kurze Fragmente.
Die strukturelle Enzymforschung zeigt, dass Glucanasen ihre Substrate über definierte Bindetaschen erkennen und die Spaltung der glykosidischen Bindung räumlich präzise katalysieren [1]. Für das Sudhaus übersetzt heißt das: Beta-Glucanase „verdünnt“ die Maische nicht durch Wasserzugabe und wirkt auch nicht wie ein mechanischer Filterhilfsstoff. Sie verändert die Molekülgröße des störenden Polymers und damit dessen Beitrag zur Viskosität.
Der Effekt ist am besten zu erwarten, wenn das Substrat zugänglich ist. Zellwandpolysaccharide müssen während des Maischens ausreichend hydratisiert und aus der Getreidematrix freigesetzt sein, damit die Enzymreaktion stattfinden kann. Arbeiten zur Solubilisierung von β-1,3/β-1,4-Glucanen in Pflanzengewebe zeigen, dass Säure- und Enzymeinflüsse die Mobilisierung solcher Zellwandbestandteile verändern können [6]. Im Brauprozess bedeutet das: Schrotbild, Einmaischen, Rastführung und Rohstoffstruktur beeinflussen, ob Beta-Glucanase ihr Zielmolekül überhaupt effizient erreicht.
Ein häufiger Fehler in der Prozessdiagnose ist die Gleichsetzung aller Brauenzyme mit „mehr Zucker“. Beta-Glucanase ist nicht primär für die Stärkeverzuckerung zuständig. Stärkeabbau wird durch Amylasen getragen, während Beta-Glucanase auf Nicht-Stärke-Polysaccharide der Zellwand zielt [7]. Deshalb kann eine Maische vollständig jodnormal sein und trotzdem schlecht ablaufen, wenn die Viskosität durch Beta-Glucane oder andere Zellwandpolymere bestimmt wird.
Ebenso wichtig ist die Abgrenzung zu Arabinoxylanen. In Weizen- und Roggenrezepturen können Arabinoxylane einen erheblichen Beitrag zu Würzeviskosität, Trubverhalten und Filtrierbarkeit leisten; die Bierforschung behandelt Arabinoxylan deshalb als eigenes Problemfeld [8]. Beta-Glucanase greift Beta-Glucane an, nicht automatisch die gesamte Nicht-Stärke-Polysaccharid-Fraktion. Wenn Roggenbier oder Weizenbier stark viskos ist, kann Beta-Glucanase helfen, sofern Beta-Glucane beteiligt sind; bei arabinoxylanbetonten Problemen ist der Wirkbeitrag begrenzt.
| Enzymfunktion im Brauen | Primäres Substrat | Typischer Prozesseffekt | Was daraus nicht folgt |
|---|---|---|---|
| Beta-Glucanase | β-1,3/β-1,4-Glucane aus Getreidezellwänden | Senkung beta-glucanbedingter Viskosität, besserer Würzefluss, entlastete Filtration | Keine direkte Garantie für höhere Vergärbarkeit oder mehr Alkohol |
| Alpha-Amylase | Stärke, vor allem innere α-glycosidische Bindungen | Verflüssigung und Dextrinbildung | Löst keine Zellwandviskosität durch Beta-Glucane |
| Glucoamylase | Dextrine und Stärkeabbauprodukte | Erhöhung vergärbarer Zuckeranteile | Ersetzt keine Läuterhilfe bei hochviskoser Zellwandfraktion |
| Protease | Proteine und Peptide | Veränderung von Stickstofffraktionen, Trübungs- und Schaumrelevanz | Baut keine Beta-Glucan-Ketten ab |
| Xylanase-ähnliche Aktivität | Arabinoxylane | Kann arabinoxylanbedingte Viskosität beeinflussen | Ist funktionell von Beta-Glucanase zu trennen |
Diese funktionelle Trennung ist für Rezepturentwicklung und Fehlersuche zentral. Eine Enzymkombination kann in bestimmten Brauprozessen sinnvoll sein, aber nur, wenn jede Aktivität einem konkreten Rohstoff- oder Prozessproblem zugeordnet wird. Die Forschung zu unvermälzten Cerealien im Brauen behandelt Enzympräparate deshalb als prozessspezifische Werkzeuge, nicht als austauschbare Standardzusätze [4].
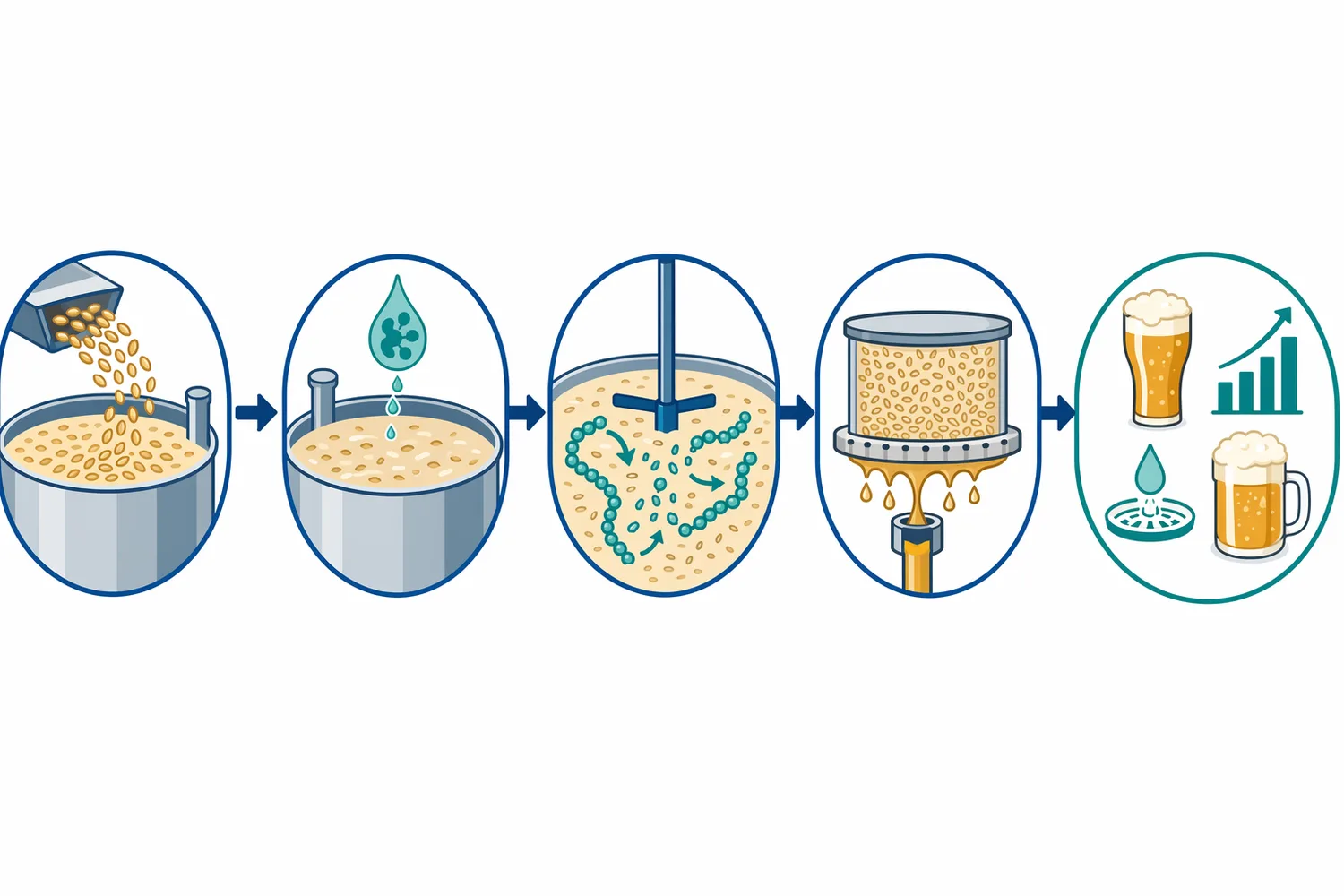
Der wichtigste Einsatzort ist die Maischephase, bevor Würzekochen und thermische Inaktivierung die Enzymwirkung beenden. In dieser Phase sind Zellwandbestandteile noch in Kontakt mit Wasser, Malzpartikeln und Enzymen; gleichzeitig entscheidet sich, wie viel hochmolekulares Material später das Treberbett, die Würzepfanne und die Filtration belastet . Ein später Zusatz kann nur dann sinnvoll sein, wenn Substrat, Prozesszeit und Enzymstabilität zusammenpassen; die Standardlogik bleibt jedoch: Zellwandviskosität möglichst früh reduzieren.
Beim Läutern wirkt Beta-Glucanase nicht auf das Treberbett wie ein mechanisches Auflockerungsmittel. Der Nutzen entsteht indirekt: Wenn weniger lange Beta-Glucan-Ketten in der Flüssigkeit vorliegen, sinkt der Strömungswiderstand der Würze durch die Porenräume. Ein Treberbett kann trotzdem dichtlaufen, wenn das Schrot zu fein ist, die Spelzenstruktur zerstört wurde oder die Maische zu stark mechanisch belastet wurde; diese Ursachen liegen außerhalb des primären Wirkbereichs des Enzyms [3].
Nachgelagert kann eine geringere Beta-Glucanlast Filtration und Klärung entlasten. Filterdruckanstieg, Durchsatzabfall und schwankende Standzeiten sind zwar multifaktorielle Probleme, doch hochmolekulare Polysaccharide gehören zu den Substanzen, die Fließ- und Trennprozesse erschweren können. Frühere Arbeiten zur heterogenen Biokatalyse beim Abbau von Beta-Glucan-Polymeren stützen die technische Grundannahme, dass enzymatische Depolymerisation die Verarbeitung solcher Polymere verändern kann [9].
Gut modifiziertes Malz bringt bereits während der Vermälzung einen Teil des Zellwandabbaus mit. Wenn die Modifikation ungleichmäßig ist, bleiben mehr Zellwandstrukturen erhalten, und das Sudhaus muss diese Last mit der Maischeführung auffangen. Einzelkornanalysen zur Malzmodifikation zeigen, dass Modifikation kein homogener Zustand ist, sondern zwischen Körnern und Partien variieren kann [3]. Beta-Glucanase adressiert in solchen Fällen genau die Fraktion, die bei unvollständigem Zellwandabbau prozesstechnisch kritisch wird.
Genetische und metabolomische Studien an Sommergerste verbinden Malzqualität mit messbaren Stoffwechselmerkmalen und zeigen, dass Rohstoffunterschiede nicht nur sensorisch oder agronomisch, sondern direkt brautechnologisch relevant sind [10]. Für Brauereien bedeutet das: Eine wiederkehrend zähe Maische kann eine Rohstoffsignatur haben, nicht nur ein Anlagenproblem. Beta-Glucanase kann diese Schwankung abfedern, ersetzt aber keine Rohstoffbewertung und keine konsistente Maischeführung.
Unvermälzte Rohstoffe bringen Stärke, Proteine und Zellwandmaterial ein, aber weniger eigene Malzenzyme. Bei hohen Rohfruchtanteilen steigt deshalb die Abhängigkeit von externer Enzymunterstützung und von einem Prozessdesign, das die Substrate zugänglich macht. Die aktuelle Literatur zur Nutzung unvermälzter Cerealien mit Enzympräparaten im Brauen ordnet solche Anwendungen genau in diesen technologischen Kontext ein [4].
Beta-Glucanase ist hier besonders dann plausibel, wenn die Schüttung beta-glucanreiche Getreidebestandteile enthält oder wenn die Würze unabhängig von der Verzuckerung viskos bleibt. Sie erhöht nicht automatisch die Ausbeute aus Stärke; ihr Ziel ist der Abbau einer Zellwandfraktion, die den Materialfluss begrenzen kann. In Adjunct-Prozessen sollte sie deshalb neben Amylasen verstanden werden, nicht als Ersatz dafür.
Hafer wird häufig für Mundgefühl, Cremigkeit und Stilprofil eingesetzt, kann aber durch lösliche Ballaststofffraktionen zur Viskosität beitragen. Übersichtsarbeiten zu Beta-Glucan als löslicher Ballaststoff beschreiben Hafer und Gerste als wichtige Quellen und behandeln industrielle Nutzung, Struktur und Biofunktionalität dieser Polysaccharide [2]. Im Brauprozess ist genau diese Wasserbindung erwünscht, wenn sie Körper erzeugt, aber problematisch, wenn sie Läutern oder Filtration begrenzt.
Weizen und Roggen sind differenzierter zu betrachten. Weizen kann Beta-Glucane und Arabinoxylane einbringen; Roggen ist besonders für arabinoxylanbedingte Viskosität bekannt. Die Arbeit zu Bier und Arabinoxylan macht deutlich, dass nicht jede viskose Getreideschüttung automatisch ein reines Beta-Glucan-Problem ist [8]. Beta-Glucanase kann daher Teil der Lösung sein, sollte aber nicht als alleinige Erklärung für jedes Weizen- oder Roggenproblem gelten.
Der robusteste Nutzen ist eine bessere Beherrschbarkeit des Würzeflusses, wenn Beta-Glucane der Haupttreiber der Viskosität sind. Kürzere Polymerketten senken den Beitrag zur Lösungsviskosität, wodurch Maische und Würze leichter durch Treberbett oder Filtermedium fließen können. Diese mechanistische Logik ist deutlich stärker belegt als pauschale Aussagen über garantierte Zeitersparnis oder Ausbeutesteigerung [1].
Ein zweiter Nutzen ist Rohstoffflexibilität. Brauereien können mit Hafer, Weizen, Rohfruchtanteilen oder variablen Malzpartien arbeiten, ohne jede Rezeptur ausschließlich auf niedrigste Zellwandlast auszulegen. Die industrielle Lebensmittelanwendung mikrobieller Enzyme beruht gerade darauf, spezifische Reaktionen in komplexen Rohstoffmatrices nutzbar zu machen [7]. Für Brauereien ist das relevant, weil Rezeptur- und Kostenentscheidungen sonst schnell durch Sudhaus-Engpässe begrenzt werden.
Die Grenze liegt dort, wo nicht Beta-Glucane, sondern andere Faktoren dominieren. Ein zu feines Schrotbild, zerstörte Spelzen, hohe Trubfrachten, protein-polyphenolische Trübungsneigung, unpassende Filtrationstemperatur oder Hefebelastung werden durch Beta-Glucanase nur indirekt oder gar nicht adressiert. Deshalb ist das Enzym ein Werkzeug zur Viskositätskontrolle, nicht zur generellen Prozesskorrektur.
| Beobachtung im Betrieb | Plausibler Beta-Glucan-Bezug | Was Beta-Glucanase leisten kann | Wichtige Einschränkung |
|---|---|---|---|
| Langsamer Vorderwürzeablauf trotz normaler Verzuckerung | Hochmolekulare Zellwandpolysaccharide erhöhen den Strömungswiderstand | Depolymerisation von Beta-Glucanen, dadurch potenziell besserer Fluss | Schrotbild und Treberbettstruktur bleiben entscheidend |
| Starker Filterdruckanstieg | Viskose Polysaccharide belasten Filtermedien | Verringerung beta-glucanbedingter Belastung | Trub, Hefe, Proteine und Polyphenole können weiterhin limitieren |
| Schwankende Sudhausleistung zwischen Malzpartien | Unterschiedliche Endosperm-Modifikation und Zellwandreste | Abfederung beta-glucanbedingter Rohstoffschwankungen | Kein Ersatz für Rohstoff- und Prozesskontrolle |
| Hafer- oder Weizenrezeptur mit zäher Würze | Lösliche Getreidefasern erhöhen Wasserbindung | Prozessstabilisierung bei Beta-Glucan-Anteil | Arabinoxylane können zusätzlich relevant sein |
| Roggenrezeptur mit starkem „Gummi“-Charakter | Häufig Mischproblem aus verschiedenen Nicht-Stärke-Polysacchariden | Beitrag möglich, wenn Beta-Glucane beteiligt sind | Xylan-/Arabinoxylan-Thematik getrennt betrachten |
Beta-Glucane sind nicht nur „Störstoffe“. Als lösliche Ballaststoffe tragen sie in Lebensmitteln zu Textur, Wasserbindung und Mundgefühl bei [2]. Im Bier kann eine gewisse Polysaccharidfraktion zum Körper beitragen, während zu hohe oder zu langkettige Fraktionen Läutern und Filtration erschweren. Die praktische Frage lautet daher nicht „Beta-Glucane ja oder nein“, sondern „welche Molekülgröße und welche Prozesslast sind für diesen Bierstil tragbar?“.
Eine vorsichtige Beta-Glucanase-Anwendung zielt auf Prozessfähigkeit, nicht auf Aromabildung. Aromaprofile entstehen primär durch Rohstoffe, Hefe, Gärführung, Hopfen, thermische Reaktionen und Lagerung; Beta-Glucanase verändert vor allem Zellwandpolymere. Sensory-Analysis-Reviews für alkoholische Getränke zeigen, wie komplex sensorische Bewertung ist und warum einzelne Prozesshilfen nicht isoliert als Geschmacksversprechen behandelt werden sollten [11].
Für Schaum und Körper ist die Formulierung ebenfalls zurückhaltend zu wählen. Proteine, Polypeptide, Hopfenbitterstoffe, Lipide, Polyphenole, Kohlensäure und Glas-/Ausschankbedingungen spielen zusammen. Beta-Glucanase kann eine Rezeptur prozesstechnisch flüssiger machen; ob dies den wahrgenommenen Körper verändert, hängt von Dosis, Substratlast, Maischeführung und dem gesamten Kolloidprofil ab.
Im praktischen Betrieb sollte Beta-Glucanase als Teil der Maischestrategie verstanden werden. Der sinnvolle Einsatzbereich liegt dort, wo Substrat und Enzym während der Maische ausreichend Kontakt haben und die Prozesszeit vor der thermischen Inaktivierung genutzt wird . Eine bloße Zugabe ersetzt keine geeignete Einmaischung, keine passende Rastlogik und keine Kontrolle mechanischer Belastung.
Wichtig ist die interne Zuordnung des Problems. Wenn die Würze zwar zäh ist, aber gleichzeitig das Treberbett sehr kompakt wirkt, muss neben der Zellwandchemie auch das Schrotbild betrachtet werden. Wenn die Filtration erst nach der Gärung instabil wird, können Hefe, Trub, Kälteführung und Kolloidstabilität stärker beteiligt sein als die Maischeviskosität. Beta-Glucanase ist dann eventuell hilfreich, aber nicht allein erklärend.
Für reproduzierbare Ergebnisse sind Chargenvergleiche unter möglichst konstanten Prozessbedingungen aussagekräftiger als Einzelerfahrungen. Dabei geht es nicht um Labormethoden, sondern um betriebliche Kennzahlen wie Ablaufverhalten, Druckverlauf, Filtrationsstandzeit, Sudhauszeit und Abweichungen zwischen Rohstoffpartien. Diese Größen zeigen, ob die enzymatische Viskositätskontrolle im konkreten Prozess einen stabilen Nutzen bringt.
Die stärkste Evidenz liegt in der Substrat-Enzym-Beziehung. Beta-Glucane sind strukturell definierte Polysaccharide, und Glucanasen spalten glycosidische Bindungen innerhalb solcher Polymere [1]. Dass kürzere Polymerketten andere Lösungseigenschaften haben als lange, ist die physikalisch-chemische Grundlage der Anwendung.
Gute Unterstützung gibt es außerdem aus Arbeiten zu Endo-β-1,3-1,4-Glucanasen. Die Charakterisierung solcher Enzyme zeigt, dass sie genau die gemischt verknüpften Glucanstrukturen adressieren können, die für Getreidezellwände relevant sind [5]. Das stützt die technische Plausibilität im Brauen, auch wenn einzelne Studien nicht automatisch Leistungsdaten eines bestimmten Handelsprodukts darstellen.
Kontextabhängig bleibt die Größe des Effekts im Sudhaus. Rohstoff, Malzmodifikation, Schrotung, Maischetemperaturführung, pH-Umgebung, Anlagengeometrie und nachgelagerte Trenntechnik verändern, wie stark Beta-Glucanase sichtbar wird. Studien zur Malzqualität und zu Gerstengenotypen zeigen, dass bereits der Rohstoff selbst eine variable Matrix darstellt [12]. Deshalb sind absolute Versprechen wie „immer schnelleres Läutern“ fachlich nicht belastbar.
Enzymes.bio ist Lieferant, nicht Hersteller und kein Labor. Das flüssige Beta-Glucanase-Brauenzym ist direkt online in 1-kg-Einheiten erhältlich; die produktbegleitenden Dokumente CoA und SDS werden bei der Bestellung mitgeliefert . Dieses Dokument erklärt die technische Anwendung und die wissenschaftliche Logik, ersetzt aber nicht die Angaben auf Etikett, CoA oder Sicherheitsdatenblatt.
Die Einordnung als Brauenzym passt zur Produktkategorie: Enzymes.bio führt Brauenzyme nach funktionellen Prozesszielen wie Stärkeabbau, Viskositätskontrolle und Verarbeitungshilfe . Für Beta-Glucanase ist das Hauptziel klar die Kontrolle von Zellwandpolysacchariden, nicht die pauschale Optimierung aller Sudhausparameter.
Für Anwender ist vor allem die richtige Erwartung entscheidend. Das Produkt ist dann am plausibelsten, wenn Symptome und Rohstoffsituation zu beta-glucanbedingter Viskosität passen: zähe Maische, langsamer Würzefluss, Filtrationsbelastung, hohe Anteile bestimmter Cerealien oder schwankende Malzmodifikation. Wenn die Ursache außerhalb der Beta-Glucan-Fraktion liegt, sollte auch die beste Beta-Glucanase nur einen begrenzten Beitrag leisten.

Enzyme sind Proteine mit katalytischer Wirkung und sollten im Betrieb entsprechend umsichtig gehandhabt werden. Allgemeine Arbeitsschutzprinzipien sind relevant: direkten Kontakt reduzieren, Aerosolbildung vermeiden, Verschüttungen kontrolliert aufnehmen und die Hinweise des SDS beachten. In Bewertungen und Anwendungen industrieller Enzyme wird Anwendersicherheit regelmäßig mitbetrachtet, insbesondere weil Enzymproteine sensibilisierend wirken können [7].
Für Brauereien heißt das: Beta-Glucanase ist ein Lebensmittelprozesswerkzeug, aber kein Stoff, der ohne Schulung oder Dokumentation eingesetzt werden sollte. Verantwortliche Personen sollten Produktunterlagen, interne Freigaben und Prozessvorgaben zusammenführen und sicherstellen, dass Lagerung, Dosierhandling und Reinigung zum eigenen HACCP- oder Qualitätsmanagementsystem passen.
Beta-Glucanase Brewing Enzyme Liquid ist ein gezieltes Brauereienzym zur Reduktion beta-glucanbedingter Viskosität. Sein Nutzen liegt vor allem in stabilerem Läutern, besser beherrschbarem Würzefluss und potenziell entlasteter Filtration, wenn lange β-Glucan-Ketten aus Gerste, Hafer, Weizenanteilen oder unzureichend modifiziertem Malz den Prozess begrenzen [1].
Der Mechanismus ist klar: enzymatische Spaltung von β-glycosidischen Bindungen verkürzt Zellwandpolymere und reduziert deren Beitrag zur Fließbehinderung. Die betriebliche Wirkung bleibt jedoch rohstoff- und prozessabhängig; Beta-Glucanase ersetzt weder Amylasen noch gute Schrotung, passende Maischeführung oder saubere Filtrationssteuerung.
Für Enzymes.bio-Kunden ist die praktische Einordnung einfach: Das Produkt ist online in 1-kg-Einheiten erhältlich, CoA und SDS werden mit der Bestellung bereitgestellt, und die Anwendung sollte als technisches Werkzeug für Viskositätskontrolle verstanden werden — nicht als pauschales Versprechen für Ausbeute, Sensorik oder Filtrationsleistung in jedem Sud .
Verkauf in 1 kg-Einheiten, ab Lager und versandbereit. Bestellen Sie direkt in unserem Shop — bezahlen Sie online, wir bearbeiten Ihre Bestellung. Ein Analysenzertifikat und ein Sicherheitsdatenblatt liegen jeder Bestellung bei.
Beta-Glucanase Brewing Enzyme 13,000 U/G Liquid kaufen →Nummeriert nach Reihenfolge der Erstzitation. Open-Access-Quellen, jeweils zum Veröffentlichungszeitpunkt auf Erreichbarkeit geprüft; die Zitationsnummern im Text verlinken hierher.