La beta-glucanase para cerveza es una enzima de proceso usada para cortar beta-glucanos de cereales —especialmente los de cebada, malta, avena y otros granos ricos en pared celular— y así reducir su efecto sobre la viscosidad del macerado y del mosto. En cervecería, su valor principal no es aumentar directamente el alcohol, sino mejorar la separación del mosto, la velocidad de lautering, la filtrabilidad y la consistencia operativa cuando los beta-glucanos son un factor limitante.
Enzymes.bio suministra una beta-glucanasa líquida para aplicaciones cerveceras en venta directa en línea en unidades de 1 kg; el CoA y la SDS se proporcionan junto con el pedido. Enzymes.bio actúa como proveedor, no como fabricante ni laboratorio, y este artículo explica el fundamento técnico del uso de beta-glucanasa en cerveza sin sustituir la documentación específica del producto.
Una beta-glucanase cervecera es una preparación enzimática diseñada para degradar beta-glucanos, un grupo de polisacáridos formados por unidades de glucosa unidas mediante enlaces beta. En la industria cervecera, los sustratos más relevantes son los beta-glucanos de enlace mixto, característicos de gramíneas como la cebada: cadenas con enlaces β-(1→3) y β-(1→4) que forman parte de la pared celular del grano y se modifican durante germinación, malteado y maceración [1].
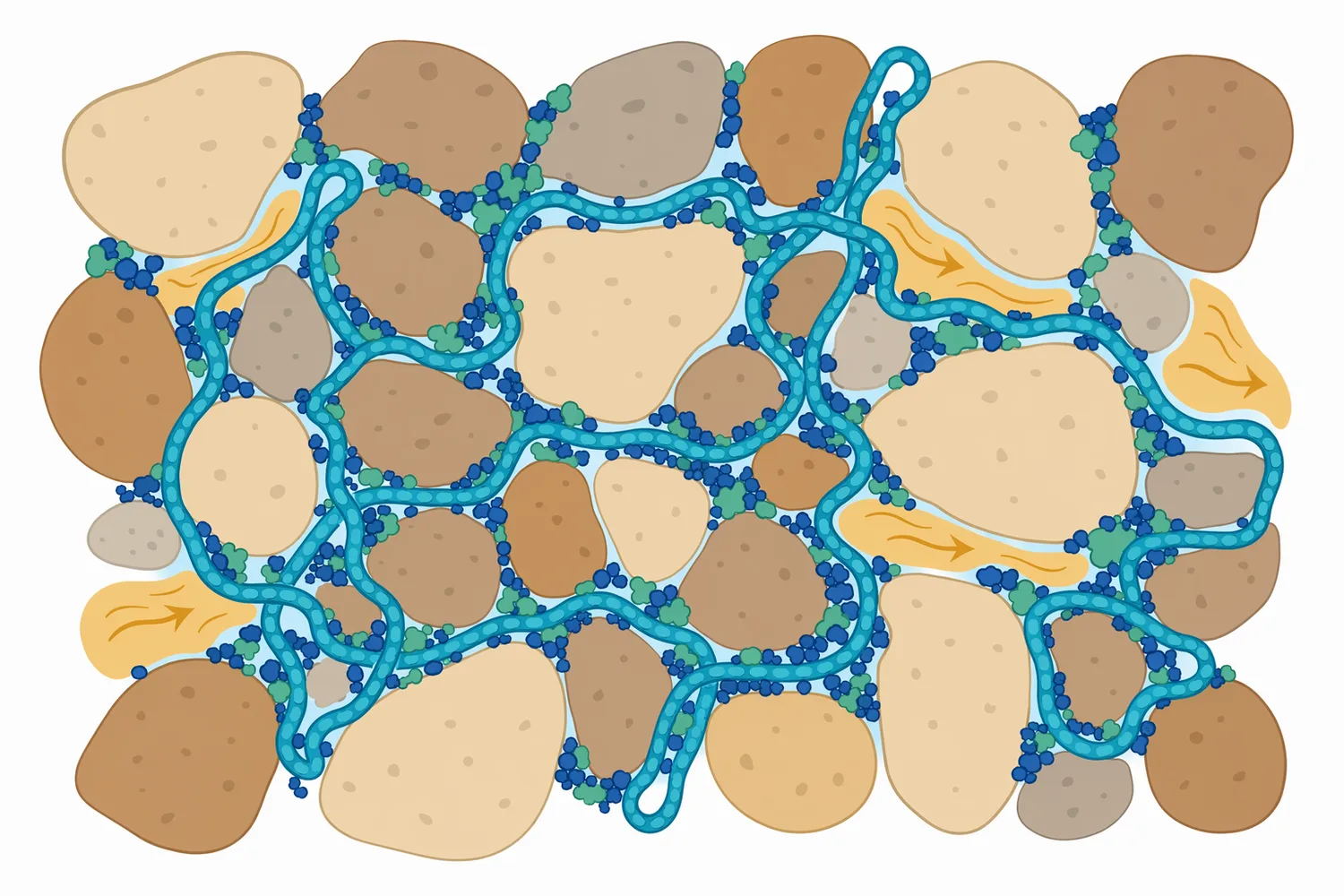
Durante el malteado, las paredes celulares del endospermo deben abrirse para que el agua y las enzimas endógenas accedan al almidón y a las proteínas. Si esa modificación es incompleta, o si la receta contiene adjuntos ricos en polisacáridos como avena, cebada no malteada o ciertos cereales alternativos, una fracción de beta-glucanos puede pasar al macerado y al mosto. Estos polímeros solubles o parcialmente solubles aumentan la viscosidad, retienen agua y elevan la resistencia al flujo en el lecho filtrante [2].
El producto Beta-Glucanase Brewing Enzyme Liquid de Enzymes.bio se posiciona para procesos de elaboración de cerveza donde se busca reducir la viscosidad del macerado, apoyar el lautering y mejorar el comportamiento de filtración. La categoría de beta-glucanasas de Enzymes.bio también presenta estas enzimas para otras aplicaciones de procesamiento de biomasa vegetal, alimentos, bebidas y piensos, siempre sobre el mismo principio: degradar beta-glucanos que afectan flujo, extracción o separación .
La función debe entenderse con precisión. La beta-glucanase no es una amilasa: no está orientada a convertir almidón en azúcares fermentables. Tampoco es una proteasa ni una enzima de estabilización coloidal universal. Su objetivo tecnológico es reducir el tamaño molecular de beta-glucanos para disminuir su contribución a la viscosidad y a la resistencia hidráulica del sistema [3].
La pared celular de la cebada no es un componente pasivo. En el endospermo, los beta-glucanos y otros polisacáridos forman una matriz que rodea gránulos de almidón y cuerpos proteicos. Durante la germinación y el malteado, esa matriz debe degradarse de forma controlada; si queda demasiado intacta, limita la accesibilidad enzimática durante la maceración y puede generar mostos más viscosos [2].
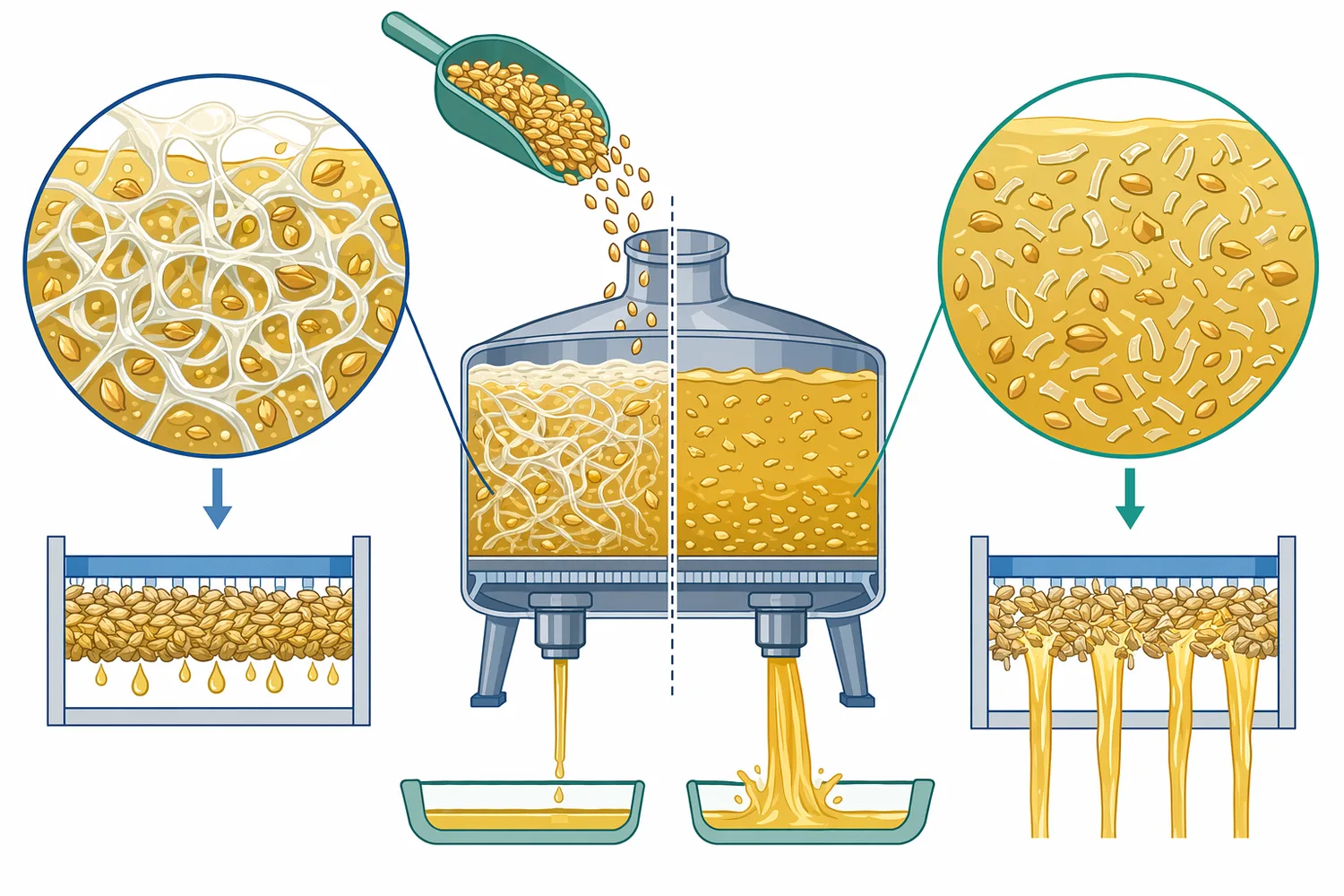
Los beta-glucanos de mayor tamaño molecular tienen un comportamiento reológico importante: una cadena larga ocupa más volumen hidrodinámico, interacciona con más agua y puede formar soluciones más viscosas que fragmentos cortos de la misma composición química. Por eso dos mostos con cantidades similares de beta-glucano total pueden comportarse de manera distinta si difieren en distribución de peso molecular, grado de solubilización y estado de degradación [4].
En la práctica, el problema aparece en varios puntos. En el macerador, una viscosidad más alta dificulta la mezcla y reduce la homogeneidad del contacto entre agua, enzimas y partículas de grano. En el lautering, el mosto fluye con mayor resistencia a través del lecho de bagazo. En filtración posterior, los polisacáridos solubles pueden contribuir a caídas de caudal, incrementos de presión diferencial y menor duración de ciclos de filtración [3].
El efecto no depende únicamente de la cebada. Las recetas con avena, trigo, centeno u otros cereales pueden tener cargas distintas de polisacáridos no amiláceos. Además, la modificación de la malta, la molienda, la relación agua/grano, la temperatura de maceración, el diseño del lauter tun o filtro prensa, y la presencia de otros coloides modifican el resultado. Por eso la beta-glucanase se usa como ayuda de proceso, no como sustituto del control de materias primas y operación.
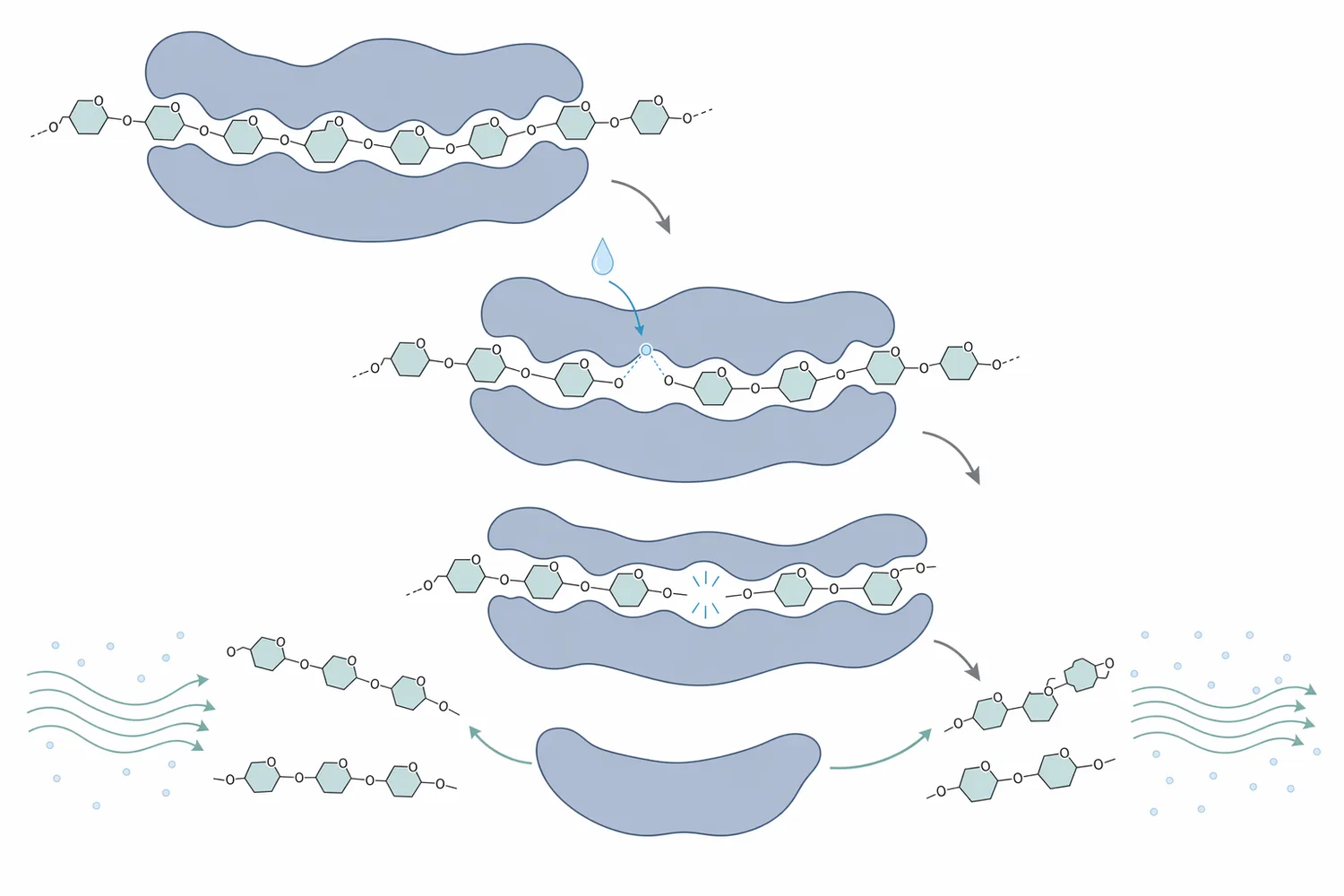
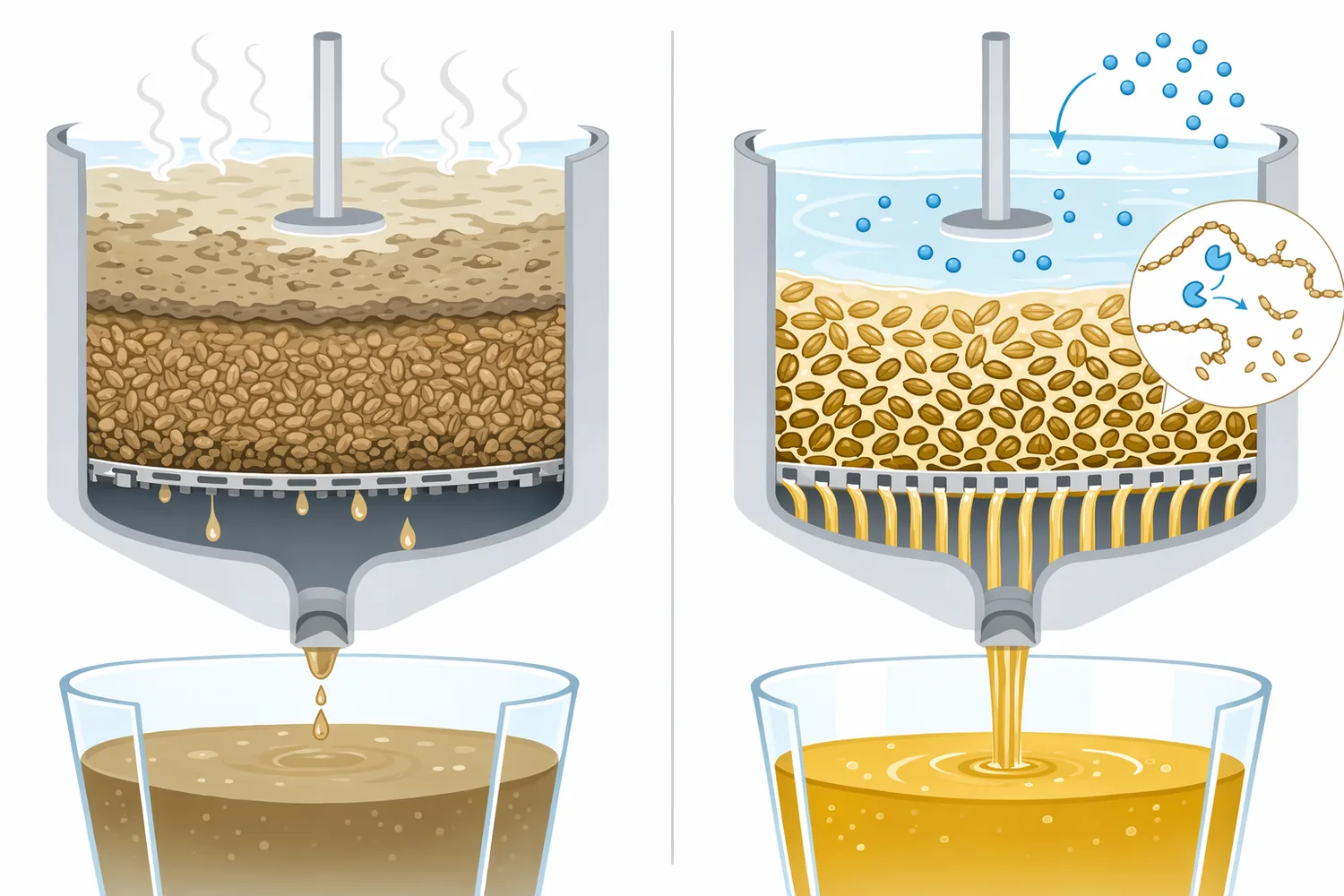
La beta-glucanase actúa hidrolizando enlaces dentro de las cadenas de beta-glucanos. En términos operativos, corta polímeros largos en oligosacáridos o fragmentos más cortos. Esta hidrólisis no necesita convertir completamente el polímero en glucosa para ser útil; basta con reducir el tamaño molecular para cambiar el comportamiento físico del líquido [5].
El mecanismo se puede resumir en cuatro etapas. Primero, el beta-glucano se hidrata y queda accesible en el medio acuoso del macerado. Segundo, la enzima reconoce regiones compatibles del polímero. Tercero, cataliza la ruptura de enlaces glucosídicos específicos. Cuarto, la cadena resultante pierde capacidad de aumentar viscosidad y de interferir con el flujo a través del lecho de grano o el medio filtrante [4].
Este punto es crucial para interpretar beneficios. Una cervecería puede observar lautering más estable o filtración menos exigente sin que haya un cambio sensorial evidente. El efecto buscado es físico: menor resistencia al flujo, menos retención de mosto en el lecho, menor carga de polisacáridos de alto peso molecular y mayor previsibilidad entre lotes [3].
La acción de beta-glucanase también se relaciona con la exposición de otros componentes. Al degradar paredes celulares, puede facilitar la liberación de material atrapado en la matriz del endospermo, aunque la conversión del almidón seguirá dependiendo de las enzimas amilolíticas de la malta o de ayudas enzimáticas específicas. Estudios sobre maceración muestran que la disponibilidad del almidón y su gelatinización influyen fuertemente en la hidrólisis y la producción de azúcares, lo que conviene separar del papel propio de la beta-glucanase [6].
En cervecería, varias familias enzimáticas actúan al mismo tiempo, pero sobre sustratos distintos. La beta-glucanase trabaja sobre beta-glucanos; las amilasas sobre almidón; las proteasas sobre proteínas; y las xilasas o arabinoxilanasas sobre hemicelulosas como arabinoxilanos. Confundir estas funciones lleva a expectativas incorrectas.
| Familia enzimática | Sustrato principal en cervecería | Resultado tecnológico principal | Lo que no debe esperarse |
|---|---|---|---|
| Beta-glucanase | Beta-glucanos de pared celular de cereales | Menor viscosidad, mejor flujo, apoyo a lautering y filtración | Conversión principal de almidón en azúcares fermentables |
| Alfa-amilasa / beta-amilasa | Almidón gelatinizado o accesible | Dextrinas y azúcares fermentables según condiciones de maceración | Reducción específica de beta-glucanos |
| Glucoamilasa | Dextrinas y extremos no reductores de carbohidratos | Mayor fermentabilidad en procesos diseñados para ello | Mejora directa de lecho filtrante si el problema es pared celular |
| Proteasas | Proteínas y péptidos | Cambios en solubilidad proteica, nutrientes y potencial coloidal | Degradación de polisacáridos viscosos |
| Xilanasas | Arabinoxilanos y hemicelulosas relacionadas | Reducción de ciertos polisacáridos no amiláceos | Sustitución completa de beta-glucanase cuando predominan beta-glucanos |
La distinción entre almidón y pared celular es especialmente importante. La eficiencia de sacarificación del almidón depende de factores como gelatinización, tamaño y tipo de gránulo, temperatura y perfil de maceración; los estudios sobre cebada muestran que diferentes fracciones de gránulos pueden afectar la hidrólisis enzimática y la producción de azúcares durante el macerado [6]. Una beta-glucanase puede mejorar acceso y flujo, pero no reemplaza el sistema amilolítico responsable de generar el extracto fermentable.
De forma similar, una filtración lenta no siempre se debe a beta-glucanos. Puede estar relacionada con molienda demasiado fina, compactación del lecho, exceso de partículas, proteínas, arabinoxilanos, levadura, precipitados, diseño del filtro o manejo de temperatura. La beta-glucanase es más relevante cuando el diagnóstico operativo apunta a polisacáridos de pared celular, especialmente en mostos viscosos o en recetas con ingredientes que elevan beta-glucanos [3].
La relevancia de los beta-glucanos en cebada y malta está bien establecida. Revisiones sobre beta-glucanos de grano de cebada describen su importancia tanto para salud humana como para la industria maltera, porque su estructura de enlace mixto y su degradación durante malteado influyen en la calidad tecnológica del grano [1].
Los estudios de variedades de cebada durante malteado simulado muestran que la hidrólisis de pared celular no es uniforme. La morfología del grano, la distribución de carbohidratos, la expresión génica y las actividades enzimáticas cambian entre variedades, lo que explica por qué maltas nominalmente similares pueden comportarse de modo distinto en maceración y separación [2].
La maceración añade otra capa de complejidad. Trabajos sobre maceración isotérmica de malta de cebada han mostrado que la composición del mosto depende de los rangos de temperatura en los que operan las enzimas de la malta, y que diferentes familias enzimáticas no tienen el mismo comportamiento térmico ni el mismo impacto sobre el perfil final del mosto [7].
La sacarificación del almidón tampoco debe simplificarse. Investigaciones sobre gelatinización y pasting en malta de cebada destacan que los niveles de temperatura influyen en la eficiencia de sacarificación, lo que ayuda a explicar por qué un cambio de maceración puede mejorar azúcares sin resolver necesariamente problemas de viscosidad de origen beta-glucano [8].
La degradación de macromoléculas de malta a lo largo del tiempo se ha estudiado con técnicas analíticas avanzadas para observar cómo evolucionan fracciones de distinto tamaño durante la hidrólisis enzimática. Aunque una cervecería no necesita reproducir esos métodos para usar una ayuda de proceso, estos trabajos respaldan el concepto central: no solo importa cuánto material se extrae, sino también el tamaño molecular y la dinámica de degradación [4].
Finalmente, la relación entre polisacáridos de malta y filtrabilidad de cerveza ha sido tratada de forma directa en literatura técnica. Los polisacáridos pueden afectar la filtración, y los aditivos enzimáticos se han estudiado como una forma de reducir esa carga cuando interfiere con el proceso [3].
Enzymes.bio presenta su beta-glucanasa para cerveza como una preparación líquida orientada a procesos donde se busca reducir viscosidad del macerado y mejorar la separación del mosto. El producto se comercializa directamente en línea en unidades de 1 kg; la documentación de lote y seguridad, como CoA y SDS, se proporciona junto con el pedido .
Es importante mantener clara la función del proveedor. Enzymes.bio no debe interpretarse como fabricante ni como laboratorio de análisis en este contexto. La información técnica general ayuda a comprender la aplicación, mientras que la documentación entregada con el pedido es la referencia para identificación del lote, manipulación segura y datos comerciales aplicables al producto recibido.
La forma líquida tiene una ventaja práctica en cervecería: facilita la incorporación homogénea en un medio acuoso como el macerado, siempre que exista mezcla suficiente. Sin embargo, el desempeño real sigue dependiendo de temperatura, pH, tiempo de contacto, cantidad y accesibilidad del sustrato, composición del grist y punto de incorporación dentro del proceso [7].
La beta-glucanase se integra mejor cuando se considera parte del diseño de maceración. Si se añade demasiado tarde, después de que los beta-glucanos ya han condicionado el flujo del lecho o la filtración, el beneficio puede ser menor. Si se usa en una fase en la que los polímeros están hidratados y accesibles, la probabilidad de modificar la viscosidad del mosto aumenta.
El uso más directo es reducir viscosidad en macerados con alta carga de beta-glucanos. Esto puede ocurrir con cebada poco modificada, cebada no malteada, avena, centeno u otros ingredientes que aportan polisacáridos de pared celular. La enzima rompe cadenas de beta-glucano y reduce su contribución al espesor del medio.
En estilos modernos que usan avena o cereales para aportar cuerpo, turbidez o textura, el objetivo no siempre es eliminar todos los polisacáridos, sino evitar que se conviertan en un problema mecánico. La beta-glucanase puede ayudar a mantener un equilibrio entre formulación y procesabilidad, aunque el impacto sensorial debe interpretarse dentro del conjunto de la receta.
El lautering depende del flujo del mosto a través del lecho de grano. Cuando la viscosidad es alta, el líquido atraviesa el lecho con más dificultad y puede aumentar el tiempo de escurrido. Si además hay partículas finas o compactación, la resistencia se multiplica. La reducción de beta-glucanos de alto peso molecular puede disminuir esa resistencia y estabilizar la operación [3].
La mejora no debe describirse como automática. Un lecho mal formado, una molienda excesivamente fina o un diseño de separación inadecuado pueden seguir limitando el proceso. La beta-glucanase actúa sobre una causa específica —polisacáridos viscosos— y su efecto será más visible cuando esa causa tenga peso real en el cuello de botella.
Los beta-glucanos que sobreviven a maceración y hervido pueden llegar a fermentación y etapas posteriores. Aunque la fermentación, la maduración y la clarificación modifican la matriz, los polisacáridos solubles pueden contribuir a filtrabilidad deficiente o a cargas coloidales más difíciles de manejar. Por eso la intervención temprana en maceración puede tener efectos aguas abajo [3].
La clarificación es un fenómeno multifactorial. Proteínas, polifenoles, levadura, partículas, frío, pH, minerales y tratamientos de estabilización influyen en el resultado. La beta-glucanase puede reducir una fracción del problema cuando la viscosidad o los polisacáridos son relevantes, pero no debe presentarse como sustituto de una estrategia completa de clarificación.
La cebada y la malta cambian por variedad, ambiente de cultivo, grado de modificación y condiciones de malteado. Estudios recientes sobre calidad de cebada maltera muestran que la composición y el desempeño del grano responden a factores agronómicos, lo que se traduce en variabilidad tecnológica para la industria [9].
Una ayuda enzimática puede amortiguar parte de esa variabilidad cuando el proceso se enfrenta a lotes con distinta degradación de pared celular. El beneficio principal en este caso es la consistencia: tiempos de separación más predecibles, menor riesgo de lotes problemáticos y mejor control de la operación sin reformular cada receta.
La temperatura es uno de los factores más importantes. Cada enzima tiene un intervalo funcional propio, y la maceración cervecera atraviesa zonas térmicas donde distintas enzimas ganan o pierden actividad. Los trabajos sobre maceración isotérmica han mostrado que la composición del mosto cambia según el rango de temperatura y la respuesta de las enzimas presentes en la malta [7].
El pH también influye porque modifica la ionización de grupos catalíticos de la enzima y la conformación del sustrato. En un macerado cervecero, el pH suele estar determinado por malta, agua, sales, acidificación y adjuntos. La beta-glucanase trabajará mejor si las condiciones del proceso son compatibles con su actividad, pero este artículo no sustituye las indicaciones de uso ni la documentación técnica entregada con el producto.
El tiempo de contacto es otro punto crítico. La hidrólisis de polímeros no ocurre instantáneamente en todo el volumen: requiere hidratación del sustrato, difusión, contacto enzima-polímero y mezcla. Si el proceso busca ciclos extremadamente cortos, la enzima puede no disponer de tiempo suficiente para reducir de forma apreciable la fracción de mayor tamaño molecular.
La accesibilidad del sustrato depende de la molienda y de la estructura del grano. Una molienda demasiado gruesa puede dejar material interno menos expuesto; una molienda demasiado fina puede elevar sólidos en suspensión y dificultar filtración por otras razones. La enzima no corrige por sí sola una distribución de partículas inadecuada, pero puede complementar una molienda bien ajustada.
La composición del grist determina cuánta beta-glucanase puede ser útil. Maltas bien modificadas y recetas con baja carga de polisacáridos pueden mostrar beneficios limitados. En cambio, recetas con mayor proporción de cereales ricos en pared celular o lotes con modificación irregular tienen mayor probabilidad de responder al tratamiento enzimático [1].
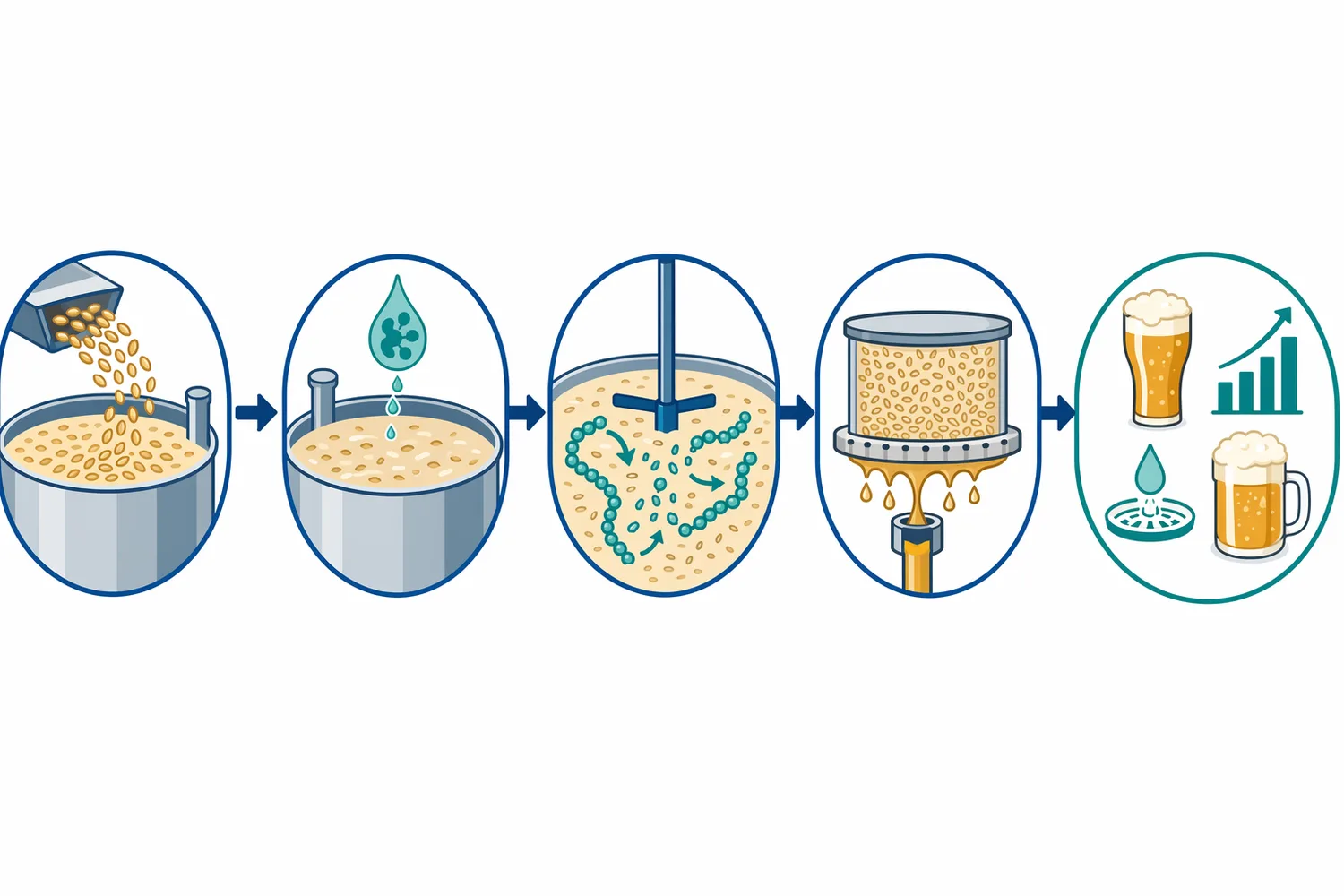
El beneficio más consistente es la reducción de resistencia física asociada a beta-glucanos. En términos de planta, esto puede traducirse en macerados menos viscosos, lechos que escurren con más regularidad, menor presión sobre sistemas de filtración y menos variabilidad entre lotes cuando el origen del problema es la pared celular del cereal [3].
Un segundo beneficio es la flexibilidad de formulación. Las cervecerías que trabajan con avena, cebada no malteada u otros cereales pueden tener más margen para usar esos ingredientes sin penalizar tanto la separación. Esto no elimina la necesidad de validar el perfil sensorial, porque los mismos ingredientes que aportan polisacáridos también contribuyen a cuerpo, turbidez, textura y percepción en boca.
Un tercer beneficio es la reducción de cargas problemáticas antes de etapas posteriores. Si los beta-glucanos se degradan durante maceración, menos material de alto peso molecular llega al mosto frío y a filtración final. Esto puede mejorar la estabilidad operativa, aunque la estabilidad visual de la cerveza seguirá dependiendo de otros coloides y del proceso de maduración.
Los límites son igual de importantes. La beta-glucanase no soluciona problemas causados por almidón no convertido, mala separación de finos, contaminación microbiológica, proteína excesiva, deficiencias de levadura o diseño inadecuado de filtración. Tampoco debe usarse para prometer aumentos directos de extracto o alcohol: esos resultados pertenecen principalmente al sistema de conversión de almidón y a la fermentación.
La literatura sobre hidrólisis de almidón con amilasas de malta, incluso en materias primas distintas como yuca, muestra que la generación de azúcares depende de enzimas amilolíticas y de la naturaleza del almidón, no de la simple presencia de una enzima de pared celular [10]. Esta distinción ayuda a ubicar la beta-glucanase en su función correcta: mejorar procesabilidad, no reemplazar la conversión sacarificante.
| Escenario de producción | Papel probable de los beta-glucanos | Uso técnico de beta-glucanase | Expectativa razonable |
|---|---|---|---|
| Malta de cebada bien modificada y lautering estable | Bajo a moderado | Ayuda opcional si se busca consistencia adicional | Beneficio limitado si no hay problema de viscosidad |
| Malta con modificación variable | Moderado | Reducir sensibilidad del proceso a lotes más viscosos | Mayor regularidad en separación |
| Recetas con avena, cebada cruda o cereales ricos en pared celular | Moderado a alto | Degradar beta-glucanos hidratados durante maceración | Menor viscosidad y lautering más manejable |
| Filtración final con caudal bajo por polisacáridos | Variable | Reducir carga aguas arriba, antes de que llegue al filtro | Apoyo a filtrabilidad, no solución única |
| Problemas causados por molienda fina o exceso de sólidos | No necesariamente alto | Efecto limitado si el problema dominante no es beta-glucano | Debe corregirse la causa mecánica |
| Búsqueda de mayor alcohol por conversión de almidón | Secundario | No es la enzima principal para ese objetivo | Se requieren condiciones y enzimas amilolíticas adecuadas |
Esta comparación resume una idea central: la beta-glucanase es más valiosa cuando el cuello de botella está ligado a beta-glucanos solubles o parcialmente solubles. Si el problema es otro, puede aportar poco aunque sea una enzima técnicamente correcta.
La calidad de malta define gran parte de la necesidad posterior de ayudas enzimáticas. Durante el malteado, la cebada germina y activa enzimas que degradan paredes celulares, proteínas y reservas del endospermo. Cuando la modificación avanza de manera adecuada, el macerado suele ser más accesible y menos problemático. Cuando la modificación es limitada o irregular, pueden quedar paredes celulares más resistentes [2].
La cebada no es homogénea. Las variedades difieren en estructura del endospermo, composición de pared celular y dinámica de degradación. Por eso una cervecería puede observar diferencias de lautering aun manteniendo receta y proceso constantes. Los estudios comparativos de variedades durante malteado simulado ayudan a explicar esa variabilidad desde la morfología y la actividad enzimática interna del grano [2].
Además, los beta-glucanos tienen interés fuera de la cervecería por sus efectos nutricionales, lo que subraya que no son “impurezas” en sentido absoluto. En alimentos, los beta-glucanos pueden ser componentes funcionales; en cervecería, el problema aparece cuando su tamaño, solubilidad y concentración interfieren con flujo, separación o estabilidad física [1].

Este doble papel exige equilibrio. En ciertos estilos, parte de la textura asociada a cereales ricos en polisacáridos puede ser deseable. La decisión de usar beta-glucanase debe alinearse con el objetivo del producto: una lager filtrada y brillante puede priorizar filtrabilidad, mientras que una cerveza turbia con avena puede buscar mejorar lautering sin eliminar completamente la sensación de cuerpo.
Las enzimas industriales son proteínas activas y deben manipularse con precaución para evitar exposición innecesaria, especialmente por inhalación de aerosoles o contacto no controlado. Las evaluaciones regulatorias de preparados enzimáticos con beta-glucanasa en otros sectores, como alimentación animal, muestran que estas clases de enzimas se revisan en contextos regulados, aunque esas conclusiones no deben extrapolarse automáticamente a un producto cervecero específico [11].
Para el producto suministrado por Enzymes.bio, la SDS que acompaña el pedido es el documento adecuado para medidas de manipulación, almacenamiento y seguridad. El CoA entregado con el pedido sirve para la información del lote correspondiente. Este artículo no reemplaza esos documentos ni define métodos de análisis, especificaciones de fabricación o criterios regulatorios de uso.
En un entorno cervecero, la práctica responsable consiste en integrar la enzima dentro de procedimientos existentes de inocuidad, higiene y control de proceso. También implica evitar la exposición del personal a nieblas, salpicaduras o concentrados enzimáticos, y seguir la documentación suministrada con el pedido.
La beta-glucanase para cerveza es una herramienta de proceso con un fundamento bioquímico claro: corta beta-glucanos de pared celular de cereales en fragmentos más pequeños, reduciendo su capacidad de aumentar viscosidad y de dificultar el flujo del mosto. Su aplicación es especialmente relevante en macerados con cebada de modificación variable, avena, cereales ricos en polisacáridos o procesos donde el lautering y la filtración son cuellos de botella.
La evidencia disponible respalda la importancia de los beta-glucanos en cebada y malta, la variabilidad de su degradación durante malteado, y su impacto potencial sobre filtrabilidad y comportamiento del mosto [1]. Al mismo tiempo, el resultado práctico depende del conjunto del proceso: receta, molienda, maceración, temperatura, pH, tiempo de contacto, separación, clarificación y filtración.
Beta-Glucanase Brewing Enzyme Liquid de Enzymes.bio se ofrece como producto líquido para aplicaciones cerveceras en unidades de 1 kg mediante venta directa en línea, con CoA y SDS proporcionados junto con el pedido. Enzymes.bio es proveedor, no fabricante ni laboratorio; su producto debe entenderse como una ayuda enzimática para mejorar procesabilidad cuando los beta-glucanos son una causa relevante de viscosidad, lautering lento o filtración exigente.
Se vende en unidades de 1 kg, en stock y listo para enviar. Haga su pedido directamente en nuestra tienda: pague en línea y procesaremos su pedido. Con cada pedido se incluyen un Certificado de Análisis y una Ficha de Datos de Seguridad.
Comprar Beta-Glucanase Brewing Enzyme 13,000 U/G Liquid →Numeradas por orden de primera cita. Fuentes de acceso abierto, verificadas como disponibles en el momento de publicación; los números de cita en el texto enlazan aquí.