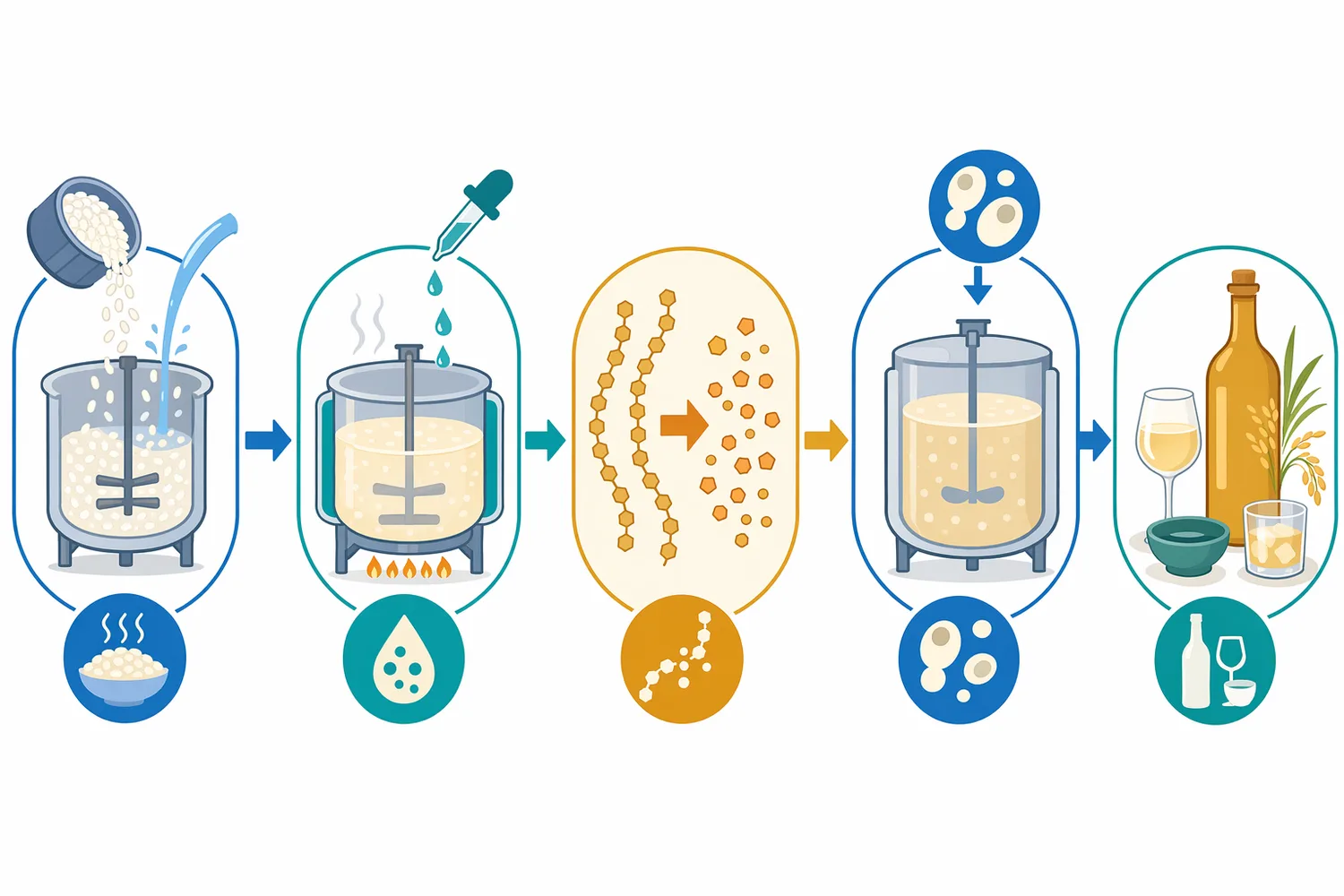
L’alfa-amilasi alimentare per la lavorazione del vino di riso è un ausilio enzimatico usato per fluidificare l’amido gelatinizzato del riso, ridurre la viscosità del mash e rendere il substrato più accessibile alla successiva saccarificazione. Nel processo non “produce alcol” direttamente: genera destrine e oligosaccaridi che altri enzimi e microrganismi possono convertire in zuccheri fermentabili e, poi, in etanolo [1].
Enzymes.bio fornisce online alfa-amilasi per applicazioni alimentari e industriali, inclusa la trasformazione di substrati amidacei; non è un produttore né un laboratorio. Il prodotto è disponibile per acquisto diretto online in unità da 1 kg, con CoA e SDS forniti insieme all’ordine .
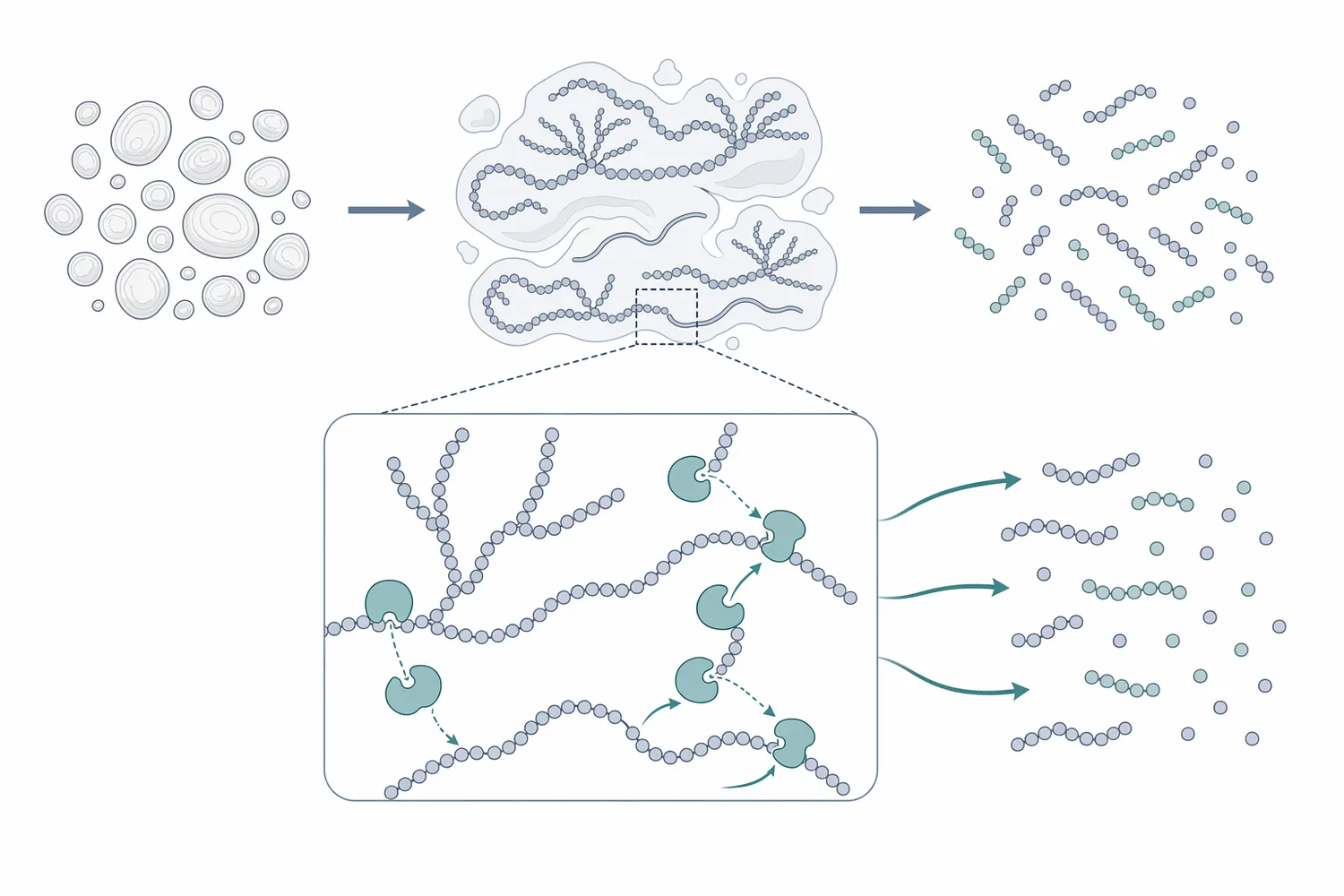
L’alfa-amilasi è un enzima amilolitico endo-attivo: interviene all’interno delle catene dell’amido, soprattutto sui legami α-1,4-glicosidici, accorciando amilosio e amilopectina in destrine, maltodestrine e oligosaccaridi. Questa azione è diversa da una saccarificazione completa, perché non trasforma automaticamente tutto l’amido in glucosio; il suo effetto primario, nel mash di riso, è la liquefazione della massa gelatinizzata e la preparazione del substrato per passaggi successivi [1].
Nel riso, l’amido è il carboidrato strutturale dominante e si presenta in granuli organizzati. Quando il riso viene cotto, trattato a vapore, estruso o riscaldato in presenza d’acqua, i granuli assorbono liquido, si gonfiano e perdono progressivamente la loro struttura cristallina: è la gelatinizzazione. Questo passaggio rende l’amido più accessibile agli enzimi, ma produce anche un impasto denso che può ostacolare miscelazione, pompaggio, trasferimento di calore e contatto uniforme tra substrato e biocatalizzatori [2].
Nel vino di riso, la conversione dell’amido è indispensabile perché i lieviti fermentativi non utilizzano l’amido nativo come fonte diretta di etanolo. La matrice deve prima essere convertita in zuccheri fermentabili attraverso sistemi enzimatici naturali, come quelli forniti da colture tradizionali, oppure attraverso integrazioni enzimatiche controllate. La letteratura sul vino di riso cinese mostra infatti l’interesse per pretrattamenti di liquefazione e idrolisi enzimatica del riso, in particolare quando si usano riso spezzato o processi moderni di estrusione [3].
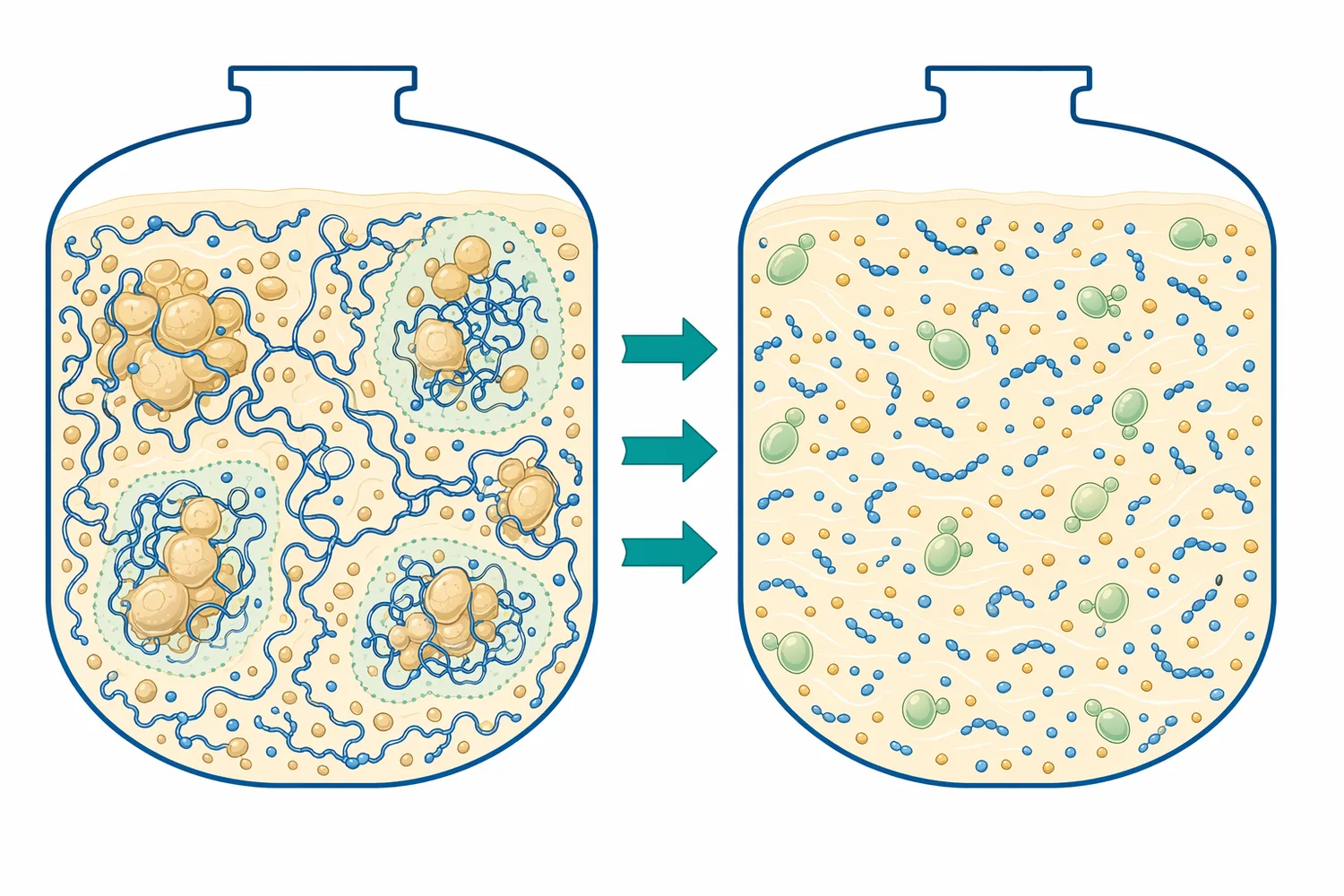
Il mash di riso cotto può diventare molto viscoso perché le lunghe catene di amido gelatinizzato trattengono acqua e formano una rete dispersa ad alta resistenza al flusso. In un processo fermentativo, questa viscosità non è solo un problema meccanico: riduce l’omogeneità del sistema, crea zone con diversa concentrazione di acqua e substrato, limita la diffusione degli enzimi e può rendere meno prevedibile la disponibilità di zuccheri nel tempo [2].
L’alfa-amilasi agisce tagliando le catene lunghe in frammenti più corti. Anche senza arrivare subito a zuccheri semplici, questo accorciamento modifica drasticamente il comportamento fisico della massa: il mash diventa più fluido, più facile da agitare e più uniforme. In termini di processo, la liquefazione facilita il contatto tra riso, acqua, enzimi saccarificanti e microrganismi, riducendo il rischio che una parte del substrato resti intrappolata in zone gelatinose poco accessibili [1].
Questa funzione è particolarmente utile nei sistemi in cui la materia prima non è perfettamente uniforme. Riso spezzato, farine di riso, riso estruso, riso glutinoso o frazioni amidacee secondarie possono avere superfici, granulometrie e comportamenti di idratazione diversi. Studi su riso spezzato e trattamenti di estrusione combinati con idrolisi enzimatica hanno evidenziato che la struttura fisica del substrato influenza la fermentazione del vino di riso cinese e le proprietà del prodotto ottenuto [3][2].
L’alfa-amilasi non lavora come una “forbice” che parte da un’estremità della catena e rilascia solo una molecola alla volta. Il suo comportamento endo-amilolitico consente tagli interni lungo le catene α-1,4 dell’amido, generando una miscela di frammenti di diversa lunghezza. Questo spiega perché il primo risultato osservabile sia spesso la riduzione della viscosità, mentre la produzione di glucosio libero richiede in genere l’azione successiva di enzimi più orientati alla saccarificazione, come glucoamilasi o sistemi enzimatici microbici complessi [1].
La distinzione è importante per la progettazione del processo. Se l’obiettivo è rendere il mash più lavorabile, l’alfa-amilasi è l’enzima chiave della liquefazione. Se l’obiettivo è massimizzare la disponibilità di zuccheri fermentabili, la liquefazione deve essere integrata con una fase saccarificante o con colture capaci di produrre un insieme più ampio di enzimi. Le rassegne sulla conversione enzimatica di materiali amidacei non convenzionali descrivono infatti la sequenza liquefazione–saccarificazione come un principio ricorrente nella produzione di sciroppi zuccherini e substrati fermentabili [4].
Nel vino di riso tradizionale, questa separazione può essere meno evidente perché colture come koji o jiuqu forniscono simultaneamente enzimi amilolitici, altri enzimi idrolitici e microrganismi fermentativi. L’impiego di alfa-amilasi alimentare non sostituisce automaticamente tale complessità biologica: interviene in modo mirato sulla frazione amidacea, rendendo più controllabile la fase iniziale di fluidificazione e creando condizioni più favorevoli per le fasi successive [5].
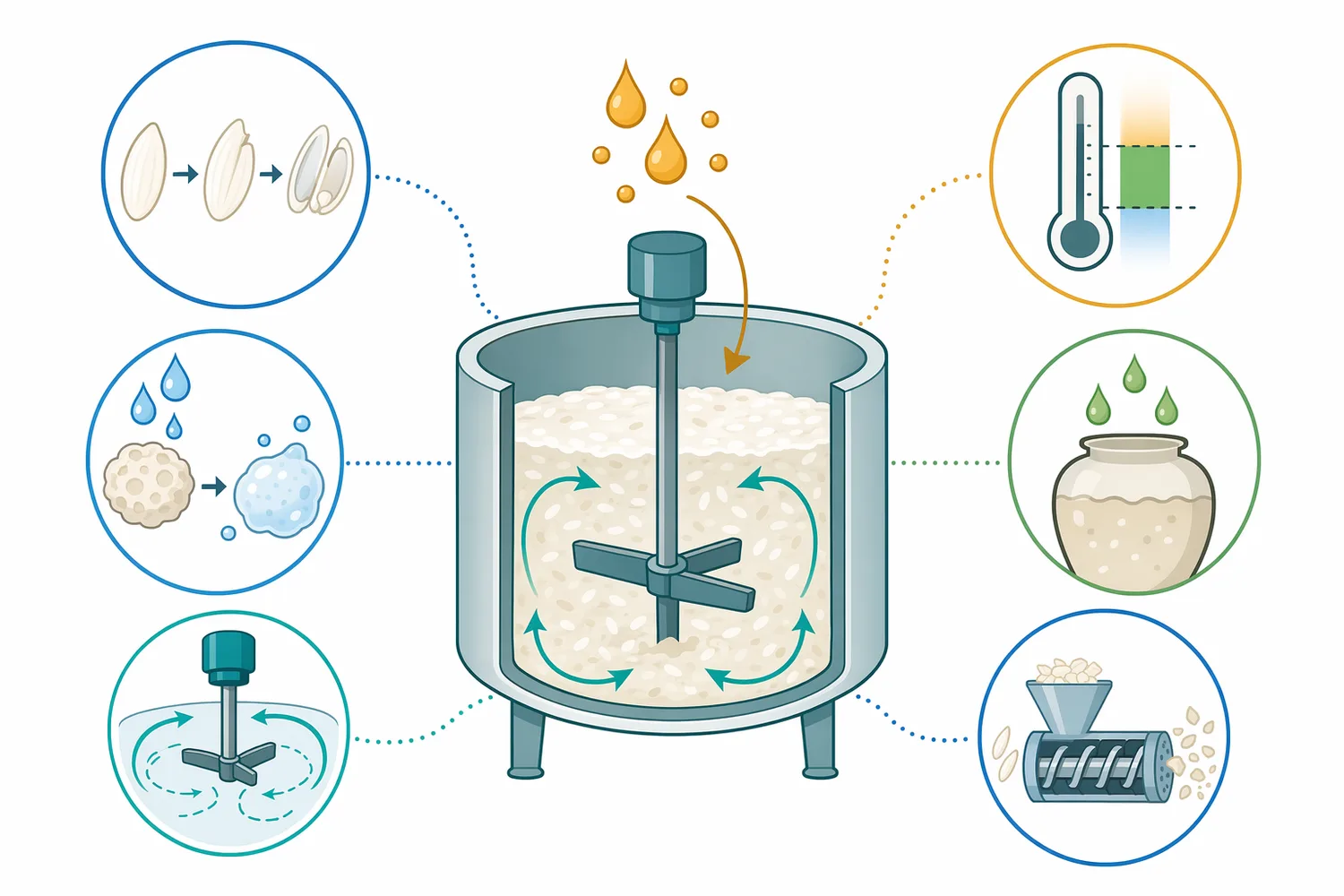
Nella pratica, l’alfa-amilasi viene considerata nella fase in cui l’amido del riso è idratato e reso accessibile dal calore o da un trattamento meccanico-termico. Può trattarsi di riso cotto a vapore, riso bollito, riso estruso, riso spezzato gelatinizzato o slurry di farina di riso. Il punto tecnologico è che l’enzima deve entrare in contatto con una frazione amidacea sufficientemente aperta: l’amido nativo, ancora organizzato in granuli compatti, è generalmente meno accessibile rispetto all’amido gelatinizzato [2].
Una volta iniziata l’idrolisi, la massa tende a perdere densità apparente e a diventare più facile da miscelare. Questo può rendere più uniforme l’aggiunta di colture fermentative o enzimi complementari e può ridurre la variabilità tra diverse zone del fermentatore. Lo studio sulla saccarificazione e fermentazione simultanea del riso spezzato per vino di riso cinese ha esaminato proprio un pretrattamento di liquefazione enzimatica associato a estrusione, indicando l’interesse industriale per strategie che combinano modifica fisica e conversione enzimatica dell’amido [3].
Nei processi che mantengono una componente tradizionale, l’alfa-amilasi può essere integrata senza eliminare il contributo aromatico e microbiologico della coltura. Il profilo finale del vino di riso dipende infatti da molti fattori: varietà di riso, grado di lucidatura o lavorazione, idratazione, trattamento termico, composizione della coltura, lieviti, eventuali batteri lattici, tempi di fermentazione e gestione del profilo zuccherino. Studi recenti sul miglioramento della qualità del vino di riso indica, ad esempio, hanno valutato interventi durante l’ammollo con proteasi acida e Lactobacillus plantarum, mostrando che la qualità finale non dipende solo dall’idrolisi dell’amido [6].
| Strumento di processo | Funzione principale | Effetto atteso sul mash di riso | Limite da considerare |
|---|---|---|---|
| Alfa-amilasi alimentare | Taglio interno delle catene α-1,4 dell’amido | Liquefazione, riduzione della viscosità, formazione di destrine | Non completa da sola la conversione in glucosio fermentabile |
| Glucoamilasi o enzimi saccarificanti | Rilascio progressivo di zuccheri fermentabili da destrine e amido idrolizzato | Maggiore disponibilità di zuccheri per i lieviti | Richiede un substrato accessibile e condizioni compatibili con il sistema fermentativo |
| Colture tradizionali tipo koji o jiuqu | Apporto biologico di enzimi e microrganismi | Saccarificazione, fermentazione e sviluppo aromatico | Maggiore variabilità legata alla coltura e alle condizioni operative |
| Estrusione o trattamento termico-meccanico | Gelatinizzazione e destrutturazione fisica del riso | Aumento dell’accessibilità dell’amido agli enzimi | Da sola non sostituisce la conversione biochimica |
| Proteasi o microrganismi complementari | Modifica della frazione proteica e dell’ecosistema fermentativo | Possibili effetti su nutrienti, aroma e qualità finale | Non svolgono la funzione primaria di liquefazione dell’amido |
Questo confronto evidenzia che l’alfa-amilasi è un componente specifico del sistema, non un sostituto universale dell’intero processo. La letteratura su vino di riso e substrati amidacei mostra che le migliori prestazioni derivano spesso dall’allineamento tra pretrattamento fisico, idrolisi enzimatica e fermentazione, anziché dall’uso isolato di un singolo intervento [3][2][4].
Il riso intero cotto è la base tradizionale di molte bevande fermentate, ma non è l’unica matrice tecnologicamente rilevante. Il riso spezzato, disponibile come frazione della lavorazione, conserva un contenuto amidaceo significativo e può essere adatto a processi in cui l’aspetto del chicco non è determinante. Proprio per questo, è stato studiato come substrato per vino di riso cinese mediante pretrattamento di estrusione, liquefazione enzimatica e fermentazione [3].
L’uso di riso spezzato o frazioni amidacee può aumentare l’esigenza di controllo reologico. Particelle più piccole idratano più rapidamente, ma possono formare slurry densi e meno permeabili se la gelatinizzazione non è seguita da una liquefazione adeguata. L’alfa-amilasi consente di intervenire su questa densità, trasformando una matrice fisicamente difficile da gestire in un substrato più fluido e più accessibile agli enzimi saccarificanti [2].
Anche i sottoprodotti della lavorazione del riso, come la crusca o la pula ricca di amido residuo, sono stati studiati per la produzione di zuccheri fermentabili mediante idrolisi acida ed enzimatica. Queste applicazioni non coincidono automaticamente con la produzione di vino di riso destinato al consumo, perché qualità alimentare, sapore, colore e conformità normativa sono vincoli essenziali; tuttavia dimostrano che le biomasse di riso possono essere convertite in zuccheri attraverso strategie enzimatiche [7].
In modo analogo, studi su riso glutinoso Leum Pua hanno valutato l’idrolisi con enzimi capaci di degradare amido crudo per ottenere sciroppo zuccherino e aceto. Anche se l’applicazione è diversa dal vino di riso, il principio è pertinente: la struttura dell’amido di riso può essere trasformata enzimaticamente in intermedi zuccherini utilizzabili in processi fermentativi o alimentari [8].
Le evidenze più direttamente rilevanti per il vino di riso riguardano la combinazione tra pretrattamento del riso, idrolisi enzimatica e fermentazione. Lo studio sulla saccarificazione e fermentazione simultanea del riso spezzato ha proposto una liquefazione enzimatica dopo estrusione come fase preliminare per la produzione di vino di riso cinese, collegando la modificazione dell’amido alla gestione del processo fermentativo [3].
Un altro lavoro ha esaminato l’estrusione ad alto taglio combinata con idrolisi enzimatica e il suo impatto sulle proprietà del riso e sulla fermentazione del vino di riso cinese. Il valore di questo tipo di ricerca è che non considera l’enzima in astratto, ma dentro una matrice reale: il riso trattato meccanicamente e termicamente, con le sue modifiche di struttura, idratazione e suscettibilità all’idrolisi [2].
Altri studi sono meno specifici per il vino di riso, ma utili per comprendere la conversione dell’amido di riso. L’ottimizzazione dell’idrolisi enzimatica del riso integrale germinato, ad esempio, è stata studiata con l’obiettivo di aumentare la produzione di zuccheri riducenti. Questo conferma che la disponibilità di zuccheri da riso può essere modulata attraverso l’idrolisi enzimatica, anche se l’applicazione finale può differire da una bevanda alcolica tradizionale [9].
La ricerca su amido resistente di riso modificato con alfa-amilasi termostabile e glucoamilasi mostra inoltre che le combinazioni enzimatiche possono modificare in modo sostanziale la struttura e le proprietà funzionali dell’amido. Nel contesto del vino di riso, questo rafforza l’idea che l’alfa-amilasi debba essere interpretata come parte di una catena di trasformazioni, in cui il grado di idrolisi influenza non solo la fermentabilità ma anche il profilo delle destrine residue [10].
Il beneficio più immediato è la riduzione della viscosità. Un mash meno denso facilita agitazione, trasferimento di calore, distribuzione degli enzimi e gestione della fermentazione. Nei processi con riso spezzato o farina di riso, questo effetto può essere particolarmente importante perché la superficie elevata delle particelle accelera l’idratazione ma può anche intensificare la formazione di impasti compatti [3].
Il secondo beneficio è la maggiore accessibilità del substrato. Le destrine generate dall’alfa-amilasi sono più corte e più solubili rispetto alle catene amidacee originali; diventano quindi un bersaglio più adatto per enzimi saccarificanti o per sistemi enzimatici prodotti da colture tradizionali. Nelle filiere amidacee, la separazione funzionale tra liquefazione e saccarificazione è un criterio tecnico consolidato per trasformare materiali ricchi di amido in zuccheri utilizzabili [4].
Il terzo beneficio è la riproducibilità. Il riso può variare per varietà, contenuto di amilosio, grado di rottura, storia di stoccaggio e comportamento alla cottura. Una fase di liquefazione enzimatica controllata aiuta a ridurre l’impatto di alcune variazioni fisiche della materia prima, perché interviene direttamente sul fattore che più condiziona la lavorabilità iniziale: la lunghezza delle catene amidacee gelatinizzate [2].
È però corretto distinguere i benefici di processo dai benefici sensoriali. Un mash più fluido e più accessibile non garantisce automaticamente un vino di riso migliore in aroma, dolcezza, corpo o equilibrio. Questi parametri dipendono anche dal metabolismo dei lieviti, dalla presenza di acidi organici, dalla liberazione di composti azotati, dalla gestione dell’ossigeno e dalla composizione microbiologica complessiva. Gli studi su interventi come proteasi acida e Lactobacillus plantarum durante l’ammollo mostrano che la qualità del vino di riso può essere modulata da fattori non amilolitici [6].

Nel vino di riso, il profilo degli zuccheri disponibili nel tempo è decisivo. Se l’amido resta poco idrolizzato, i lieviti possono trovarsi con una disponibilità limitata di substrati fermentabili. Se invece la conversione è molto spinta, il processo può produrre una bevanda più attenuata, con minore residuo destrinico e diverso equilibrio tra secchezza, corpo e dolcezza percepita. L’alfa-amilasi contribuisce alla prima fase di questo equilibrio, generando frammenti che potranno essere ulteriormente convertiti [1].
Le destrine non sono tutte equivalenti. La lunghezza media delle catene, il grado di ramificazione e la presenza di legami non facilmente accessibili influenzano la successiva conversione in zuccheri fermentabili. L’amilopectina, essendo ramificata, richiede un sistema enzimatico più articolato per una degradazione completa rispetto a semplici catene lineari. Per questo l’alfa-amilasi da sola è efficace per la liquefazione, ma non va confusa con un sistema completo di conversione dell’amido in glucosio [4].
Negli stili di vino di riso in cui si desidera un certo corpo residuo, una conversione parziale può essere coerente con il profilo finale. In altri casi, soprattutto quando si cerca maggiore fermentabilità, l’alfa-amilasi deve essere coordinata con enzimi o colture che completano la saccarificazione. La ricerca su idrolisi di amidi di riso e substrati amidacei mostra infatti che la scelta e la combinazione degli enzimi determinano il tipo di zuccheri e destrine risultanti [9][10].
La produzione di vino di riso non è solo una reazione enzimatica sull’amido. È un ecosistema fermentativo in cui enzimi, lieviti e talvolta batteri lattici trasformano carboidrati, proteine, lipidi minori e composti aromatici. L’alfa-amilasi può rendere più disponibile la frazione amidacea, ma non fornisce da sola la complessità enzimatica e metabolica di una coltura tradizionale [5].
L’integrazione con koji, jiuqu o altri starter deve quindi essere vista come una scelta di processo. In alcuni casi l’alfa-amilasi può aiutare a rendere più uniforme la fase iniziale, lasciando alla coltura il ruolo di saccarificazione continua, fermentazione e sviluppo aromatico. In altri casi può essere usata in un’impostazione più industriale, dove liquefazione, saccarificazione e fermentazione vengono gestite come fasi distinte o parzialmente sovrapposte [3].
La presenza di batteri lattici o interventi proteolitici può cambiare ulteriormente il profilo del prodotto. Lo studio sull’aggiunta di proteasi acida e Lactobacillus plantarum durante l’ammollo del riso indica che l’ottimizzazione della qualità del vino di riso può riguardare anche il metabolismo proteico, l’acidificazione e la preparazione del substrato prima della fermentazione principale [6].
L’impiego dell’alfa-amilasi nel vino di riso è tecnicamente vicino ad altre applicazioni in cui un cereale ricco di amido deve essere convertito in un substrato fermentabile. Nel brewing con adjunct di riso, per esempio, il problema è simile: l’amido del riso deve essere gelatinizzato, liquefatto e convertito in zuccheri che i lieviti possano fermentare. La differenza principale sta nello stile di bevanda, nella composizione del mash e nel sistema enzimatico complessivo [4].
Anche la produzione di sciroppi da materie prime amidacee non convenzionali utilizza principi analoghi. La rassegna sulla conversione enzimatica di materiali amidacei per sciroppo di glucosio descrive l’importanza di rendere il substrato accessibile e di combinare enzimi con funzioni diverse. Questo è utile per interpretare l’alfa-amilasi nel vino di riso non come additivo generico, ma come enzima con un ruolo definito nella sequenza di trasformazione dell’amido [4].
Le applicazioni su sottoprodotti del riso, come la valorizzazione della pula attraverso idrolisi acida ed enzimatica per ottenere zuccheri fermentabili, mostrano inoltre come la tecnologia enzimatica sia rilevante anche per la sostenibilità e l’uso efficiente delle biomasse. Tuttavia, quando l’obiettivo è una bevanda alimentare, la selezione della materia prima deve rimanere coerente con requisiti sensoriali, igienici e normativi del prodotto finale [7].
L’efficacia dell’alfa-amilasi dipende dal contatto con l’amido accessibile. Una dispersione non uniforme dell’enzima nel mash può generare zone sovra-idrolizzate e zone ancora dense, con effetti negativi sulla riproducibilità. La miscelazione, l’idratazione del riso e la sequenza di aggiunta sono quindi fattori di processo rilevanti, anche senza entrare in dettagli operativi specifici [2].
Anche il livello di idrolisi va interpretato in funzione del prodotto finale. Un’eccessiva destrinizzazione può cambiare corpo, fermentabilità e residuo percepito; un’idrolisi insufficiente può lasciare amido non convertito e limitare la disponibilità di zuccheri. Il punto tecnico non è “idrolizzare il più possibile”, ma ottenere un profilo di liquefazione coerente con la saccarificazione e con lo stile di vino di riso desiderato [10].
Infine, l’alfa-amilasi deve essere integrata in un sistema compatibile con lieviti e colture. La disponibilità di zuccheri nel tempo influenza la cinetica fermentativa; la composizione del mash influenza nutrienti e metaboliti; la gestione del riso prima della fermentazione influenza aroma e qualità. Gli studi che combinano enzimi, pretrattamenti e microrganismi nel vino di riso confermano che la prestazione finale deriva dall’intero schema di processo, non da un singolo ingrediente [3][6].
Food-Grade Alpha Amylase For Rice Wine Processing è proposto come alfa-amilasi per supportare la liquefazione dell’amido di riso in processi di vino di riso e bevande fermentate a base di cereali amidacei. La funzione tecnica attesa è la riduzione della viscosità del mash e la preparazione del substrato alla saccarificazione, in coerenza con l’impiego generale delle amilasi in processi alimentari e fermentativi .
Enzymes.bio opera come fornitore online di enzimi e non deve essere interpretato come produttore originario o laboratorio analitico. Il prodotto è acquistabile direttamente online in unità da 1 kg; il certificato di analisi e la scheda di dati di sicurezza accompagnano l’ordine, fornendo la documentazione commerciale e di sicurezza associata al prodotto acquistato .
Per un utilizzatore B2B, il valore del prodotto risiede nella possibilità di integrare un’amilasi alimentare in un processo già definito di lavorazione del riso: cottura o gelatinizzazione, liquefazione, eventuale saccarificazione e fermentazione. La scelta tecnica deve restare collegata alla materia prima, allo stile di vino di riso e alla struttura del processo, perché l’enzima interviene sulla frazione amidacea ma non sostituisce starter, lieviti, controllo microbiologico o gestione sensoriale.
L’alfa-amilasi alimentare per vino di riso è un ausilio tecnico mirato: taglia internamente le catene dell’amido gelatinizzato, riduce la viscosità del mash e genera destrine più accessibili alla saccarificazione. La sua utilità è più evidente quando si lavora con riso cotto, riso spezzato, riso estruso o slurry amidacei in cui la gestione fisica della massa condiziona l’efficienza della fermentazione [1][3].
Le evidenze disponibili sono solide per il meccanismo di idrolisi dell’amido e coerenti con studi specifici su riso spezzato, estrusione, idrolisi enzimatica e fermentazione del vino di riso cinese. Restano invece da valutare caso per caso gli effetti sul profilo aromatico, sul corpo e sulla qualità sensoriale, perché questi dipendono dall’intero ecosistema fermentativo e non dalla sola liquefazione [2][6].
In sintesi, l’alfa-amilasi non è una scorciatoia universale per produrre vino di riso, ma uno strumento affidabile per rendere l’amido del riso più fluido, più controllabile e più adatto alla conversione fermentativa. Inserita correttamente nel processo, può migliorare la lavorabilità del mash e supportare una trasformazione più prevedibile dei substrati amidacei in bevande fermentate a base di riso.
Venduto in unità da 1 kg, disponibile a magazzino e pronto per la spedizione. Ordina direttamente dal nostro store: paga online e noi elaboriamo il tuo ordine. Un Certificato di Analisi e una Scheda Dati di Sicurezza sono inclusi in ogni ordine.
Acquista Food-Grade Alpha Amylase For Rice Wine Processing →Numerati in ordine di prima citazione. Fonti open access, ciascuna verificata come raggiungibile al momento della pubblicazione; i numeri di citazione nel testo rimandano qui.