Food-Grade Alpha Amylase for Rice Wine Processing to enzym amylolityczny stosowany jako pomoc technologiczna w przetwarzaniu ryżu na wino ryżowe i podobne fermentowane napoje zbożowe. Jego główna funkcja to szybkie cięcie wewnętrznych wiązań α-1,4 w skrobi ryżowej, co zmniejsza lepkość gotowanej masy, tworzy dekstryny i ułatwia dalszą sacharyfikację oraz fermentację. Enzymes.bio dostarcza ten produkt online w jednostkach 1 kg; firma pełni rolę dostawcy, a dokumenty CoA i SDS są dostarczane wraz z zamówieniem .
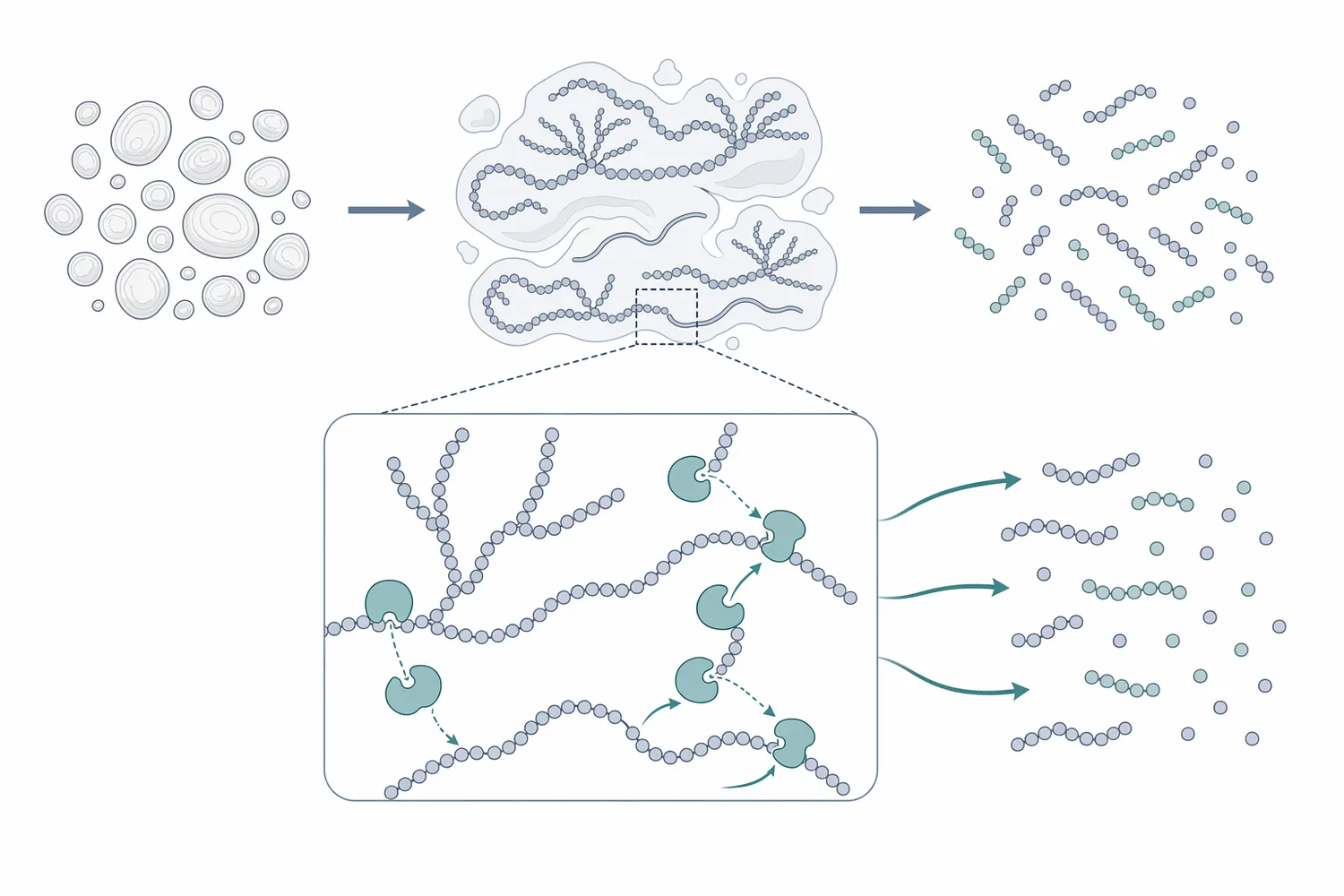
Alfa-amylaza jest enzymem hydrolizującym skrobię, czyli główny węglowodan zapasowy ryżu. Skrobia ryżowa składa się zasadniczo z dwóch frakcji: amylozy, zbudowanej głównie z liniowych wiązań α-1,4-glikozydowych, oraz amylopektyny, która zawiera odcinki α-1,4 i rozgałęzienia α-1,6. Alfa-amylaza działa przede wszystkim na wiązania α-1,4 wewnątrz łańcuchów, dlatego jest enzymem „endo” — nie odcina systematycznie pojedynczych cząsteczek glukozy od końca łańcucha, lecz rozcina długie polimery na krótsze fragmenty. W praktyce technologicznej oznacza to przejście od gęstej, lepkiej masy ryżowej do bardziej płynnej zawiesiny bogatej w rozpuszczalne dekstryny [1].
W produkcji wina ryżowego alfa-amylaza nie powinna być rozumiana jako pełny zamiennik całej mikrobiologii startera ani jako jedyny enzym prowadzący proces od ryżu do alkoholu. Jej rola jest bardziej precyzyjna: upłynnia skleikowaną skrobię, zwiększa powierzchnię kontaktu substratu z innymi enzymami i przygotowuje materiał do etapu, w którym glukoamylaza, enzymy mikroorganizmów i drożdże mogą efektywniej wytwarzać oraz wykorzystywać cukry fermentowalne. Badania nad przetwarzaniem ryżu i surowców skrobiowych konsekwentnie rozróżniają etap upłynniania od etapu głębszej hydrolizy do cukrów redukujących lub glukozy [2].
Określenie „Food-Grade Alpha Amylase for Rice Wine Processing” odnosi się tutaj do zastosowania enzymu w przetwarzaniu żywności, zwłaszcza w matrycach ryżowych. Enzymes.bio nie jest producentem enzymu ani laboratorium badawczym; działa jako dostawca internetowy, a produkt jest oferowany w jednostce 1 kg. Dla użytkownika przemysłowego najważniejsze jest nie hasło marketingowe, lecz funkcja technologiczna: kontrolowane obniżenie lepkości i przygotowanie skrobi ryżowej do fermentacji .
Ryż jest surowcem wysokoskrobiowym. Po gotowaniu, parowaniu lub innej obróbce cieplno-wodnej ziarna pęcznieją, a skrobia ulega kleikowaniu. Ten etap jest korzystny, ponieważ udostępnia granule skrobi enzymom, ale jednocześnie powoduje gwałtowny wzrost lepkości. W kadzi fermentacyjnej lub mieszalniku przemysłowym taka masa może utrudniać mieszanie, równomierny transfer ciepła, przepływ pomiędzy etapami i kontakt mikroorganizmów z substratem. Właśnie dlatego w procesach ryżowych tak często rozdziela się fizyczne przygotowanie surowca od enzymatycznej hydrolizy skrobi [3].
Alfa-amylaza rozwiązuje ten problem przez szybkie skracanie łańcuchów skrobi. Długie cząsteczki amylozy i amylopektyny odpowiadają za znaczną część lepkości skleikowanej masy; po ich przecięciu powstają krótsze dekstryny, które nie tworzą tak silnej sieci żelowej. Efekt technologiczny jest zauważalny nie dlatego, że cały ryż natychmiast zamienia się w glukozę, lecz dlatego, że system traci „kleikowaty” charakter. W badaniach nad chińskim winem ryżowym analizowano właśnie takie podejście: przygotowanie łamanego ryżu poprzez enzymatyczne upłynnienie przed równoczesną sacharyfikacją i fermentacją [4].
Upłynnienie ma również znaczenie biologiczne. Drożdże nie fermentują skrobi jako takiej; fermentują cukry proste i niektóre łatwo przyswajalne produkty hydrolizy. Jeżeli skrobia pozostaje w zwartej, lepkiej matrycy, enzymy sacharyfikujące działają wolniej, a lokalne różnice stężenia cukrów mogą prowadzić do nierównomiernej fermentacji. Alfa-amylaza nie dostarcza sama pełnego profilu cukrów fermentowalnych, ale tworzy warunki, w których kolejne enzymy i mikroorganizmy mają fizycznie łatwiejszy dostęp do substratu [1].
Najważniejszy mechanizm działania alfa-amylazy można streścić w trzech poziomach: molekularnym, reologicznym i fermentacyjnym. Na poziomie molekularnym enzym hydrolizuje wewnętrzne wiązania α-1,4 w łańcuchach skrobi. Na poziomie reologicznym skracanie łańcuchów zmniejsza lepkość, ponieważ krótsze cząsteczki słabiej zagęszczają wodną fazę zacieru. Na poziomie fermentacyjnym powstałe dekstryny stają się lepszym substratem dla glukoamylazy i enzymów wytwarzanych przez startery fermentacyjne [5].
Istotne jest odróżnienie alfa-amylazy od glukoamylazy. Alfa-amylaza działa szybko i losowo wewnątrz łańcuchów, dlatego jest szczególnie przydatna na początku obróbki skleikowanej skrobi. Glukoamylaza działa bardziej „końcowo”: odcina jednostki glukozy z nieredukujących końców dekstryn i skrobi, przez co ma większe znaczenie dla tworzenia glukozy fermentowalnej. W praktyce produkcji alkoholi ze skrobi często wykorzystuje się więc logikę dwóch etapów: najpierw upłynnienie, potem sacharyfikacja [1].
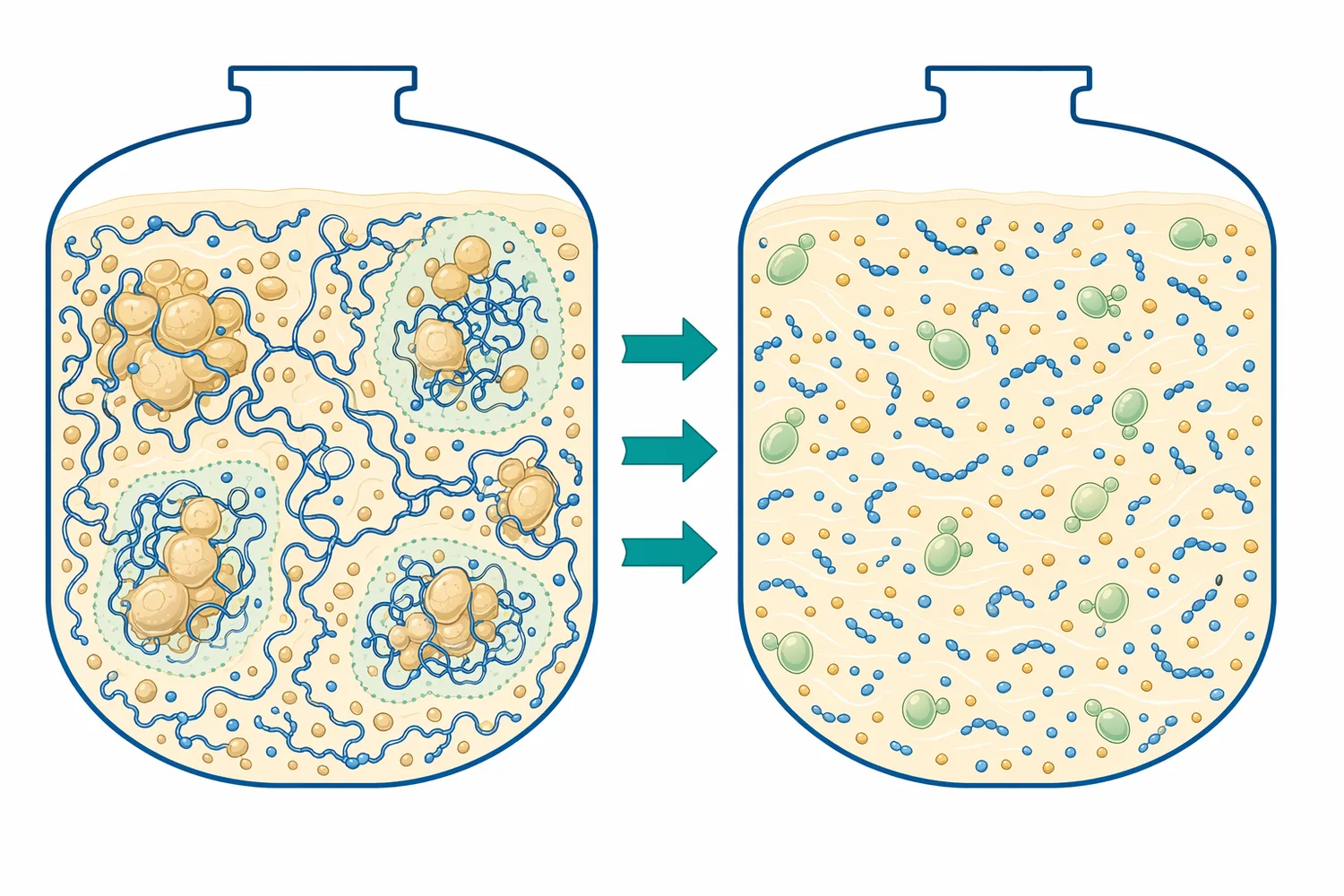
W ryżu dodatkowo liczy się struktura samego ziarna. Nawet po gotowaniu fragmenty skrobi mogą pozostawać zamknięte w matrycy białkowo-skrobiowej albo w gęstych skupiskach kleiku. Gdy alfa-amylaza rozluźnia te struktury, inne enzymy uzyskują większą powierzchnię reakcji. Badania nad enzymatycznym przetwarzaniem germinowanego ryżu brązowego pokazują, że dobór warunków hydrolizy może być ukierunkowany na zwiększenie produkcji cukrów redukujących, co potwierdza znaczenie kontrolowanej enzymatycznej dostępności skrobi ryżowej [2].
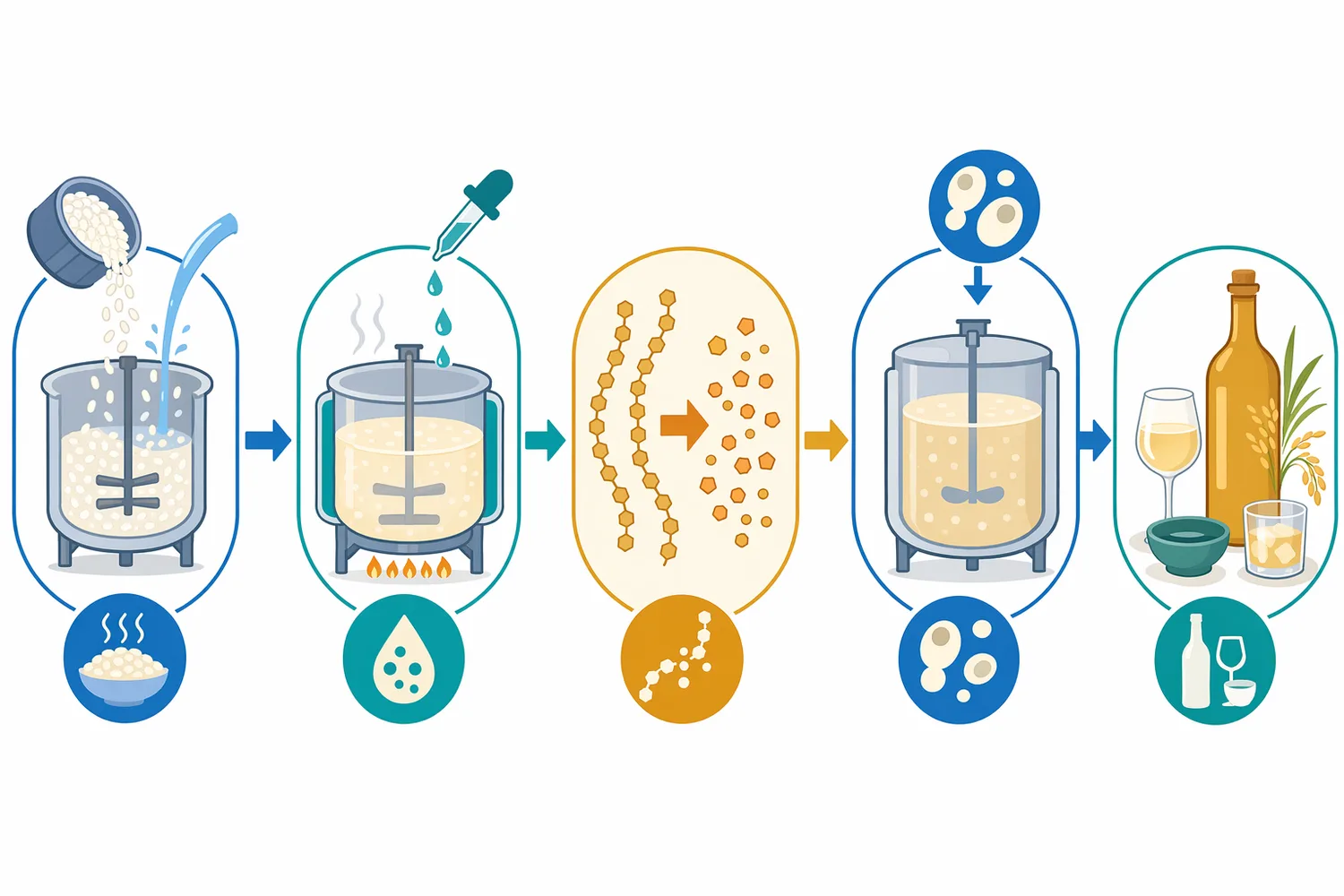
Wino ryżowe powstaje z surowca skrobiowego, ale alkohol powstaje dopiero po przekształceniu tej skrobi w cukry wykorzystywane przez drożdże. Typowy układ technologiczny obejmuje przygotowanie ryżu, obróbkę cieplną, kontakt z enzymami lub starterem, sacharyfikację i fermentację alkoholową. Alfa-amylaza najczęściej pełni rolę enzymu wczesnego etapu: działa wtedy, gdy ryż jest już uwodniony i skleikowany, a masa wymaga obniżenia lepkości oraz przygotowania do dalszych przemian [4].
W produkcji chińskiego wina ryżowego badano m.in. enzymatyczne upłynnianie łamanego ryżu jako etap poprzedzający równoczesną sacharyfikację i fermentację. Tego typu podejście jest ważne przemysłowo, ponieważ łamany ryż jest surowcem o dużej zawartości skrobi, ale wymaga skutecznego przygotowania, aby jego węglowodany były dostępne dla układu enzymatyczno-mikrobiologicznego. Sam tytułowy model „enzymatic extrusion liquefaction pretreatment” wskazuje na połączenie obróbki mechaniczno-cieplnej z enzymatycznym rozluźnieniem skrobi przed fermentacją [4].
Inne badania nad ryżem do chińskiego wina ryżowego analizowały wpływ wysokiego ścinania w ekstruzji połączonego z hydrolizą enzymatyczną na właściwości ryżu i fermentację. To ważny sygnał dla technologów: alfa-amylaza nie działa w próżni. Jej efekt zależy od tego, jak ryż został rozdrobniony, uwodniony, ogrzany i wymieszany. Obróbka fizyczna może zwiększać podatność skrobi na enzymy, natomiast enzym może zmniejszać lepkość, która ogranicza skuteczność mieszania [3].
W praktyce procesowej alfa-amylaza może być używana w układach, w których tradycyjny starter dostarcza części enzymów, ale operator chce bardziej przewidywalnego upłynnienia skrobi. Nie oznacza to zastąpienia startera, drożdży ani kontroli mikrobiologicznej. Oznacza raczej wprowadzenie konkretnej funkcji technologicznej: zmniejszenia lepkości i zwiększenia dostępności skrobi na etapie, który często decyduje o równomierności dalszej fermentacji [6].
W produkcji wina ryżowego różne enzymy wpływają na różne frakcje surowca. Skrobia jest najważniejszym źródłem węgla dla fermentacji alkoholowej, ale ryż zawiera również białka, lipidy, minerały i związki wpływające na aromat. Dlatego alfa-amylaza odpowiada głównie za etap skrobiowy, podczas gdy inne enzymy mogą wspierać tworzenie cukrów fermentowalnych, azotu przyswajalnego i prekursorów aromatu [7].
| Składnik enzymatyczny | Główny substrat w ryżu | Podstawowy efekt technologiczny | Znaczenie dla wina ryżowego | Czego nie należy oczekiwać |
|---|---|---|---|---|
| Alfa-amylaza | Skrobia: głównie wiązania α-1,4 w amylozie i amylopektynie | Upłynnienie, spadek lepkości, tworzenie dekstryn | Ułatwia mieszanie, kontakt enzymów z ryżem i dalszą sacharyfikację | Nie gwarantuje sama pełnej fermentowalności ani profilu aromatycznego |
| Glukoamylaza | Dekstryny i końce łańcuchów skrobiowych | Uwalnianie glukozy z produktów pośrednich | Zwiększa dostępność cukrów bezpośrednio użytecznych dla drożdży | Nie zastępuje potrzeby dobrego przygotowania skleikowanej skrobi |
| Proteaza kwaśna lub inne proteazy | Białka ryżu i startera | Uwalnianie peptydów i aminokwasów | Może wpływać na odżywienie mikroorganizmów i prekursory smaku | Nie jest enzymem upłynniającym skrobię |
| Mikroflora startera, np. pleśnie, drożdże, bakterie mlekowe | Skrobia, cukry, białka i metabolity pośrednie | Sacharyfikacja, fermentacja alkoholowa, kwasowość, aromat | Kształtuje finalny charakter napoju | Nie zawsze zapewnia powtarzalną aktywność jednego konkretnego enzymu |
Badania nad poprawą jakości wina ryżowego wskazują, że enzymy i mikroorganizmy mogą działać komplementarnie. Przykładowo, prace dotyczące dodatku kwaśnej proteazy i Lactobacillus plantarum podczas moczenia ryżu koncentrują się na innym fragmencie procesu niż alfa-amylaza, ale pokazują szerszą zasadę: jakość wina ryżowego wynika z interakcji skrobi, białek, mikrobiologii i warunków fermentacji, a nie z pojedynczego parametru [7].
Najbardziej bezpośrednią korzyścią alfa-amylazy jest obniżenie lepkości masy ryżowej. W zakładzie produkcyjnym przekłada się to na łatwiejsze mieszanie, mniejsze ryzyko martwych stref w zbiorniku i bardziej równomierny kontakt enzymów ze skrobią. Wysoka lepkość utrudnia także transport masy pomiędzy etapami, dlatego upłynnienie ma znaczenie zarówno dla biochemii, jak i dla mechaniki procesu [3].
Obniżenie lepkości nie jest równoznaczne z pełnym scukrzeniem. To częsty błąd interpretacyjny: zacier może stać się płynny, ale nadal zawierać znaczną ilość dekstryn, które wymagają dalszej hydrolizy. Dla produkcji wina ryżowego jest to jednak korzystny etap pośredni, ponieważ zbyt gęsta masa ogranicza dyfuzję enzymów i metabolitów. Alfa-amylaza działa więc jako „otwieracz” struktury skrobi, a nie jako jedyny enzym kończący proces [1].
Po przecięciu długich łańcuchów skrobi powstają krótsze fragmenty, które są łatwiejsze do dalszej obróbki enzymatycznej. Glukoamylaza i enzymy pochodzące ze starterów fermentacyjnych mogą efektywniej działać na dekstryny niż na zwartą, wysoko lepką matrycę skrobiową. W badaniach nad ryżową skrobią odporną wykorzystywano sekwencyjne działanie termostabilnej alfa-amylazy i glukoamylazy, co dobrze ilustruje, że te enzymy pełnią różne, uzupełniające się funkcje w modyfikacji skrobi [5].
Dostępność skrobi zależy również od rodzaju ryżu, stopnia rozdrobnienia i warunków obróbki. Ryż kleisty, ryż długoziarnisty, ryż brązowy czy łamany mogą różnić się strukturą skrobi i składnikami towarzyszącymi. Literatura dotycząca wykorzystania kleistego ryżu Leum Pua jako substratu do syropu cukrowego i octu pokazuje, że enzymatyczna hydroliza surowców ryżowych może być ukierunkowana na produkcję cukrów do dalszych fermentacji, ale efekty zależą od konkretnej matrycy surowcowej [8].
Tradycyjne fermentacje ryżowe często korzystają ze starterów, które są biologicznie złożone i mogą dostarczać wielu enzymów jednocześnie. Taka złożoność jest cenna dla aromatu i regionalnego charakteru napoju, lecz może utrudniać przewidywalność przemysłową. Dodanie alfa-amylazy jako osobnego składnika pomocniczego pozwala bardziej świadomie sterować przynajmniej jednym etapem: hydrolizą wiązań α-1,4 i upłynnieniem skrobi [6].
Nie oznacza to, że alfa-amylaza automatycznie standaryzuje cały produkt końcowy. Fermentacja alkoholowa zależy od drożdży, dostępności azotu, kwasowości, temperatury, natlenienia na wczesnym etapie i konkurencji mikroorganizmów. Enzym może ograniczyć zmienność reologiczną masy ryżowej, ale nie przejmuje kontroli nad całym metabolizmem fermentacji [7].
Wino ryżowe może być wytwarzane z różnych frakcji ryżu, w tym ryżu pełnego, kleistego, łamanego lub surowców pochodnych. Z punktu widzenia alfa-amylazy kluczowe jest, ile dostępnej skrobi zawiera surowiec i jak łatwo można ją uwodnić oraz skleikować. Badania nad łamanym ryżem w produkcji chińskiego wina ryżowego wskazują, że surowce o wysokiej zawartości skrobi mogą być efektywnie włączane do fermentacji, jeśli zostaną odpowiednio przygotowane przez obróbkę enzymatyczną i fizyczną [4].
Również biomasa z polerowania ryżu może być rozpatrywana jako źródło fermentowalnych cukrów po hydrolizie. Prace nad waloryzacją otrąb lub frakcji polerskich ryżu pokazują, że zarówno hydroliza kwasowa, jak i enzymatyczna mogą służyć do uwalniania cukrów z biomasy ryżowej. Dla producenta napojów fermentowanych ważny jest tu ogólny wniosek: skuteczność wykorzystania surowca ryżowego zależy od przekształcenia węglowodanów strukturalnych i zapasowych w formy dostępne fermentacyjnie [9].

Ryż brązowy i kiełkowany ryż brązowy wnoszą dodatkowe składniki, takie jak frakcje błonnika, białka i związki bioaktywne. W takich matrycach sama skrobia może być mniej jedynym ograniczeniem, a warunki hydrolizy trzeba rozpatrywać razem z całą strukturą ziarna. Optymalizacja hydrolizy enzymatycznej kiełkowanego ryżu brązowego pod kątem cukrów redukujących pokazuje, że skrobia ryżowa jest podatna na sterowanie enzymatyczne, ale wymaga dopasowania do konkretnej odmiany i obróbki [2].
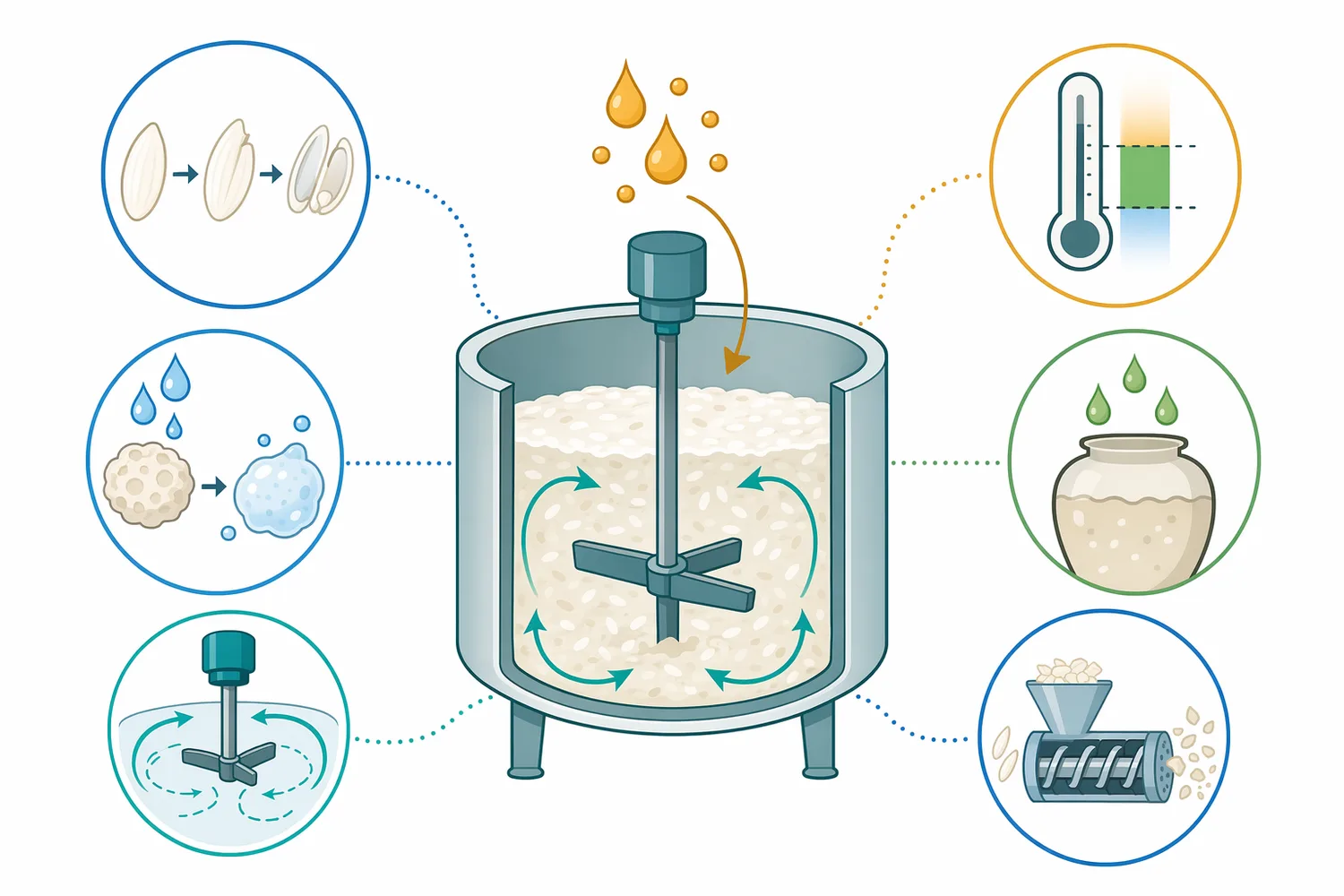
Efekt alfa-amylazy zależy od kontaktu enzymu ze skrobią. Jeżeli ryż nie został dostatecznie uwodniony lub skrobia nie została udostępniona przez obróbkę cieplną, enzym może działać wolniej, ponieważ jego substrat pozostaje fizycznie mniej dostępny. Z drugiej strony nadmiernie gęsta masa po kleikowaniu może ograniczać mieszanie, dlatego praktyczny proces musi równoważyć uwodnienie, obróbkę cieplną, lepkość i czas kontaktu enzymu z ryżem [3].
Temperatura i pH są istotne dla każdego enzymu, ale nie należy ich traktować w oderwaniu od konkretnej formulacji produktu i układu produkcyjnego. Alfa-amylazy pochodzenia mikrobiologicznego są szeroko badane w kontekście zastosowań przemysłowych, a prace nad szczepami Bacillus i innymi mikroorganizmami pokazują, że różne enzymy mogą mieć różne zakresy pracy. Nie wynika z tego jednak automatycznie, że każdy produkt dostępny handlowo ma identyczne właściwości procesowe [10].
W fermentacji ryżowej równie ważny jest moment dodania enzymu. Dodatek na etapie przygotowania zacieru może wspierać upłynnienie przed intensywną fermentacją, natomiast dodatek w układach równoczesnej sacharyfikacji i fermentacji wpisuje się w dynamiczny proces, w którym cukry są uwalniane i zużywane równolegle przez mikroorganizmy. Badania nad równoczesną sacharyfikacją i fermentacją łamanego ryżu pokazują właśnie taki zintegrowany model produkcji chińskiego wina ryżowego [4].
Dobrze potwierdzony jest sam mechanizm amylolityczny: alfa-amylaza rozkłada skrobię przez hydrolizę wiązań α-1,4, prowadząc do powstania krótszych węglowodanów. Jest to podstawa jej zastosowań w przemyśle spożywczym, fermentacyjnym i skrobiowym. Przeglądy dotyczące konwersji nietypowych materiałów skrobiowych do syropów glukozowych opisują amylazy jako kluczowe enzymy w przekształcaniu skrobi w użyteczne produkty cukrowe [1].
Dobrze udokumentowane jest również to, że obróbka enzymatyczna ryżu może wpływać na właściwości surowca i przebieg fermentacji. Prace nad połączeniem wysokiego ścinania, ekstruzji i hydrolizy enzymatycznej w kontekście chińskiego wina ryżowego pokazują, że modyfikacja struktury ryżu przed lub w trakcie procesu może zmieniać jego podatność na fermentację. Dla alfa-amylazy jest to szczególnie istotne, ponieważ enzym działa skuteczniej, gdy struktura skrobi jest otwarta i dostępna [3].
Umiarkowanie potwierdzone, ale silnie zależne od układu, są twierdzenia dotyczące finalnej jakości sensorycznej wina. Enzymy mogą wpływać na dostępność cukrów, aminokwasów i prekursorów aromatu, lecz aromat napoju powstaje w wyniku metabolizmu mikroorganizmów oraz interakcji wielu składników. Przykładowo, badania nad dodatkiem kwaśnej proteazy i Lactobacillus plantarum podczas moczenia ryżu koncentrują się na poprawie jakości wina indica, ale nie można takich wyników automatycznie przypisać samej alfa-amylazie [7].
Największym ograniczeniem jest to, że alfa-amylaza nie zastępuje drożdży ani enzymów kończących scukrzanie. Jeżeli proces wymaga wysokiego udziału glukozy, konieczne jest uwzględnienie enzymów lub mikroorganizmów zdolnych do dalszej hydrolizy dekstryn. Sekwencyjne zastosowanie alfa-amylazy i glukoamylazy w modyfikacji skrobi ryżowej pokazuje, że pełna konwersja skrobi wymaga więcej niż samego etapu upłynnienia [5].
Choć głównym zastosowaniem omawianego produktu jest przetwarzanie ryżu na wino ryżowe, ta sama logika technologiczna dotyczy innych fermentacji opartych na surowcach skrobiowych. Jeżeli proces obejmuje ryż, łamany ryż, mąkę ryżową lub inne frakcje bogate w skrobię, alfa-amylaza może być rozważana jako enzym obniżający lepkość i przygotowujący substrat do dalszej hydrolizy. Przeglądy konwersji materiałów skrobiowych opisują tę funkcję jako jeden z podstawowych etapów wytwarzania cukrów fermentowalnych [1].
W produkcji octu z substratów ryżowych hydroliza skrobi również jest etapem poprzedzającym fermentację alkoholową i późniejsze utlenianie etanolu do kwasu octowego. Badania nad kleistym ryżem Leum Pua jako substratem do syropu cukrowego i octu pokazują, że enzymatyczne rozkładanie surowej lub przetworzonej skrobi ryżowej może tworzyć bazę dla kolejnych bioprocesów. To potwierdza, że alfa-amylaza jest narzędziem nie tylko dla wina ryżowego, ale dla szerszej grupy fermentacji zbożowych [8].
Alfa-amylaza ma też znaczenie w produktach ryżowych niezwiązanych bezpośrednio z alkoholem. W pieczywie bezglutenowym z mąką ryżową enzym ten może wpływać na właściwości ciasta i produktu, ponieważ modyfikuje dostępność skrobi oraz jej zachowanie podczas ogrzewania. Badania nad chlebem bezglutenowym z wysokobiałkową mąką ryżową i dodatkiem alfa-amylazy pokazują, że enzym ten jest istotny również w reologii i strukturze produktów ryżowych [11].
Dla klienta B2B najważniejsze jest rozumienie funkcji produktu, a nie traktowanie enzymu jako samodzielnej gwarancji wyniku. Food-Grade Alpha Amylase for Rice Wine Processing jest dostarczana jako enzym pomocniczy do procesu, w którym skrobia ryżowa musi zostać rozluźniona, upłynniona i przygotowana do dalszej konwersji. Produkt jest dostępny online w jednostkach 1 kg, a Enzymes.bio działa jako dostawca, nie jako producent ani laboratorium wykonujące badania procesu użytkownika .
Dokumentacja CoA i SDS dostarczana wraz z zamówieniem pełni inną rolę niż walidacja procesu u klienta. CoA odnosi się do dostarczonej partii produktu, a SDS do informacji bezpieczeństwa, natomiast rzeczywisty efekt technologiczny zależy od ryżu, obróbki cieplnej, mieszania, startera, drożdży, czasu kontaktu i całej konfiguracji fermentacji. Dlatego w praktyce alfa-amylazę należy traktować jako element procesu, którego działanie trzeba powiązać z własną matrycą surowcową i zakładanym profilem fermentacji [3].
Warto również unikać uproszczenia „więcej enzymu = lepszy produkt”. Nadmierne lub źle umiejscowione upłynnienie może zmienić dynamikę uwalniania cukrów, a ta wpływa na wzrost drożdży, tempo fermentacji i profil metabolitów. Badania nad różnymi enzymami w kontekście jakości wina ryżowego pokazują, że korzystny efekt wynika z dopasowania enzymu do etapu procesu, a nie z samego faktu jego dodania [7].
Food-Grade Alpha Amylase for Rice Wine Processing ma jasną funkcję w produkcji wina ryżowego: rozcina wiązania α-1,4 w skrobi ryżowej, obniża lepkość gotowanej masy i tworzy dekstryny dostępne dla dalszej sacharyfikacji. Dzięki temu proces może być łatwiejszy do mieszania, bardziej jednorodny i lepiej przygotowany do fermentacji prowadzonej przez drożdże oraz mikroorganizmy starterowe. Najsilniejsze podstawy naukowe dotyczą właśnie mechanizmu hydrolizy skrobi i technologicznego upłynnienia surowca [1].
Wynik końcowy wina ryżowego zależy jednak od całego układu: rodzaju ryżu, obróbki cieplnej, udziału glukoamylazy, mikroflory startera, drożdży, proteolizy, kwasowości i prowadzenia fermentacji. Alfa-amylaza jest więc narzędziem do kontrolowania jednego z kluczowych etapów — przygotowania skrobi — ale nie zastępuje pełnego projektu technologicznego napoju. Badania nad łamanym ryżem, ekstruzją, hydrolizą enzymatyczną i fermentacją chińskiego wina ryżowego potwierdzają, że najlepsze efekty wynikają z połączenia właściwej obróbki fizycznej i enzymatycznej [4].
Enzymes.bio udostępnia ten enzym jako dostawca online w jednostkach 1 kg, z dokumentami CoA i SDS dostarczanymi wraz z zamówieniem. Dla zastosowań B2B najbezpieczniejsza interpretacja jest techniczna: alfa-amylaza służy do upłynniania skrobi ryżowej i poprawy dostępności substratu, natomiast ostateczna wydajność fermentacji oraz profil sensoryczny pozostają wynikiem całego procesu produkcyjnego .
Sprzedawany w jednostkach 1 kg, dostępny z magazynu i gotowy do wysyłki. Zamów bezpośrednio w naszym sklepie — zapłać online, a my przetworzymy Twoje zamówienie. Do każdego zamówienia dołączamy Certyfikat Analizy i Kartę Charakterystyki.
Kup Food-Grade Alpha Amylase For Rice Wine Processing →Ponumerowano według kolejności pierwszego cytowania. Źródła open access, każde zweryfikowane jako dostępne w momencie publikacji; numery cytowań w tekście prowadzą tutaj.