Food-Grade Neutral Protease Filtration Aid Enzyme is used upstream of clarification, centrifugation, filtration or membrane separation to hydrolyze proteins that contribute to haze, sediment, colloidal instability and slow flow. It does not “filter” the product itself; it changes protein structures into smaller peptides so the downstream separation step has less protein-driven fouling, bridging and colloid stabilization to overcome.
For Enzymes.bio customers, the product is available directly online by the 1 kg unit: place the order, pay online, and the order is processed and shipped. A Certificate of Analysis and Safety Data Sheet are included with the order.
A neutral protease is a proteolytic enzyme that cleaves peptide bonds in proteins under near-neutral processing conditions. Proteases are widely described in food and biotechnology as enzymes that hydrolyze proteins into smaller peptides and amino-acid-containing fragments, and microbial proteases are especially important because they can be produced for broad industrial food applications [1].
In filtration-aid use, the value of neutral protease is not mechanical filtration. The enzyme acts before the filter: it attacks proteinaceous material that can otherwise bind particles together, stabilize fine suspensions, form soft filter cakes, foul membranes or create persistent haze. Once protein chains are cut, their molecular size, shape, surface behavior and interaction with other food components can change in ways that make physical separation easier [2].
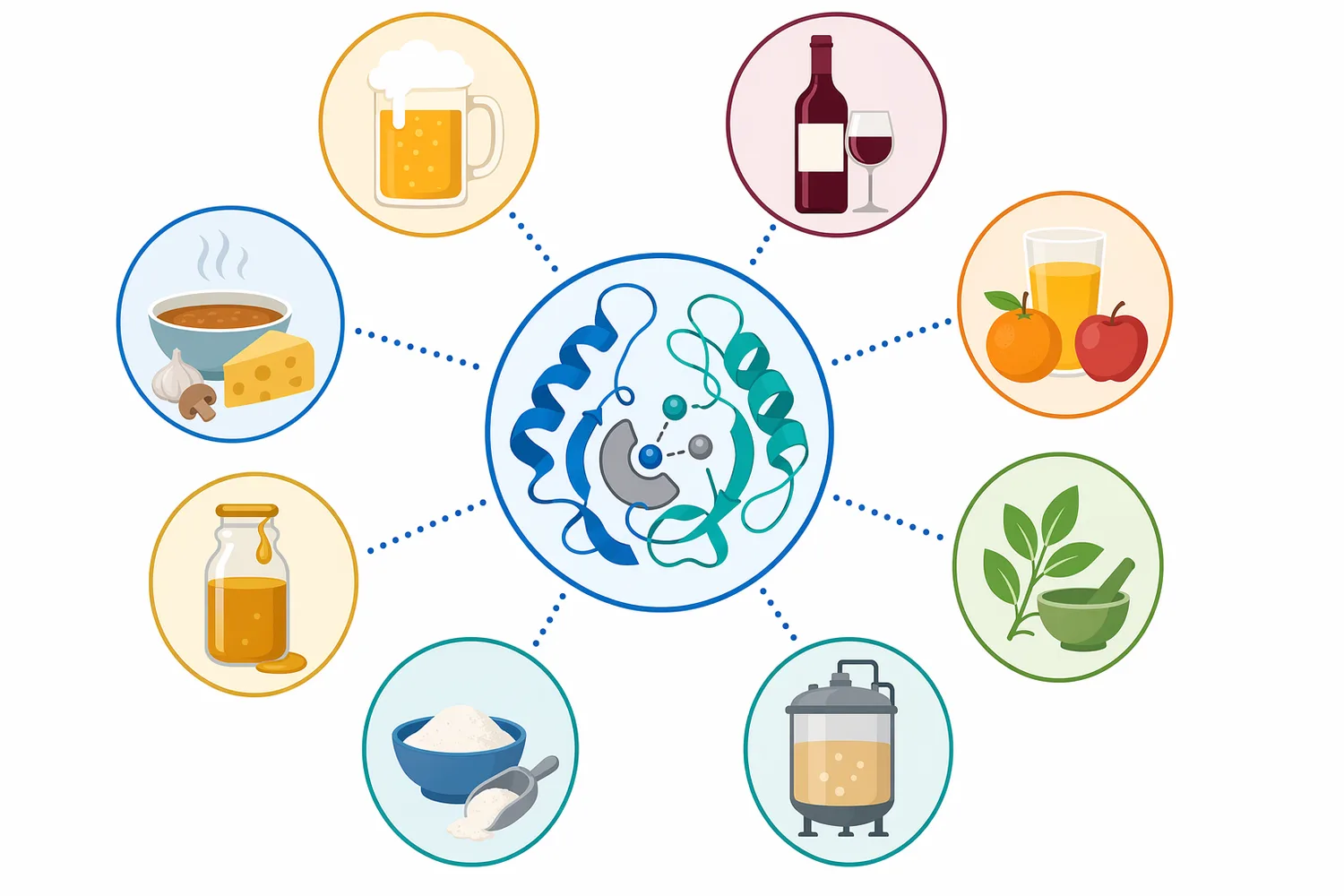
Food-grade proteases have a long history in food processing, including protein modification, flavor development, hydrolysate production, baking, brewing-related operations and the processing of plant or animal protein ingredients. A neutral protease filtration aid fits within this broader pattern: it is a processing enzyme used to alter the protein fraction of a food or beverage stream before a conventional unit operation such as settling, fining, centrifugation, depth filtration or ultrafiltration [3].
Proteins in food and beverage systems are not just dissolved nutrients. Depending on the matrix, they can behave like colloidal stabilizers, particle bridges, emulsifiers or fouling agents. A globular plant protein, for example, may partly unfold during heating or processing; exposed hydrophobic regions can associate with other proteins, phenolics, minerals or insoluble particles, forming haze or sediment that is difficult to remove cleanly [4].
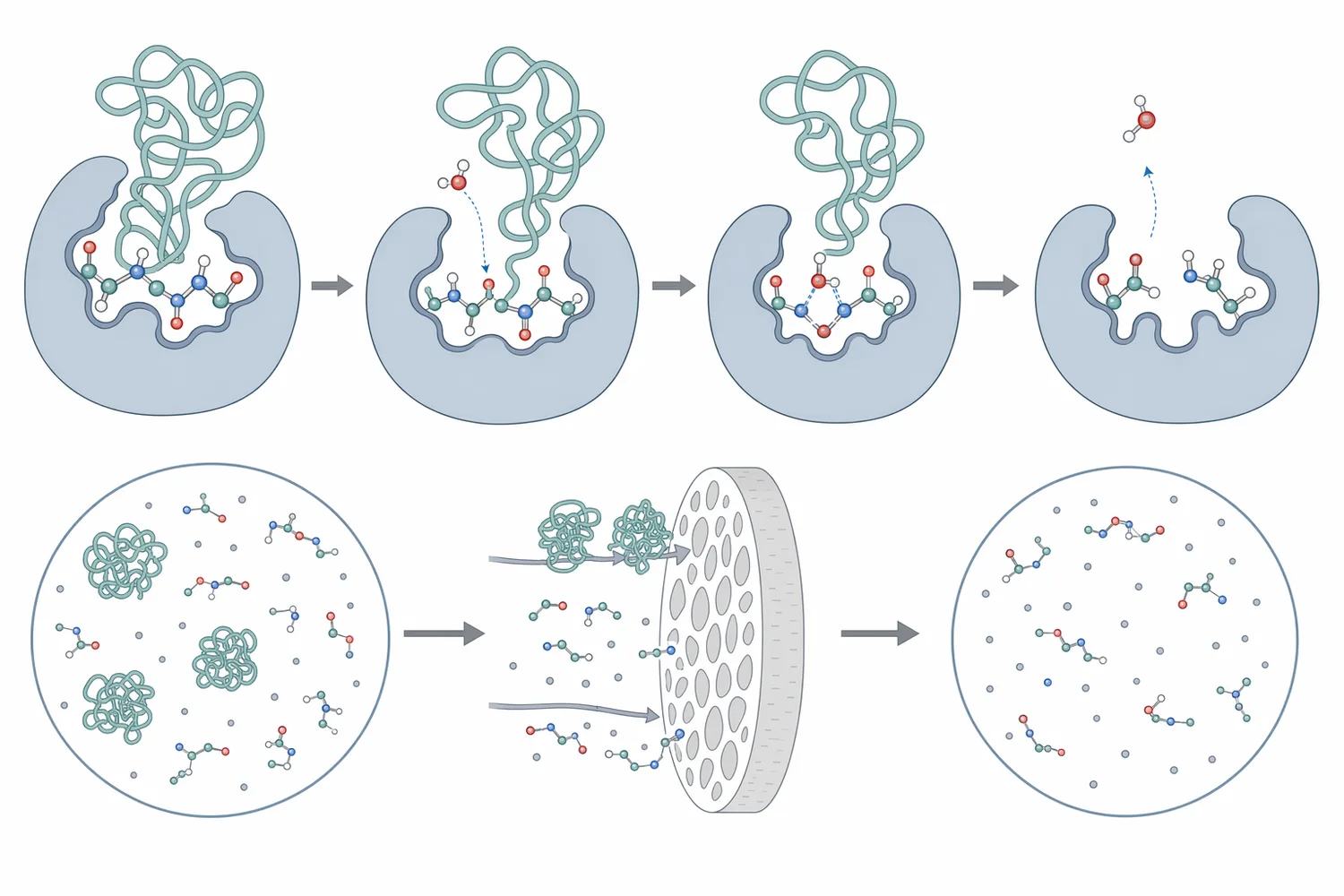
Neutral protease reduces this problem by adding water across selected peptide bonds. A long protein chain becomes a collection of shorter peptides. That can reduce the protein’s ability to span between particles, form elastic films around oil droplets, trap suspended solids in a gelatinous network, or adsorb strongly to membrane surfaces. In filtration terms, the feed may present fewer sticky protein complexes and less compressible protein-rich material at the filter surface [2].
This mechanism is particularly useful when the filtration bottleneck is not caused by one visible impurity but by a mixed colloidal system. In fruit, vegetable, cereal and plant-protein streams, proteins may coexist with pectin, hemicellulose fragments, starch residues, lipids, minerals and polyphenols. Protease only targets the protein portion, but reducing that portion can still change the whole colloidal balance because proteins often help hold the rest of the suspended system together [1].
The result is process-dependent. In one liquid, hydrolysis may reduce haze formation; in another, it may reduce membrane fouling; in another, it may make centrifuged solids less soft and easier to compact. The common biochemical event is the same—peptide-bond cleavage—but the visible processing benefit depends on which proteins are present, how they are folded or aggregated, and what they are interacting with in the matrix [4].
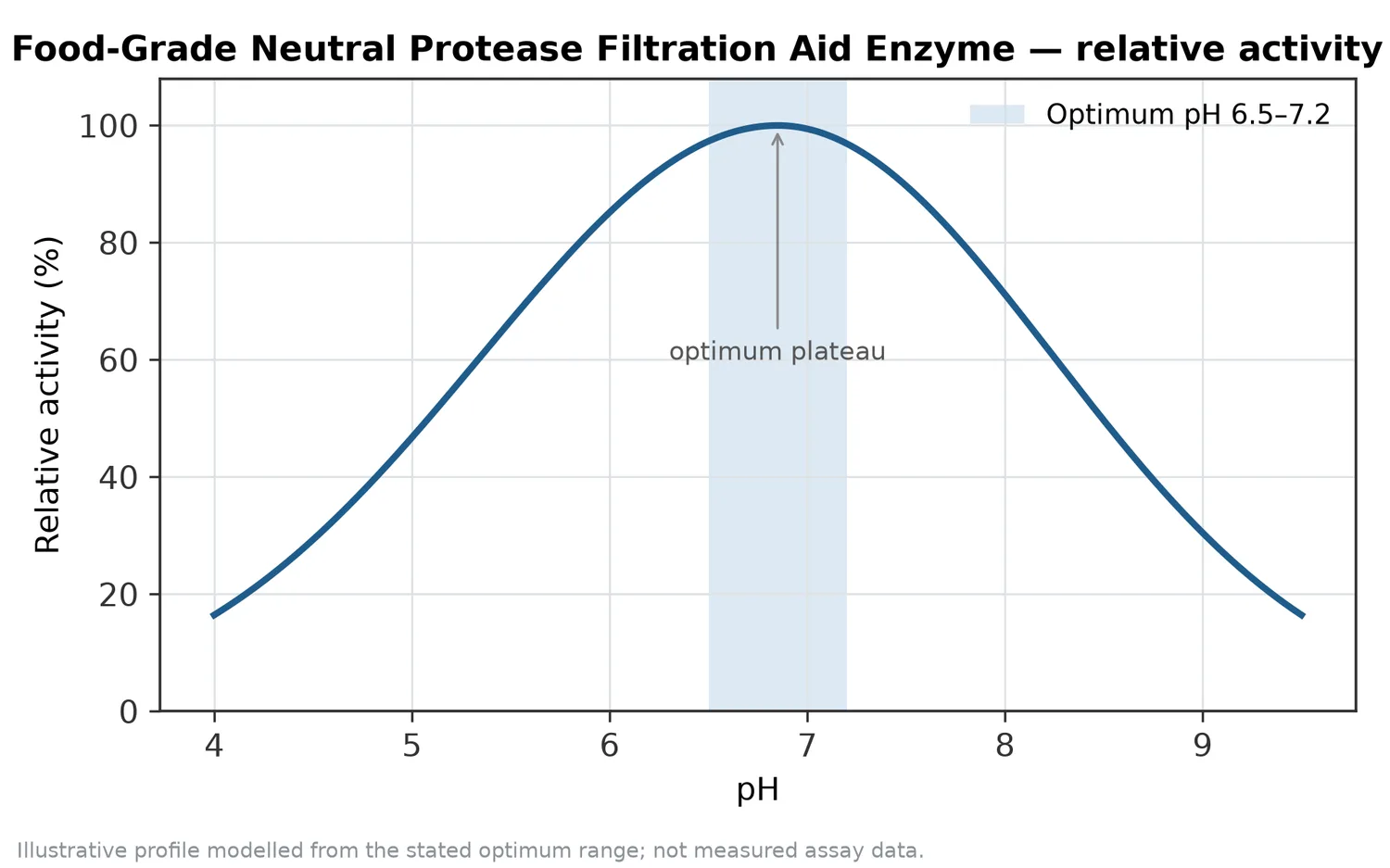
Different proteases are often described by the pH conditions in which they are most suited to operate. This is not just a naming convention: pH affects the charge of amino-acid side chains, the conformation of proteins, the active site of the enzyme and the way protein fragments interact after hydrolysis. Neutral protease is used where the process is closer to neutral than strongly acidic or strongly alkaline [3].
| Protease type | General pH character | Typical protein effect | Filtration-aid relevance | Conceptual limitation |
|---|---|---|---|---|
| Acid protease | Below neutral pH | Hydrolyzes proteins under acidic conditions where many fruit, fermentation or acidified systems may operate | Useful conceptually where the stream is naturally acidic and protein haze is part of the issue | May not be the best fit for processes held close to neutral pH |
| Neutral protease | Around neutral pH | Cleaves proteins without relying on strongly acidic or alkaline conditions | Well suited as a protein-management aid before clarification, filtration or ultrafiltration in many food and beverage streams | Only addresses the protein fraction; pectin, starch, gums or mineral haze need other controls |
| Alkaline protease | Above neutral pH | Hydrolyzes proteins in alkaline environments and is widely used in industrial biotechnology | Useful where process conditions are alkaline and protein breakdown is desired | May be unsuitable for foods or beverages that cannot tolerate alkaline processing |
The practical point is that “neutral” describes the intended biochemical operating space of the enzyme class. It does not mean the enzyme is inactive outside a single pH value, and it does not mean it can solve every filtration problem. It means the protease is designed around protein hydrolysis in conditions closer to neutral than to strongly acid or strongly alkaline processing [2].
Protein haze forms when proteins remain dispersed as fine particles or complexes rather than being fully soluble or fully removable. The haze may be invisible immediately after processing but appear later as temperature, storage time, oxygen exposure, polyphenol interaction or mineral balance changes. Proteases are relevant because they reduce large protein structures into smaller fragments that often have different solubility and aggregation behavior [1].
In a beverage, intact proteins can interact with polyphenols and polysaccharides, forming light-scattering complexes. If the protein is cut into shorter peptides, it may no longer provide the same binding surface or bridging length needed to create visible aggregates. This is why neutral protease can be useful before fining or filtration when proteinaceous colloids are part of the haze mechanism [4].
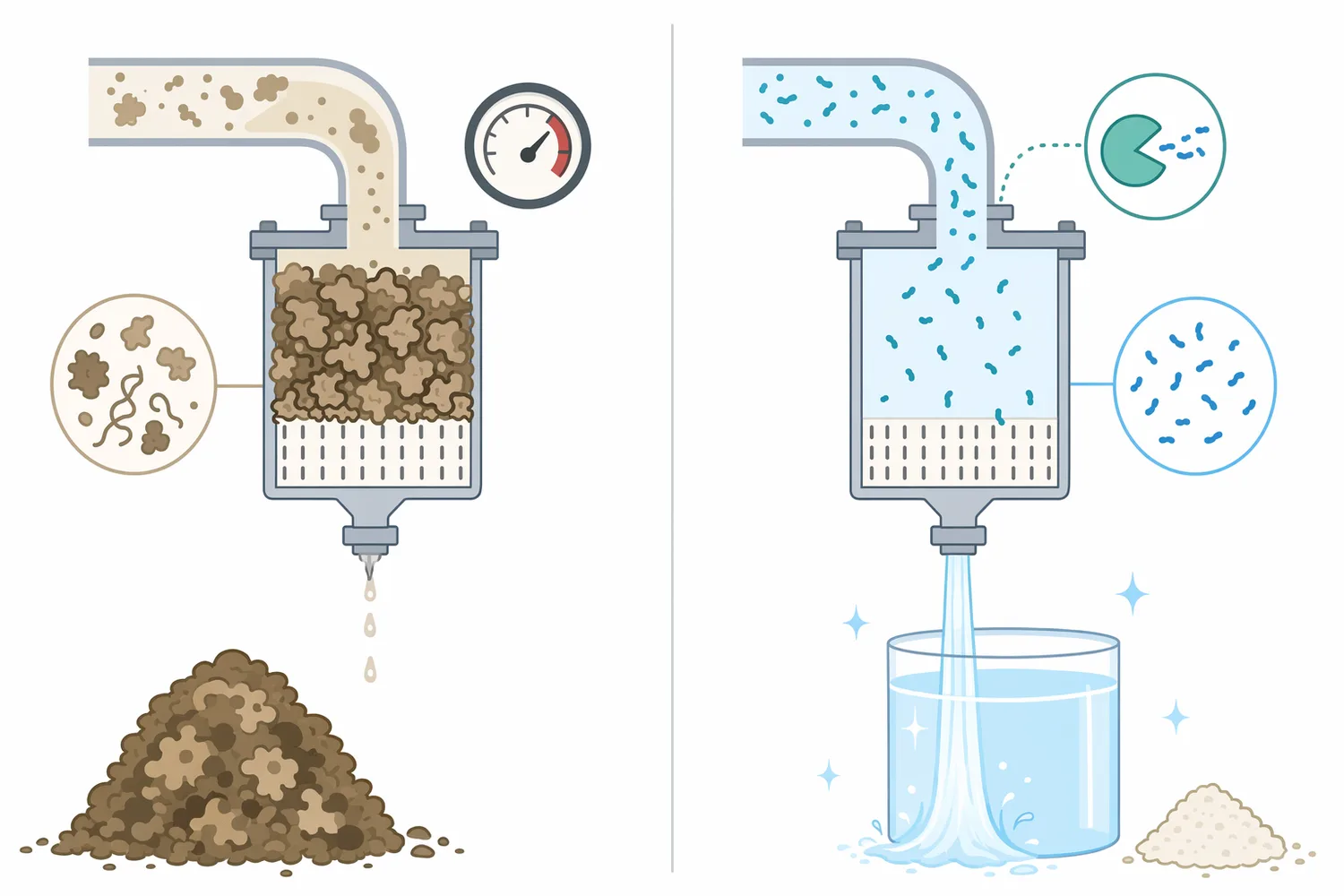
Filter blinding often occurs when fine particles or colloids block pores or form a soft, compressible layer on the filter medium. Proteins contribute to this when they unfold, bind insoluble solids or create elastic material that compacts under pressure. Protease treatment can reduce the size and network-forming ability of those proteins before the liquid reaches the filter [2].
This does not remove the need for filtration media, membranes or centrifugation. Instead, the enzyme helps condition the feed so that the separation equipment sees a less protein-sticky stream. In practice, the separation device still performs the physical removal, while the protease changes the biochemical character of the material being removed or passed through [1].
Membranes are especially sensitive to protein behavior. Proteins can adsorb to membrane surfaces, block pores, form gels at the membrane boundary layer or bind other suspended materials that increase resistance. Smaller peptides generated by proteolysis may be less prone to forming the same dense fouling layer, depending on the membrane and product matrix [2].
The mechanism is concrete: hydrolysis reduces chain length and can change charge distribution and hydrophobic patch exposure. Those changes affect how the protein fragments approach the membrane, whether they stick, and whether they build a cohesive layer. This is why protease is best understood as a fouling-reduction aid where protein is a meaningful part of the fouling load, not as a universal membrane cleaner [4].
Proteins can stabilize emulsions by sitting at oil-water interfaces and forming a film around droplets. That film helps prevent droplets from merging, which is useful in some foods but undesirable when the goal is clarification or phase separation. Protease can weaken that film by cutting the interfacial proteins into smaller fragments that no longer protect droplets as effectively [2].
This same logic applies to cloudy plant extracts and certain high-solids streams. If proteins help suspend particles or droplets, partial hydrolysis can reduce that stabilizing effect. The separation step—settling, centrifugation, filtration or decanting—then has a better chance of removing the dispersed phase cleanly [1].
Fruit and vegetable liquids contain a complicated mixture of proteins, pectins, cell-wall fragments, phenolics, minerals and insoluble solids. Pectinases and cellulases are often discussed for plant tissue breakdown, but proteins can also contribute to haze and slow separation. Neutral protease is useful where the protein fraction is part of the clarification problem rather than just a minor background component [4].
During maceration or extraction, protein hydrolysis can help release entrained liquid from protein-associated solids and reduce the tendency of fine particles to remain suspended. The enzyme is not a replacement for pectin or fiber-degrading enzymes when those substrates dominate; rather, it complements them by addressing protein-based colloidal structure [1].
Plant-based beverages made from soy, rice, legumes, cereals or seeds can contain proteins that affect turbidity, mouthfeel, sedimentation and filterability. Plant proteins may be only partially soluble, and processing steps such as heating, grinding and homogenization can expose reactive surfaces that promote aggregation or fouling. Neutral protease can be used to reduce the size and interaction strength of those proteins [5].
In plant-protein systems, hydrolysis can also change functional properties such as solubility, water binding and interfacial behavior. For a filtration-aid application, the main interest is not nutritional hydrolysate production but process handling: smaller peptides may contribute less to filter-cake resistance or colloidal instability than intact or aggregated proteins [2].
Rice and other cereals contain storage proteins that can influence extract clarity, sediment formation and downstream separation. Reviews of rice proteins describe their composition, structural modification and food applications, including the importance of protein functionality in processed food systems [5].
A neutral protease can be relevant when cereal proteins contribute to turbidity or filtration resistance in extracts, syrups, fermented bases or beverage intermediates. The enzyme works on the protein fraction; starch-derived viscosity or beta-glucan-type issues, where present, require different enzyme classes or process controls [4].
Filtration and centrifugation are critical separation operations in beverage production because they influence clarity, stability and final quality. Research on beer processing has examined centrifugation and filtration technologies and their impact on beer quality, underscoring that clarification is not only a mechanical issue but also a product-quality issue [6].
Protease use in beverage contexts must be understood within that quality frame. If protein haze or protein-assisted fouling is a concern, hydrolysis may help; if foam stability, body or protein-derived sensory attributes are essential, the process must preserve those desired characteristics. Neutral protease is therefore a targeted protein-modification tool, not a blanket clarification shortcut [3].
Proteases are widely used to modify dairy and animal proteins, including casein and whey systems. Studies on enzymatic hydrolysis of casein show that proteolysis can create structural changes and peptide profiles that differ from the original protein, demonstrating how strongly enzyme treatment can alter food-protein behavior [7].
For filtration-aid thinking, the same principle applies: casein, whey, egg or meat-derived proteins may contribute to aggregation, fouling or separation difficulty under certain conditions. Neutral protease can reduce protein size and change interaction behavior, but the sensory and functional consequences of protein hydrolysis must be compatible with the intended product [2].
Egg proteins such as ovalbumin illustrate how enzymatic treatment can substantially change protein structure and recognition. Research on ovalbumin enzymolysis has investigated how enzyme-assisted processing can reduce allergenicity through structural modification and peptide generation [8].
Although allergen reduction is a different application from filtration aid use, the mechanistic lesson is relevant: proteases do not merely “thin” a liquid; they chemically restructure proteins. When that restructuring is applied to filtration problems, the desired outcome is reduced aggregation, reduced fouling or improved separability rather than a bioactivity claim [8].
Most food and beverage filtration problems are mixed-substrate problems. A cloudy vegetable extract may contain protein, pectin, cellulose fragments, starch granules, lipids and minerals. A protease only cleaves proteins. If pectin is the dominant cause of viscosity or haze, a protease alone will not provide the same benefit as a pectin-degrading enzyme; if starch is dominant, an amylase-type approach may be more relevant [4].
This is why neutral protease is best described as a component of a clarification strategy, not a stand-alone universal clarifier. It prepares the protein fraction for easier handling, while conventional separation equipment and, where appropriate, other enzyme classes handle the rest of the matrix. Reviews of microbial enzymes in the food industry emphasize that different enzyme groups have distinct substrates and application roles [4].
The same distinction protects product quality. Over-treating proteins when they contribute desired body, foam, emulsification or nutrition can change the finished food. A controlled upstream use is therefore about reducing the specific protein-related barrier to separation while retaining the product characteristics that matter [3].
At the molecular level, neutral protease cuts peptide bonds within proteins or polypeptides. A protein that once had a defined folded structure may become several shorter peptides. If it was already denatured or aggregated, protease can still cut accessible regions, progressively loosening the aggregate and changing how it behaves in suspension [1].
At the colloidal level, the treated material may show weaker particle bridging. Intact proteins can connect two surfaces because one part of the chain binds one particle and another part binds a different particle. Shorter peptides have less reach and fewer binding domains, so they are less able to create a network that traps water and fine solids [2].
At the interface level, hydrolysis can weaken protein films. In emulsions or air-liquid systems, proteins stabilize interfaces by adsorbing and forming viscoelastic layers. Cutting the protein can reduce film strength, which may help separation where emulsification is unwanted, but it may be undesirable where foam or emulsion stability is a key product attribute [3].
At the equipment level, these molecular and colloidal changes can translate into better clarification behavior, easier cake formation, lower fouling tendency or more consistent filtration. The enzyme does not eliminate insoluble material; it changes the way proteinaceous material participates in the separation step [6].
The strongest evidence supporting this enzyme class is the well-established catalytic role of proteases: they hydrolyze proteins, and microbial proteases are among the most important industrial enzymes used in food and biotechnology. Reviews describe proteases as versatile biocatalysts with applications across food, feed, detergents, pharmaceuticals, leather and other industries, reflecting the broad utility of controlled protein hydrolysis [2].
Food-grade protease literature also supports their use in traditional and modern food processing. Proteases have been described in relation to dairy, meat, fish, cereal, bakery, brewing and protein hydrolysate applications, where their effect depends on how protein breakdown changes texture, solubility, flavor, nutrition or processing performance [3].
More recent food-enzyme reviews place proteases alongside amylases, lipases, cellulases, pectinases and other enzyme classes as major tools for food processing. This matters for filtration-aid use because it reinforces the substrate-specific logic: protease is chosen for protein problems, while other enzymes are used when carbohydrate, lipid or cell-wall substrates dominate [4].
Specific protein-hydrolysis studies provide adjacent support for the mechanism. Enzymatic hydrolysis of buffalo casein, for example, has been shown to modify protein structure and generate identifiable peptides, illustrating the level of molecular change that protease treatment can produce in a food-protein substrate [7].
Similarly, research on ovalbumin enzymolysis shows that enzyme treatment can alter a well-defined food protein enough to change its structural and biological recognition properties. For filtration applications, this supports the core idea that protease treatment can materially change protein behavior rather than simply dispersing or diluting it [8].
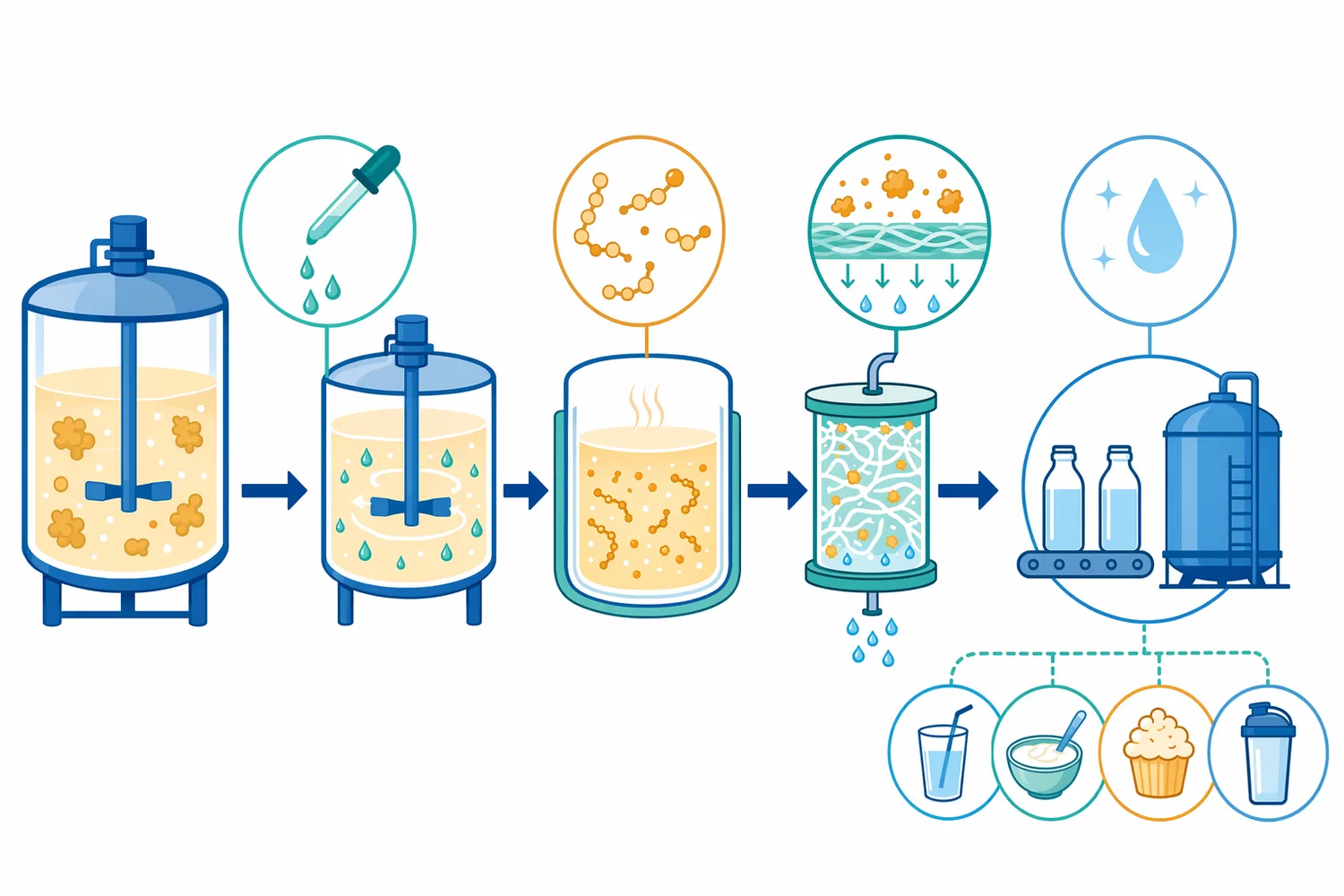
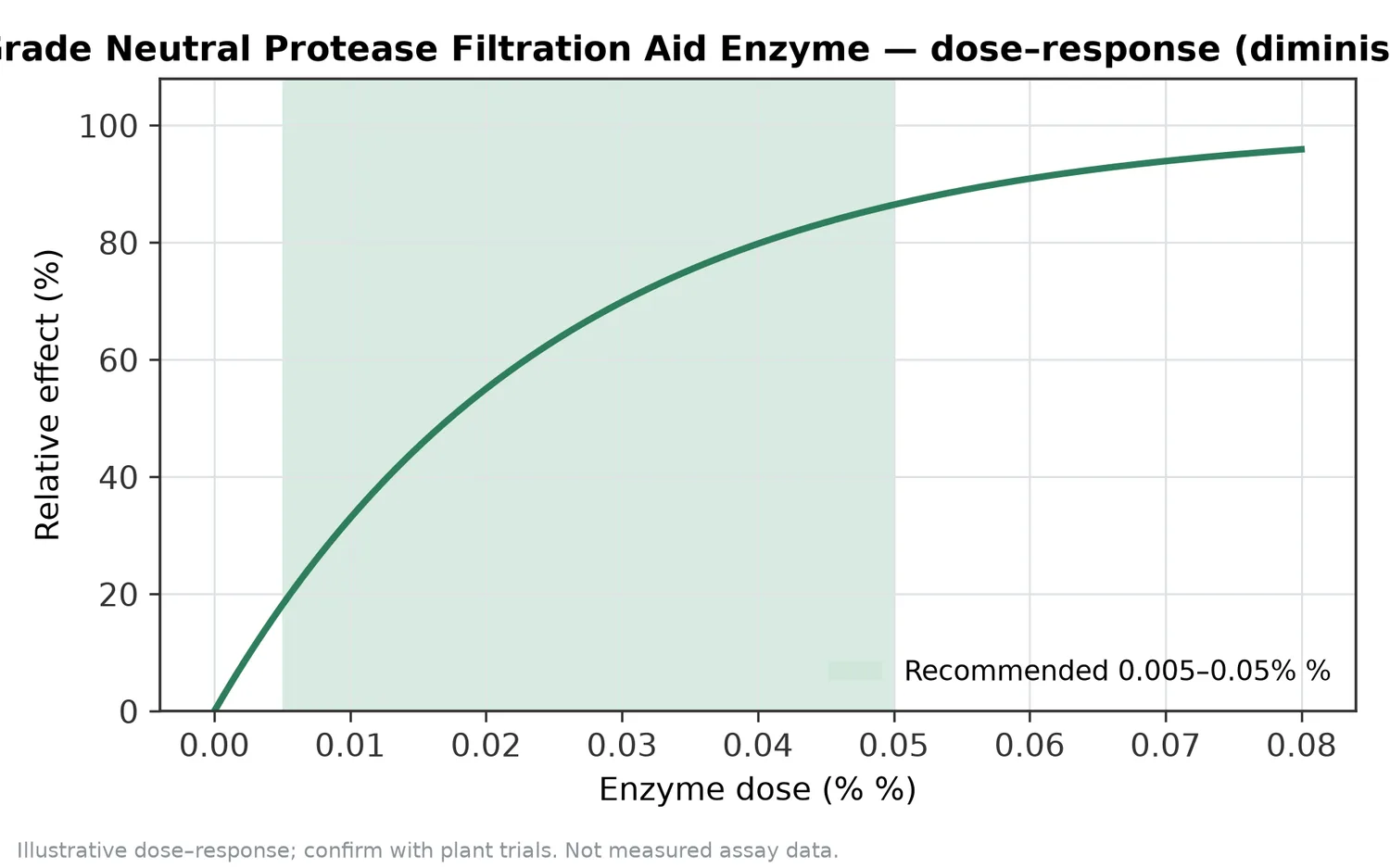
A neutral protease filtration aid is normally applied before the separation step. The typical logic is: disperse or mix the enzyme into the protein-containing stream, allow controlled contact during an existing hold, extraction or conditioning stage, then proceed to clarification, centrifugation, filtration or membrane processing. The enzyme treatment is upstream; the separation equipment still performs the physical removal [1].
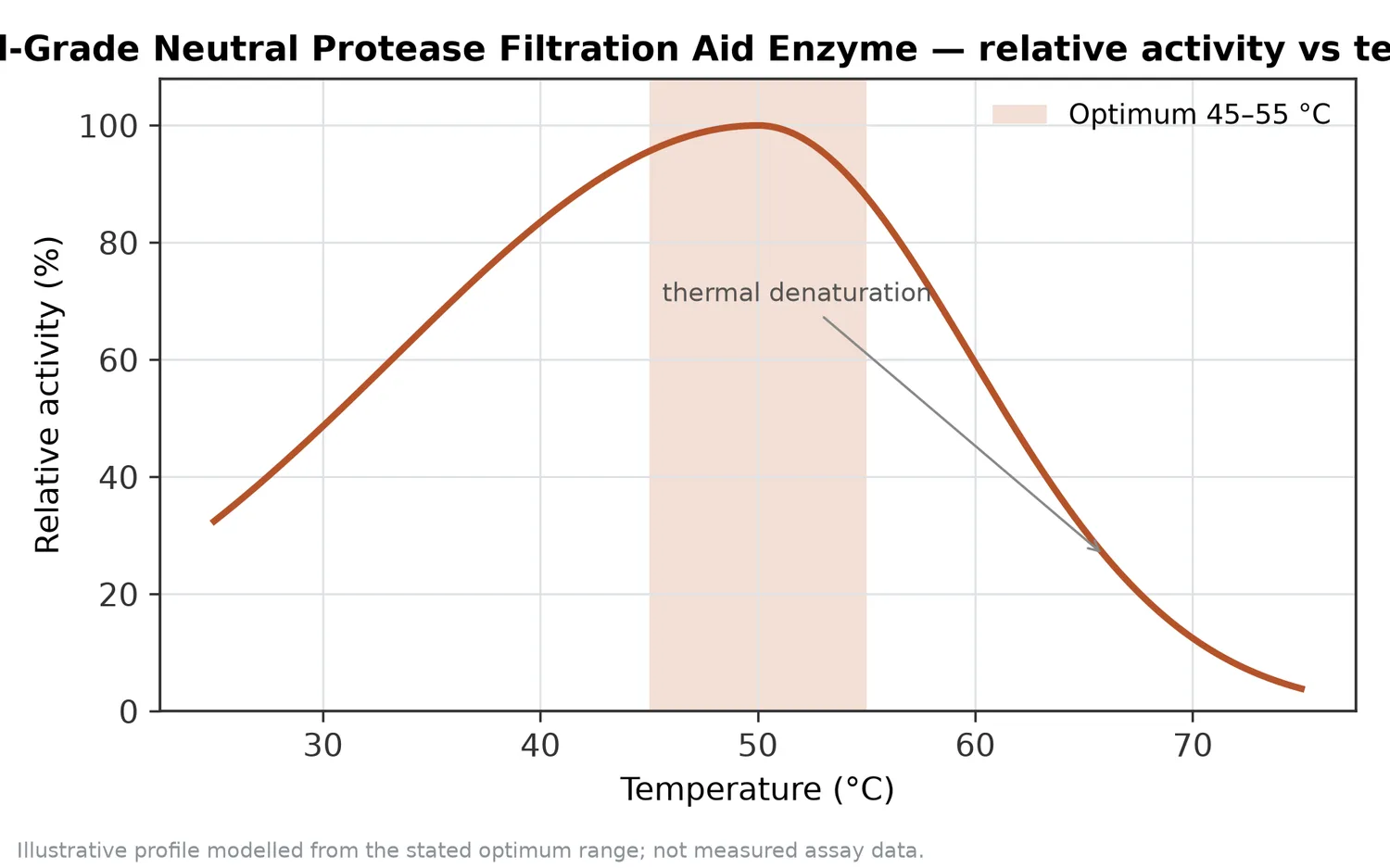
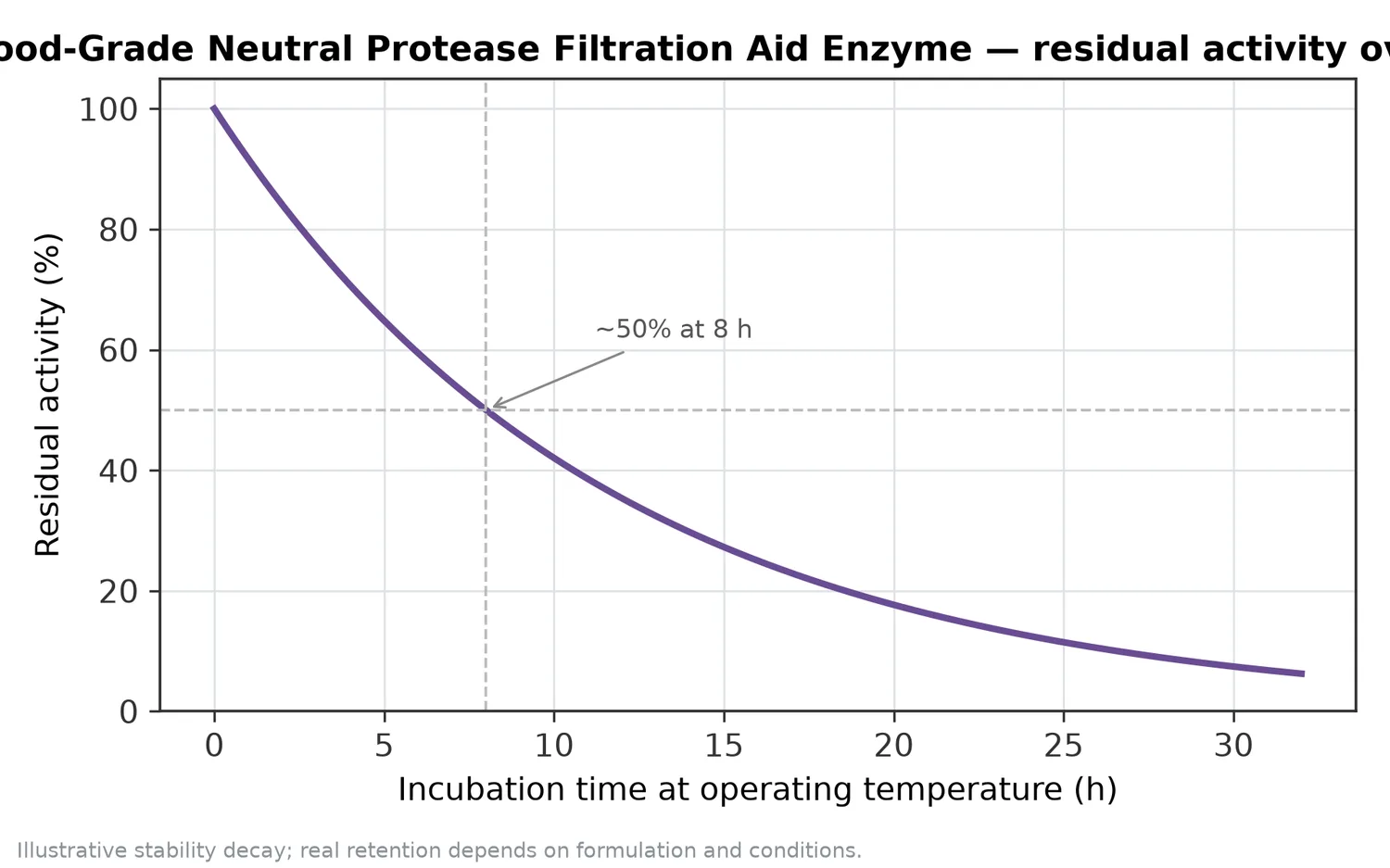
The holding step matters because proteolysis is not instantaneous. The enzyme needs access to protein surfaces and sufficient contact with the substrate. Mixing, solids distribution, product temperature, pH environment and residence time all influence how much protein is hydrolyzed before the stream reaches the filter or centrifuge [2].
The visible process response may be measured operationally as clearer supernatant, easier filter-cake handling, less rapid pressure rise, better membrane behavior, reduced sediment formation or improved stability after clarification. These outcomes are process results, not enzyme properties by themselves, because the same biochemical hydrolysis can produce different operational effects in different matrices [6].
Neutral protease is not a pectinase, cellulase, hemicellulase, amylase or lipase. If the main cause of poor filtration is pectin gel, starch viscosity, insoluble fiber, microbial spoilage, mineral precipitation or oil instability not governed by protein films, protease alone may have limited effect. The enzyme’s primary biochemical target remains protein [4].
It is also not a substitute for proper filtration design, sanitation, heat treatment, centrifuge operation or finished-product quality control. A protease can reduce a protein-related barrier, but it does not correct damaged raw materials, excessive microbial load, incompatible stabilizers or a filter system that is undersized for the solids burden [6].
Finally, protein hydrolysis can change product attributes. In some foods, protein contributes desirable body, nutritional positioning, foam, emulsion stability or sensory character. A filtration-aid application should therefore be aligned with the product’s intended quality profile, because the same enzyme action that improves separation can also reduce protein functionality if applied beyond what the process requires [3].
Enzymes.bio supplies Food-Grade Neutral Protease Filtration Aid Enzyme directly online by the 1 kg unit. The buyer completes the purchase online, and the order is then processed and shipped. A Certificate of Analysis and Safety Data Sheet are included with the order.
This article is intended to help customers understand the enzyme’s role in food and beverage processing: it is a protein-hydrolyzing processing aid used before clarification or filtration when proteinaceous material contributes to haze, fouling, sediment or separation difficulty. It should be used in accordance with the product label, applicable food regulations and the customer’s own process controls.
Neutral protease is useful as a filtration aid because it changes proteins before they reach the separation step. By cleaving peptide bonds, it reduces the size and alters the interaction behavior of proteins that may otherwise bridge particles, stabilize haze, strengthen emulsions, foul membranes or form soft filter-blocking layers [2].
Its best fit is in protein-influenced food and beverage streams such as plant extracts, vegetable beverages, cereal or rice-based systems, certain fermented liquids, dairy or animal-protein streams, and other matrices where protein is part of the clarification challenge. It is not a universal clarifier, but when protein is the limiting material, controlled neutral protease treatment provides a clear biochemical route to easier downstream filtration and more stable separation performance [4].
Sold by the 1 kg unit, in stock and ready to ship. Order directly on our store — pay online and we process your order. A Certificate of Analysis and Safety Data Sheet are included with every order.
Buy Food-Grade Neutral Protease Filtration Aid Enzyme →Numbered in order of first citation. Open-access sources, each verified reachable at publication; citation numbers in the text link here.