High Temperature Alpha-Amylase for Alcohol & Brewing Starch Liquefaction è un’α-amilasi destinata alla fase calda di liquefazione dell’amido nei processi a base di cereali, tuberi o altre materie prime amidacee. La sua funzione tecnica è tagliare i legami α-1,4 dell’amido gelatinizzato, ridurre rapidamente la viscosità del mash e preparare destrine più accessibili alla successiva saccarificazione e fermentazione. Il prodotto è disponibile online tramite Enzymes.bio in unità da 1 kg; CoA e SDS sono forniti insieme all’ordine .
Nei processi di produzione di alcol, distillati, bioetanolo e bevande fermentate a base di cereali, l’amido non è direttamente fermentabile dal lievito. Deve prima essere reso accessibile, frammentato e poi convertito in zuccheri fermentescibili. La liquefazione è la fase in cui l’amido, dopo idratazione e riscaldamento, viene depolimerizzato in destrine più corte: questo passaggio riduce la viscosità e rende il mash più facile da agitare, pompare e trattare nelle fasi successive [1].
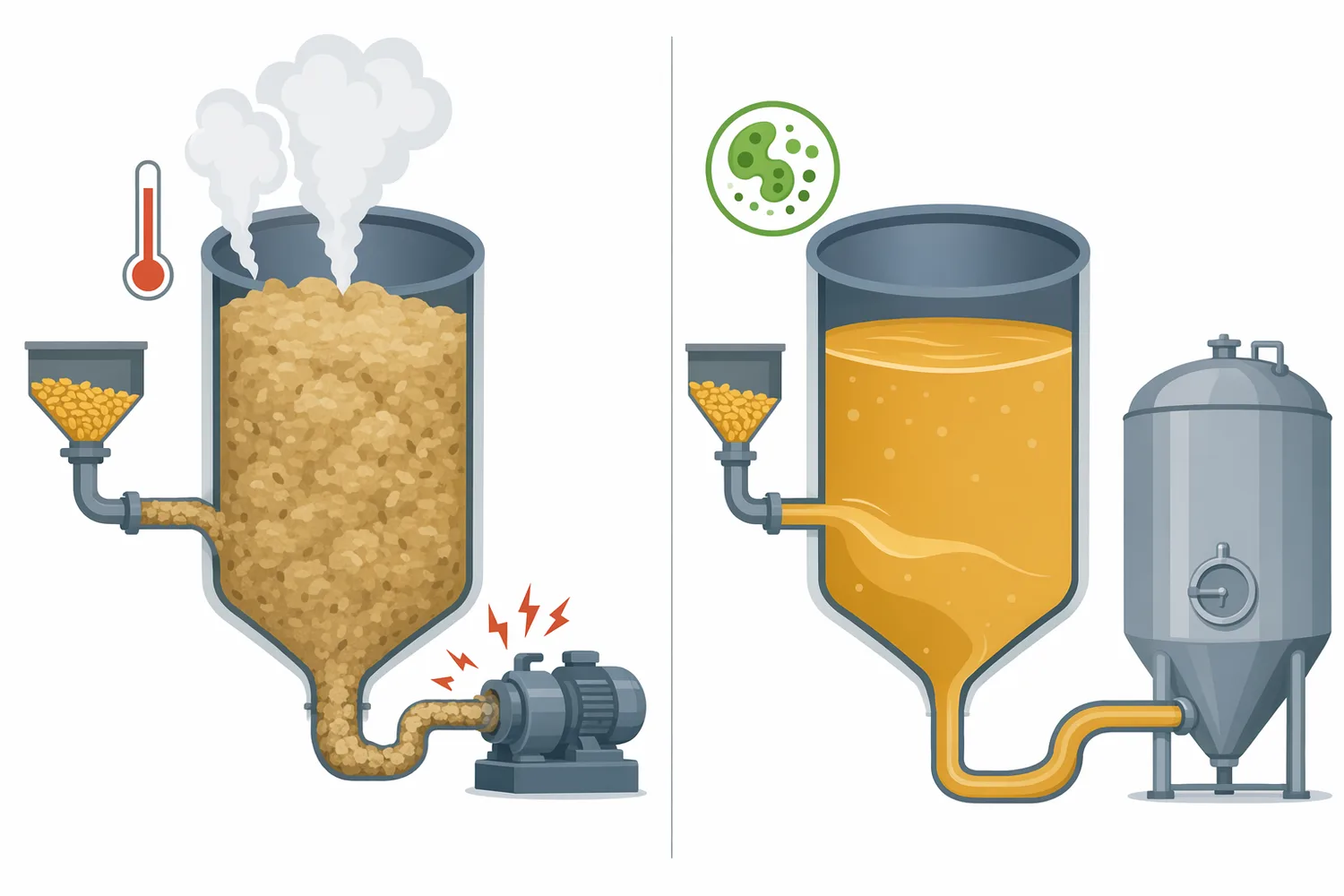
Quando farine di mais, frumento, riso, sorgo, cassava o altri substrati amidacei vengono miscelate con acqua e riscaldate, i granuli di amido assorbono acqua, si rigonfiano e perdono parte dell’organizzazione semicristallina. Questo fenomeno aumenta l’accessibilità dell’enzima, ma può anche far crescere drasticamente la viscosità. Senza una liquefazione efficace, l’impianto può incontrare difficoltà operative: miscelazione non uniforme, trasferimento di calore meno efficiente, maggiore carico sulle pompe e idrolisi incompleta nelle zone meno raggiunte dall’enzima.
L’α-amilasi ad alta temperatura viene usata proprio in questo punto del processo. Rispetto a un’amilasi meno stabile al calore, una formulazione termoresistente consente di intervenire durante la fase calda o immediatamente dopo la gelatinizzazione, quando l’amido è più disponibile ma la matrice è anche più viscosa. La letteratura sulle α-amilasi microbiche descrive questa classe enzimatica come una delle più importanti per la conversione industriale dell’amido, con impieghi consolidati in alimenti, fermentazioni, bioprocessi e altri settori tecnici [2].
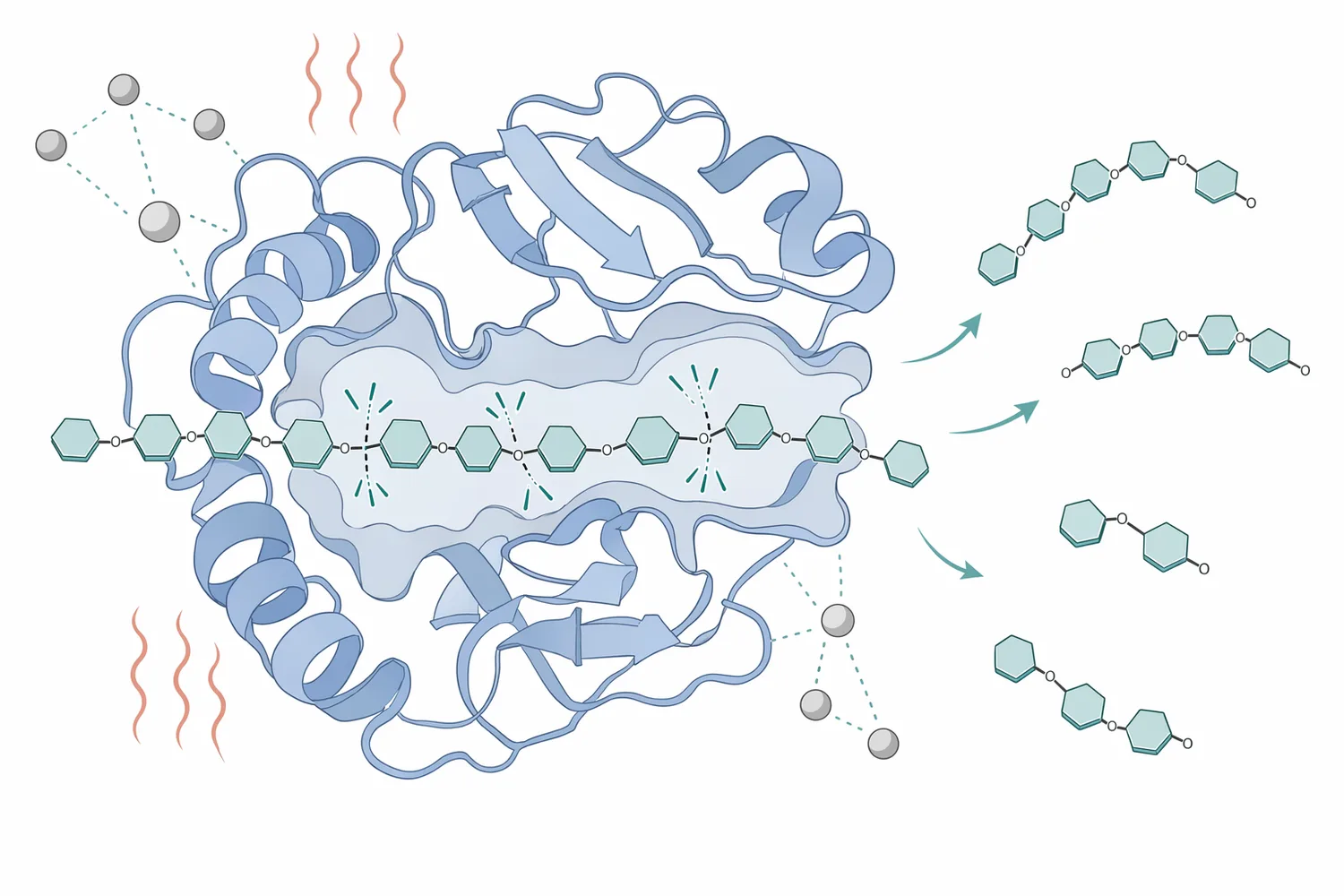
Una α-amilasi è un’idrolasi che rompe prevalentemente legami α-1,4-glicosidici all’interno delle catene di amilosio e amilopectina. Per questo viene definita endo-amilasi: non lavora soltanto dalle estremità della molecola, ma taglia la catena in punti interni, trasformando polimeri lunghi in destrine e oligosaccaridi più corti [3].
L’amido è composto principalmente da due frazioni. L’amilosio è formato soprattutto da catene lineari di glucosio unite da legami α-1,4; l’amilopectina è più ramificata e contiene anche legami α-1,6 nei punti di ramificazione. L’α-amilasi agisce sui legami α-1,4, ma non è l’enzima principale per eliminare tutte le ramificazioni α-1,6. Di conseguenza, dopo la liquefazione rimangono destrine lineari e ramificate che richiedono ulteriori attività enzimatiche, come glucoamilasi e, in alcuni processi, enzimi debranching, per una conversione più spinta verso glucosio fermentescibile.
L’espressione “high temperature” non indica semplicemente che l’enzima “sopporta il caldo” in modo generico. Nel contesto di alcol e brewing, segnala che l’enzima è pensato per operare in condizioni compatibili con la cottura e la liquefazione dell’amido, cioè in una finestra termica in cui l’amido è gelatinizzato o in via di gelatinizzazione. Studi su α-amilasi da microrganismi come Bacillus e altri batteri industrialmente rilevanti mostrano perché la stabilità termica sia una proprietà ricercata: permette di mantenere l’attività idrolitica in condizioni di processo più severe rispetto agli enzimi mesofili [4].
Il meccanismo pratico può essere descritto in tre livelli: struttura del substrato, accesso dell’enzima e risultato reologico.
Prima del riscaldamento, l’amido è organizzato in granuli con regioni più ordinate e regioni più amorfe. Questa architettura limita l’accessibilità enzimatica, soprattutto quando il substrato è crudo o scarsamente idratato. Durante la gelatinizzazione, l’acqua penetra nei granuli, l’ordine interno diminuisce e le catene diventano più esposte. Studi sulla degradazione enzimatica di granuli di amido di frumento mostrano che la struttura del granulo e la successiva retrogradazione influenzano in modo sostanziale la disponibilità dell’amido all’idrolisi [5].
Quando l’α-amilasi raggiunge le catene accessibili, idrolizza legami α-1,4 in posizioni interne. Il risultato non è una conversione immediata in glucosio, ma una distribuzione di frammenti: destrine a diversa lunghezza, maltodestrine e oligosaccaridi. Dal punto di vista del processo, questa frammentazione è già molto importante, perché la viscosità di una sospensione amidacea dipende fortemente dalla lunghezza e dall’interazione delle catene polimeriche.
La riduzione della viscosità non è quindi un effetto secondario, ma il principale obiettivo della liquefazione. Tagliando le catene lunghe, l’enzima riduce l’intreccio molecolare e rende il mash più fluido. Questo migliora il contatto tra acqua, substrato ed enzimi; rende più uniforme la temperatura; facilita il trasferimento verso serbatoi successivi; e crea condizioni più favorevoli per la saccarificazione. Le soluzioni industriali per la liquefazione dell’amido sono descritte proprio in relazione alla riduzione della viscosità e alla preparazione della materia prima alla conversione successiva [1].
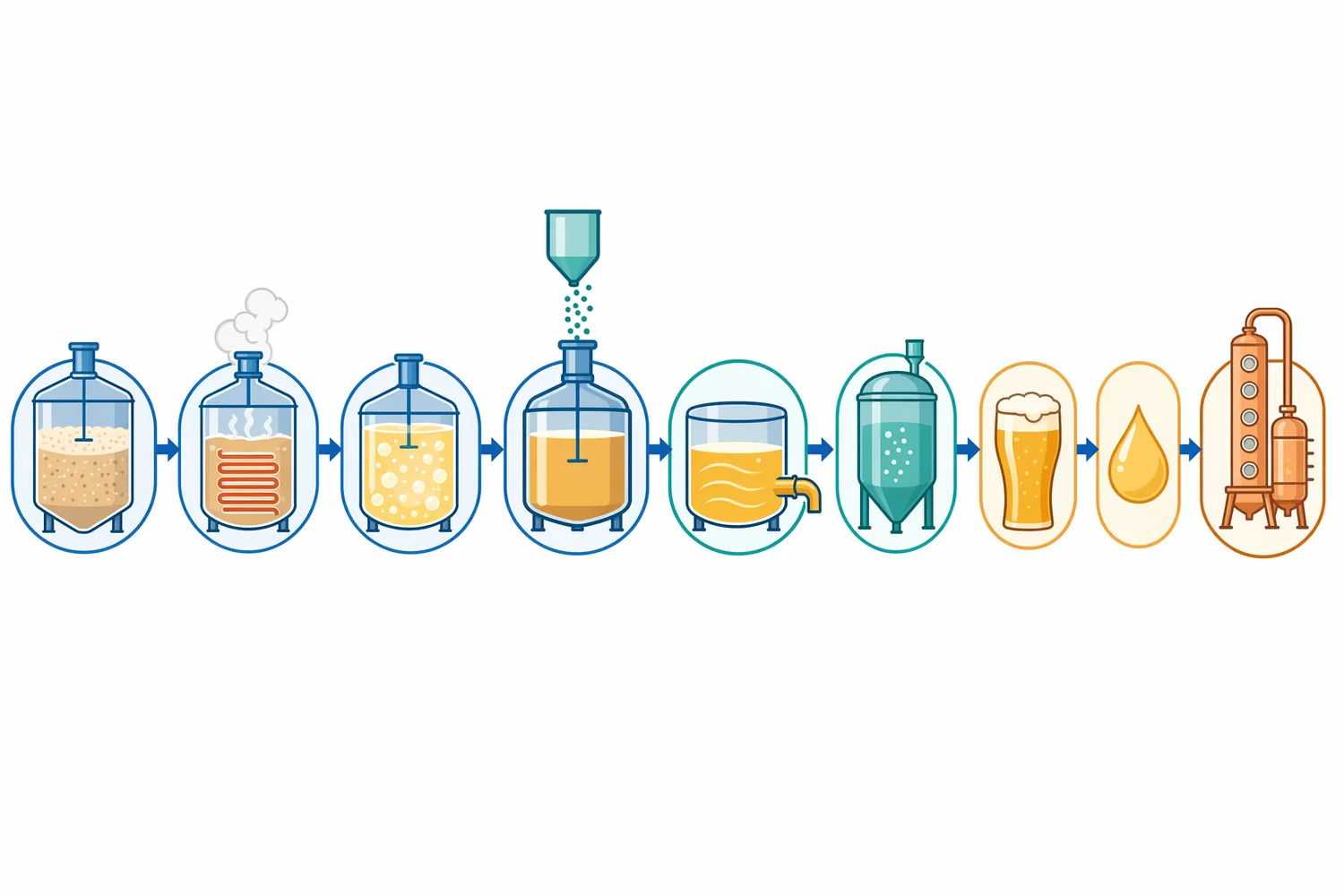
Un errore comune è considerare “conversione dell’amido” come un singolo evento. In realtà, nei processi alcolici e brassicoli, la conversione è una sequenza integrata. L’α-amilasi ad alta temperatura è centrale nella prima parte, ma non sostituisce automaticamente gli enzimi saccarificanti né il metabolismo del lievito.
| Fase di processo | Obiettivo tecnico | Enzimi o agenti coinvolti | Prodotti principali | Impatto sul processo |
|---|---|---|---|---|
| Cottura / gelatinizzazione | Idratare e rendere accessibile l’amido | Calore, acqua, agitazione | Amido rigonfiato e più accessibile | Aumenta la disponibilità del substrato, ma può aumentare la viscosità |
| Liquefazione | Accorciare le catene dell’amido e ridurre la viscosità | High Temperature Alpha-Amylase | Destrine e oligosaccaridi | Migliora miscelazione, pompaggio e trasferimento di calore |
| Saccarificazione | Convertire destrine in zuccheri fermentescibili | Glucoamilasi e altre attività saccarificanti | Glucosio, maltosio e altri zuccheri fermentescibili | Fornisce il substrato zuccherino al lievito |
| Fermentazione | Convertire zuccheri in alcol | Lievito o microrganismi fermentativi | Etanolo, CO₂ e metaboliti secondari | Determina resa alcolica e profilo fermentativo |
La distinzione è importante anche per interpretare gli studi sul bioetanolo. Nel caso della produzione da amido di cassava, la letteratura descrive una sequenza di idrolisi enzimatica e fermentazione, evidenziando che la resa finale dipende dall’integrazione tra preparazione dell’amido, enzimi e fermentazione, non da una singola attività enzimatica isolata [6]. Allo stesso modo, lavori sulla saccarificazione e fermentazione di amido di frumento mostrano che la conversione efficiente richiede coordinamento tra idrolisi dell’amido e consumo degli zuccheri da parte dei microrganismi [7].
Nella distillazione da mais, frumento, riso o miscele di cereali, la liquefazione è spesso necessaria per rendere gestibili mash ad alto contenuto di solidi. L’α-amilasi ad alta temperatura consente di ridurre l’ispessimento che si genera durante la cottura dell’amido, trasformando una sospensione difficile da movimentare in un flusso più uniforme. Questo aspetto è particolarmente rilevante nei processi in cui la capacità di agitazione e scambio termico limita la produttività.
Sul piano biochimico, la liquefazione non massimizza da sola il glucosio disponibile, ma produce il substrato per la fase successiva. Le destrine formate dall’α-amilasi presentano più estremità e catene più corte rispetto all’amido nativo; ciò facilita l’azione di enzimi saccarificanti che liberano zuccheri fermentescibili. Per questo, le tecnologie industriali per alcol e distillazione trattano la liquefazione come un passaggio preliminare essenziale, non come un trattamento opzionale [1].
Nel brewing, l’amido dei cereali maltati e degli eventuali adjunct deve essere convertito in zuccheri fermentescibili durante l’ammostamento. Gli enzimi endogeni del malto contribuiscono alla degradazione dell’amido, ma le condizioni di processo, la composizione della ricetta e il tipo di materia prima possono rendere utile un supporto enzimatico esogeno. Una High Temperature Alpha-Amylase è particolarmente coerente con fasi calde in cui l’obiettivo è mantenere fluido il mash e accelerare la frammentazione dell’amido.
In termini sensoriali e produttivi, la funzione dell’α-amilasi va letta attraverso il grado di fermentescibilità del mosto, il profilo delle destrine residue e la stabilità del processo. Una liquefazione troppo limitata può lasciare amido o destrine scarsamente convertite; una conversione coordinata con gli enzimi saccarificanti può invece sostenere una fermentazione più prevedibile. La ricerca su materiali amidacei mostra che struttura del substrato, gelatinizzazione e retrogradazione possono influenzare in modo significativo l’idrolisi enzimatica, un aspetto rilevante anche nei sistemi brassicoli complessi [5].
Nel bioetanolo da amido, la sequenza liquefazione–saccarificazione–fermentazione è centrale per trasformare una materia prima polimerica in etanolo. Studi su cassava e frumento confermano che l’idrolisi enzimatica è una fase determinante per rendere disponibile il glucosio o altri zuccheri fermentescibili al microrganismo fermentativo [6][7]. La High Temperature Alpha-Amylase interviene nella parte iniziale di questa catena, abbassando la viscosità e producendo destrine che possono essere ulteriormente idrolizzate.
La logica tecnologica è particolarmente evidente nei processi ad alto carico di solidi. Aumentare i solidi può migliorare la concentrazione potenziale di zuccheri e alcol, ma tende anche ad aumentare la viscosità e a ridurre l’omogeneità del sistema. Un’idrolisi iniziale efficace dell’amido aiuta a contenere questi limiti fisici. Tuttavia, la resa finale in etanolo resta funzione di più variabili: composizione della materia prima, accessibilità dell’amido, eventuale presenza di fibre o inibitori, efficienza della saccarificazione e prestazione fermentativa del lievito.
La stessa α-amilasi può produrre risultati diversi su matrici diverse. Non tutto l’amido è uguale: l’origine botanica, il rapporto amilosio/amilopectina, la dimensione dei granuli, la presenza di lipidi, proteine, fibre e composti fenolici possono modificare la velocità e la profondità dell’idrolisi.
Le fibre insolubili, ad esempio, possono interferire con la digestione enzimatica dell’amido riducendo l’accessibilità o l’attività apparente dell’α-amilasi. Uno studio sulla fibra insolubile da crusca di frumento ha osservato un rallentamento della digestione dell’amido associato a una riduzione dell’attività dell’α-amilasi nel sistema studiato [8]. Nei mash industriali, questo significa che substrati ricchi di crusca o frazioni fibrose possono richiedere un’attenzione particolare alla macinazione, all’idratazione e alla miscelazione.
Anche i polifenoli possono interagire con amido ed enzimi. Analisi su complessi tra polifenoli di bacche e amido hanno mostrato che tali interazioni possono inibire la digestione da parte dell’α-amilasi, attraverso effetti strutturali e molecolari sul complesso enzima-substrato [9]. Questo non significa che ogni materia prima ricca di polifenoli blocchi la liquefazione, ma indica che la composizione non amidacea del substrato può influire sull’efficienza.
Un altro caso rilevante è l’amido resistente. La ricerca sui meccanismi di resistenza all’idrolisi enzimatica di forme di amido resistente evidenzia che alcune architetture molecolari e complessi amido-lipide possono limitare l’accesso degli enzimi o rallentare la degradazione [10]. In un processo industriale, una frazione di amido poco accessibile può ridurre la conversione complessiva anche in presenza di un’α-amilasi funzionale.
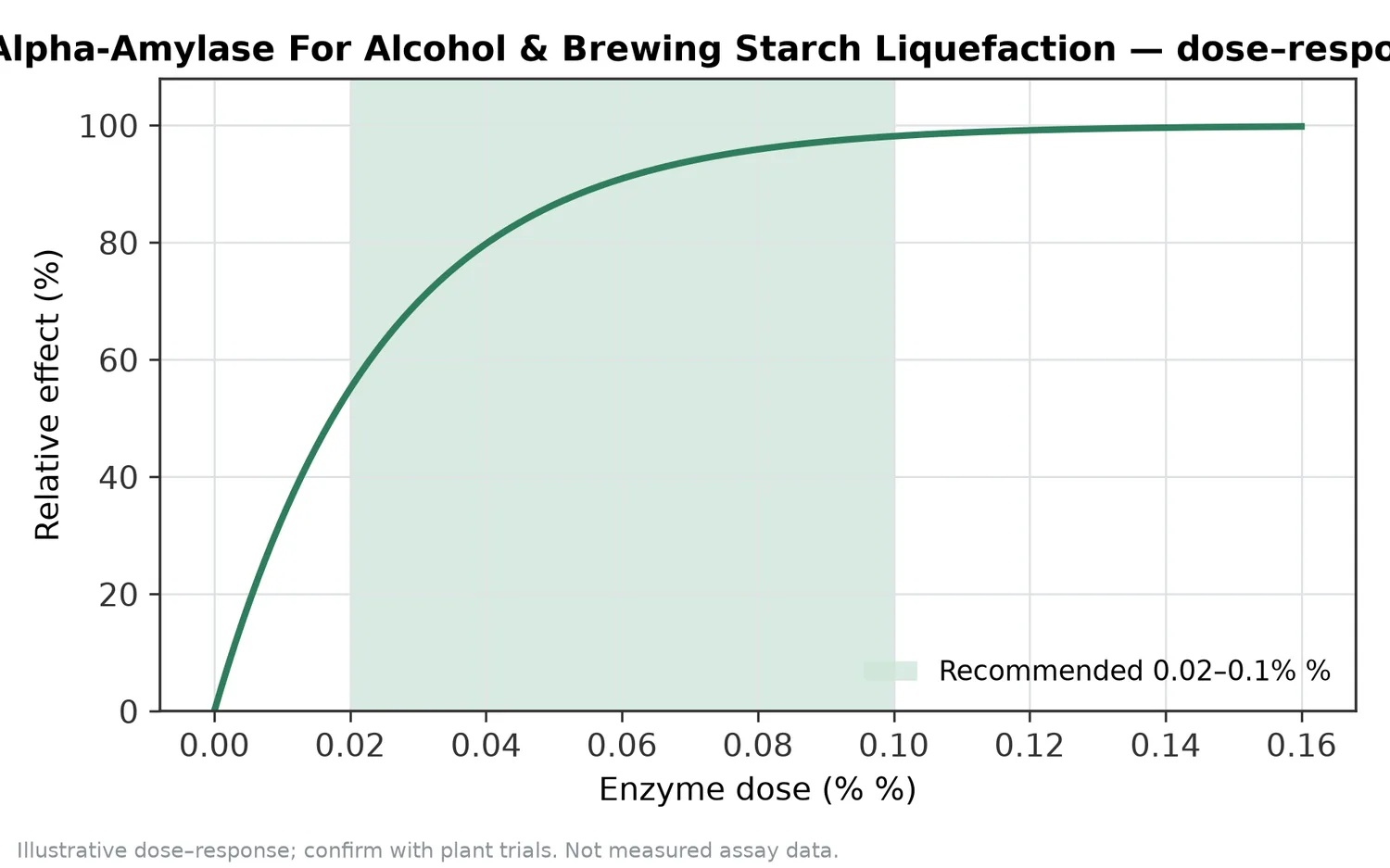
La prestazione di una High Temperature Alpha-Amylase dipende dal processo in cui viene inserita. Le variabili principali sono temperatura, pH, idratazione del substrato, qualità della macinazione, tempo di contatto, intensità di miscelazione, contenuto di solidi e compatibilità con gli enzimi usati dopo la liquefazione. Queste variabili non agiscono separatamente: una temperatura adeguata ma una miscelazione insufficiente può lasciare zone non idrolizzate; un substrato ben macinato ma poco idratato può limitare comunque l’accessibilità dell’enzima.
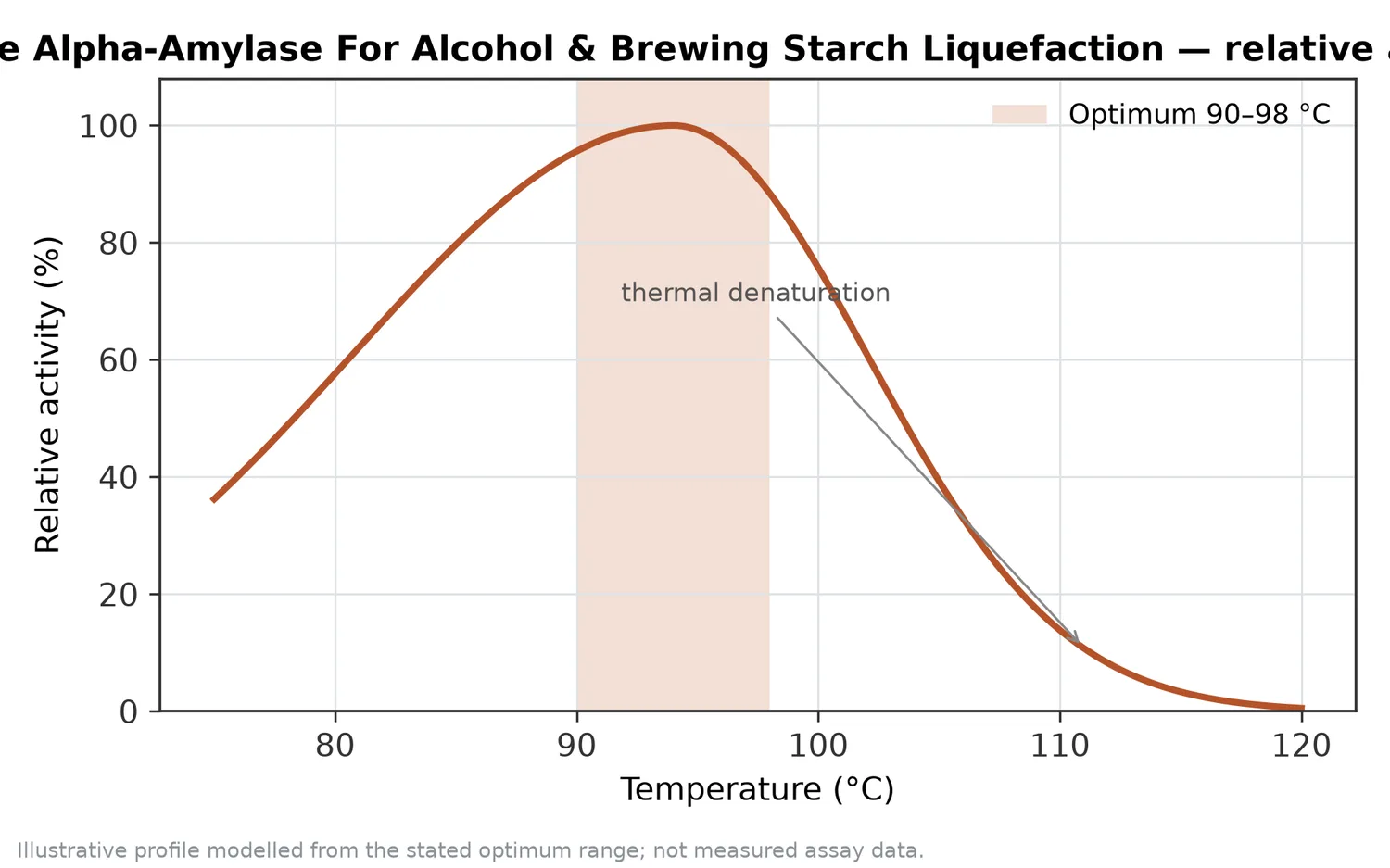
L’effetto della temperatura è duplice. Da un lato, il calore favorisce gelatinizzazione e accessibilità dell’amido; dall’altro, temperature eccessive o tempi termici non compatibili con l’enzima possono ridurne l’attività. Le α-amilasi termostabili sono selezionate proprio per ampliare la finestra utile nella fase calda, ma non eliminano la necessità di un controllo coerente del processo. Studi su attività amilasica e trattamenti fisici mostrano che la risposta enzimatica può essere modulata dalle condizioni operative, non soltanto dalla presenza dell’enzima [11].
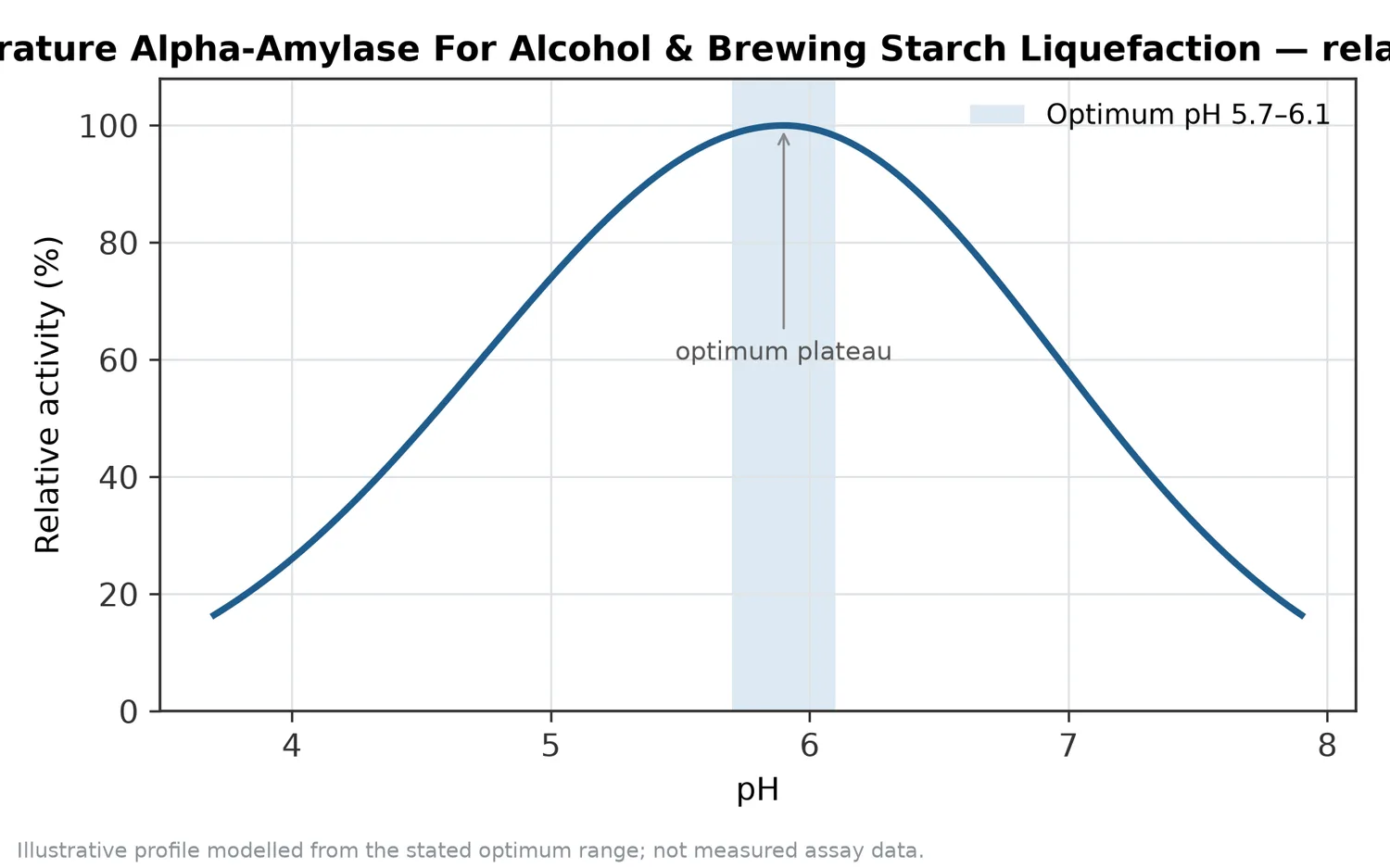
Il pH influenza lo stato ionico dei residui catalitici dell’enzima e la stabilità della proteina. Anche la matrice può modificare il pH effettivo del mash, soprattutto quando si usano materie prime diverse o acqua di processo con composizione variabile. Per questo, nella pratica industriale la liquefazione non dovrebbe essere interpretata come semplice “aggiunta di enzima”, ma come una fase controllata in cui la biochimica dell’α-amilasi deve coincidere con la fisica del mash.
La macinazione e il trattamento meccanico determinano quanta superficie di amido è disponibile e quanto rapidamente l’acqua penetra nella matrice. Particelle troppo grandi possono contenere amido meno accessibile; particelle molto fini possono aumentare la viscosità iniziale e complicare la gestione del mash. L’obiettivo non è solo ridurre la dimensione, ma creare una struttura che consenta idratazione, riscaldamento e contatto enzima-substrato uniformi.
Studi su amido di riso trattato con taglio ad alta velocità e doppia idrolisi enzimatica mostrano che le modifiche fisiche e l’idrolisi possono cambiare struttura, porosità e proprietà fisico-chimiche dell’amido [12]. Anche se il contesto applicativo non coincide con la distillazione, il principio è trasferibile: la struttura fisica del substrato condiziona il modo in cui l’α-amilasi accede ai legami da idrolizzare.
In alcuni sistemi, pretrattamenti come ultrasuoni o forze di taglio possono modificare l’attività apparente dell’enzima o l’accessibilità del substrato. La letteratura su ultrasuoni e α-amilasi evidenzia che l’effetto non è universale: dipende dalle condizioni applicate e dal sistema specifico [11]. Questo conferma un punto essenziale per l’uso professionale: l’enzima opera dentro un ambiente di processo, e tale ambiente può amplificare o limitare il risultato.
Il beneficio più immediato dell’α-amilasi ad alta temperatura è la riduzione della viscosità durante la fase calda. In un mash amidaceo, questo può tradursi in agitazione più uniforme, minore formazione di zone dense, migliore trasferimento del calore e gestione più stabile del carico di solidi. La riduzione della viscosità è anche funzionale alla qualità della saccarificazione, perché un sistema più fluido permette agli enzimi successivi di distribuirsi meglio [1].
Un secondo beneficio è la preparazione del substrato alla saccarificazione. Le destrine prodotte dall’α-amilasi sono più corte e presentano una maggiore disponibilità di estremità rispetto all’amido nativo. Questo crea condizioni più favorevoli per glucoamilasi e altre attività che rilasciano zuccheri fermentescibili. Nella produzione di bioetanolo, gli studi su idrolisi e fermentazione dell’amido indicano che il collegamento tra idrolisi enzimatica e fermentazione è determinante per il risultato finale [6][7].
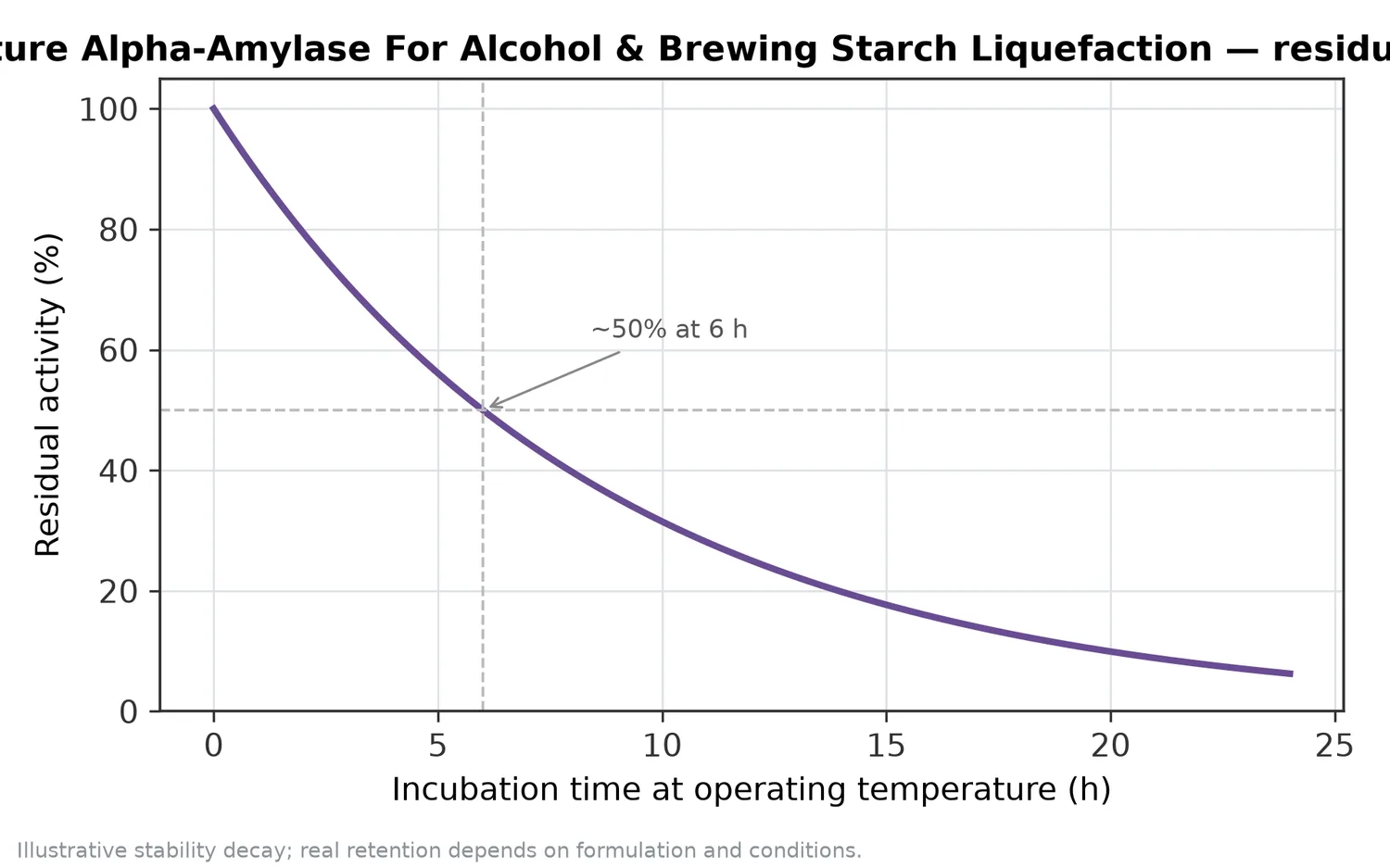
Un terzo vantaggio è la maggiore robustezza operativa nella fase calda. Un enzima termostabile può essere inserito in una fase in cui l’amido è più accessibile ma il processo è più severo. Questo riduce la distanza tra gelatinizzazione e idrolisi: l’amido non deve necessariamente attendere un forte raffreddamento prima di iniziare a essere frammentato. Il valore industriale delle α-amilasi termostabili deriva proprio dalla loro compatibilità con condizioni in cui gli enzimi meno resistenti perderebbero rapidamente funzionalità [4].
Una High Temperature Alpha-Amylase non è una garanzia autonoma di resa alcolica. La resa dipende dalla quantità di amido effettivamente disponibile, dalla qualità della gelatinizzazione, dal completamento della saccarificazione, dalla vitalità del lievito, dalla presenza di nutrienti o inibitori e dalle condizioni complessive di fermentazione. L’enzima può migliorare la gestione della fase di liquefazione, ma non corregge da solo una materia prima scarsamente preparata o una fermentazione instabile.
È anche importante distinguere tra riduzione della viscosità e conversione completa in zuccheri fermentescibili. L’α-amilasi riduce rapidamente la dimensione delle catene, ma lascia destrine e frammenti ramificati. Per ottenere un profilo zuccherino adatto alla fermentazione, la fase successiva richiede enzimi che liberino zuccheri semplici o disaccaridi fermentescibili. Nei sistemi di bioetanolo da amido, la letteratura tratta infatti idrolisi e fermentazione come passaggi integrati, non come eventi indipendenti [7].
Infine, le evidenze pubblicate su ceppi specifici, substrati particolari o condizioni sperimentali non vanno lette come specifiche dirette di un singolo prodotto commerciale. La letteratura supporta il razionale biochimico e tecnologico delle α-amilasi nella liquefazione dell’amido; la prestazione pratica dipende dal processo reale. Questo approccio evita sia l’eccesso di cautela sia promesse non verificabili.
In un birrificio, una distilleria o un impianto di bioetanolo, la High Temperature Alpha-Amylase deve essere vista come parte del disegno di processo. Il suo punto di inserimento deve coincidere con una matrice in cui l’amido è idratato, accessibile e sufficientemente miscelato. Se l’enzima viene aggiunto in una fase in cui il substrato non è ancora disponibile, l’effetto sarà limitato; se viene esposto a condizioni non compatibili, l’attività può diminuire prima che la liquefazione sia completa.
Nei flussi con cereali maltati e adjunct, l’enzima può sostenere la liquefazione quando la quota di amido da trattare è elevata o quando la robustezza degli enzimi endogeni non è sufficiente per l’obiettivo di processo. Nei flussi di distillazione e bioetanolo, può aiutare a gestire mash densi e a preparare una saccarificazione più regolare. Le evidenze su colture amidacee come cassava e frumento confermano che la natura del substrato influisce sull’intera sequenza di idrolisi e fermentazione [6][7].
L’uso professionale dovrebbe quindi concentrarsi sull’allineamento tra materia prima, fase termica, liquefazione, enzimi successivi e fermentazione. Il valore dell’enzima non sta nell’essere un “additivo generico”, ma nel risolvere un problema specifico: trasformare amido caldo e viscoso in una matrice più fluida e più adatta alla conversione zuccherina.
Enzymes.bio opera come fornitore online del prodotto, non come produttore né laboratorio. High Temperature Alpha-Amylase for Alcohol & Brewing Starch Liquefaction è disponibile in unità da 1 kg per acquisto diretto online; il certificato di analisi e la scheda di dati di sicurezza sono forniti insieme all’ordine .
Questa impostazione è coerente con un utilizzo B2B informato: la documentazione accompagna il prodotto, mentre la corretta integrazione nel processo resta legata alle condizioni operative dell’utilizzatore. In ambito alcol, brewing e bioetanolo, l’obiettivo tecnico è chiaro: liquefare l’amido nella fase calda, ridurre la viscosità del mash e preparare destrine che possano essere convertite in zuccheri fermentescibili.
La High Temperature Alpha-Amylase è uno strumento tecnico consolidato per la liquefazione dell’amido in processi di alcol, distillazione, brewing e bioetanolo. Agendo come endo-amilasi sui legami α-1,4, riduce la lunghezza delle catene di amido, abbassa la viscosità e rende il mash più gestibile nelle fasi successive [3][2].
Il suo valore non consiste nel sostituire l’intero sistema di conversione, ma nel rendere efficace la prima fase: la trasformazione dell’amido gelatinizzato in destrine. Quando è integrata con una saccarificazione adeguata e una fermentazione controllata, l’α-amilasi ad alta temperatura contribuisce a un processo più uniforme, più fluido e più coerente con le esigenze industriali della conversione dell’amido [1].
Venduto in unità da 1 kg, disponibile a magazzino e pronto per la spedizione. Ordina direttamente dal nostro store: paga online e noi elaboriamo il tuo ordine. Un Certificato di Analisi e una Scheda Dati di Sicurezza sono inclusi in ogni ordine.
Acquista High Temperature Alpha-Amylase For Alcohol & Brewing Starch Liquefaction →Numerati in ordine di prima citazione. Fonti open access, ciascuna verificata come raggiungibile al momento della pubblicazione; i numeri di citazione nel testo rimandano qui.