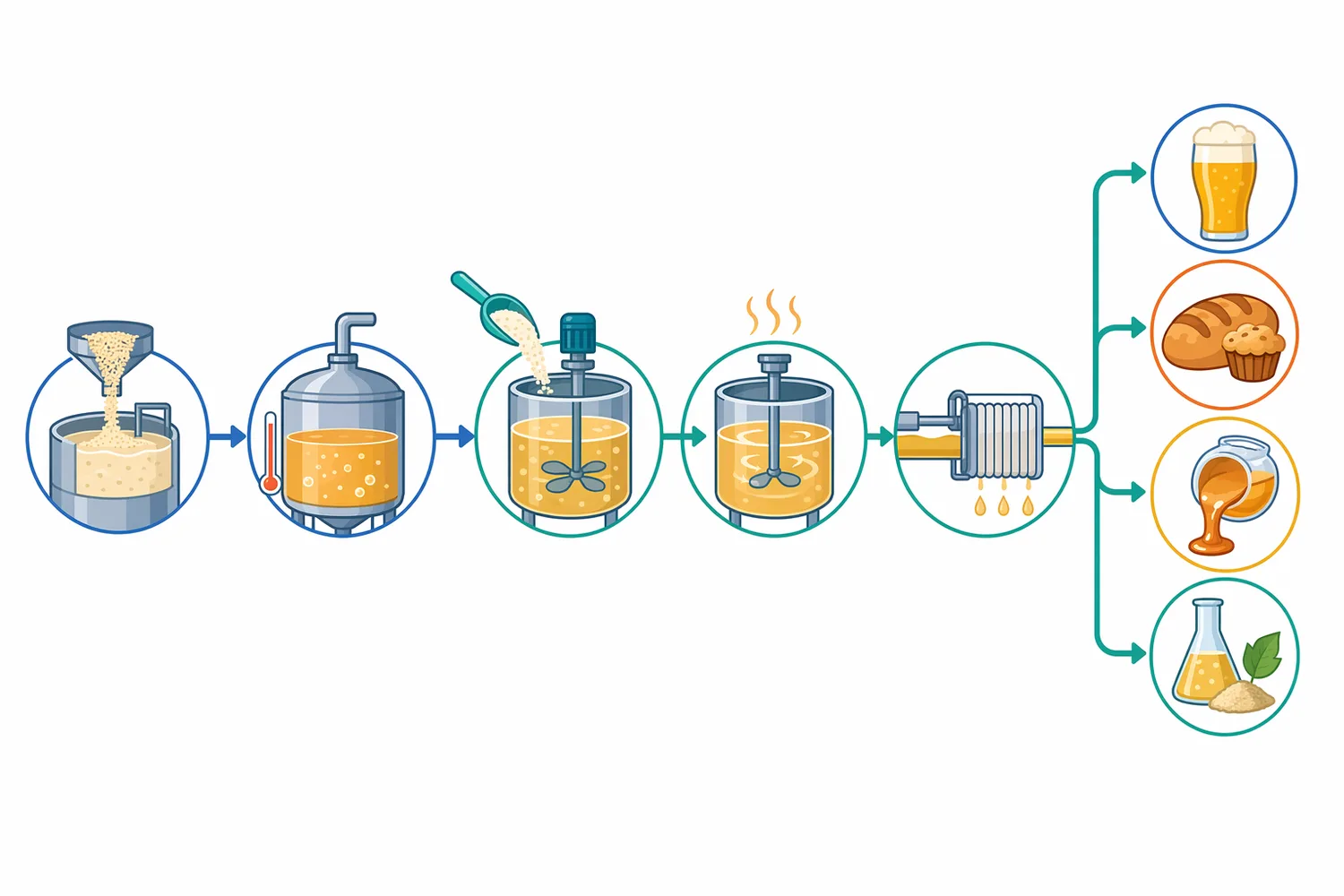
L’alfa-amilasi termoresistente in polvere è un enzima di processo usato per liquefare substrati ricchi di amido in condizioni calde, riducendo rapidamente la viscosità di mash, sospensioni di cereali, amidi vegetali e matrici alimentari. Agisce come endo-amilasi: taglia i legami α-1,4 interni dell’amido, generando destrine e oligosaccaridi che possono essere ulteriormente convertiti da enzimi saccarificanti come la glucoamilasi [1].
L’alfa-amilasi è un enzima amilolitico impiegato per modificare l’amido in modo controllato. Nei processi industriali non viene usata principalmente per “fare zucchero” in un solo passaggio, ma per aprire e accorciare le catene di amilosio e amilopectina, rendendo il sistema meno viscoso e più accessibile alle fasi successive. La letteratura descrive le amilasi come strumenti centrali nella trasformazione di materie prime vegetali, alimenti fermentati, ingredienti per bevande e substrati destinati a bioprocessi [2].
La versione termoresistente è progettata per lavorare in fasi dove la temperatura del processo è elevata, come gelatinizzazione, cottura del mash, liquefazione dell’amido e preparazione di substrati per fermentazione. Questa proprietà è importante perché l’amido diventa più accessibile agli enzimi quando i granuli assorbono acqua, si gonfiano e perdono parte della loro struttura ordinata; nello stesso momento, però, la viscosità aumenta e può ostacolare agitazione, pompaggio e trasferimento di calore. Le alfa-amilasi termostabili studiate in letteratura sono infatti valutate proprio per applicazioni di liquefazione dell’amido in condizioni termiche severe [3].
Nel catalogo Enzymes.bio, il prodotto è presentato come alfa-amilasi termostabile in polvere per idrolisi dell’amido, brewing e applicazioni alimentari/industriali. Enzymes.bio opera come fornitore online, non come produttore né come laboratorio analitico; il prodotto è acquistabile direttamente online in unità da 1 kg, con CoA e SDS forniti insieme all’ordine .
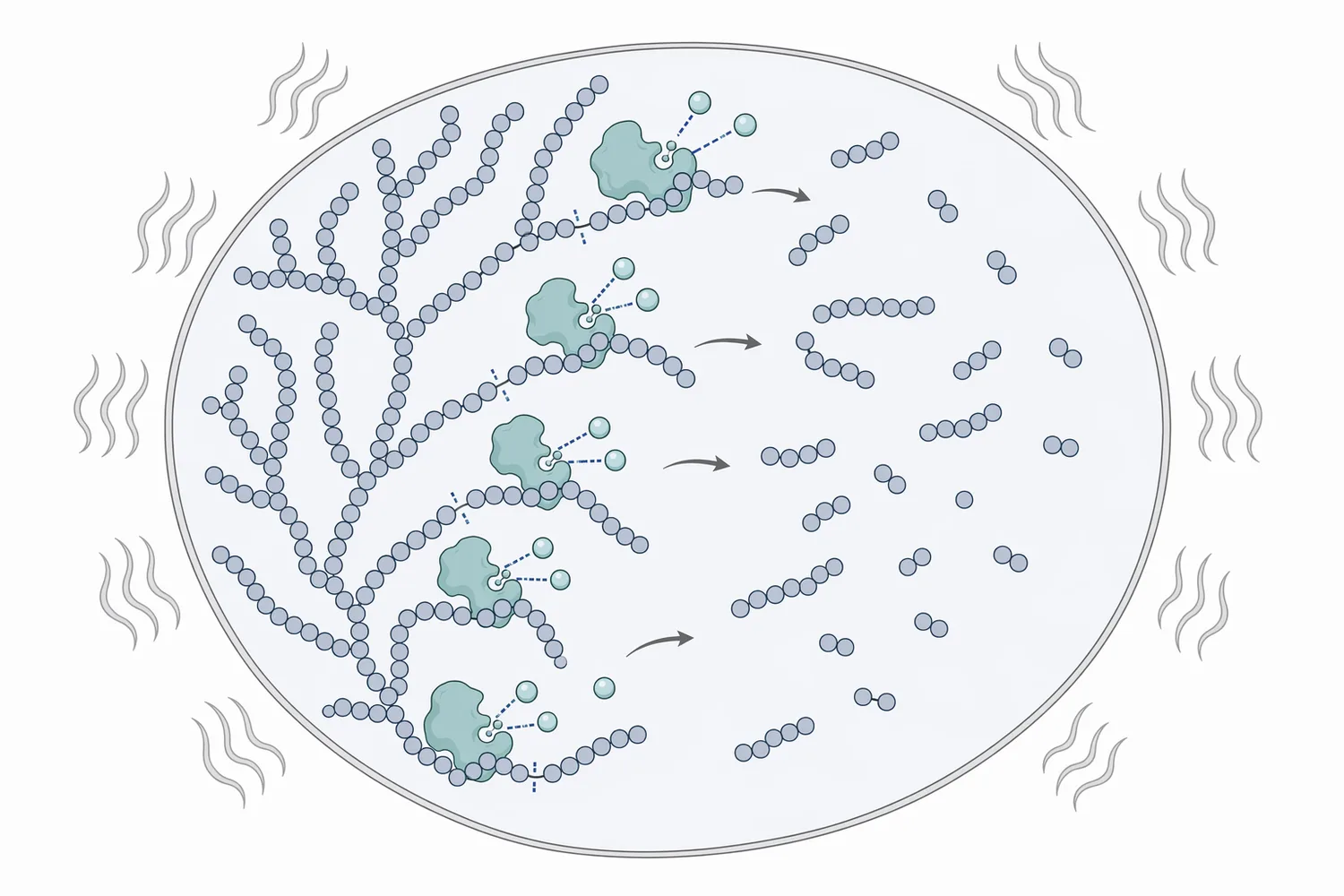
L’amido è formato da due principali famiglie di polimeri del glucosio: amilosio, prevalentemente lineare, e amilopectina, altamente ramificata. L’alfa-amilasi agisce soprattutto sui legami α-1,4 glicosidici presenti lungo queste catene, tagliandoli in punti interni. Per questo viene definita endo-amilasi: non “rosicchia” la molecola solo dalle estremità, ma interrompe la catena in più punti, generando frammenti più corti [4].
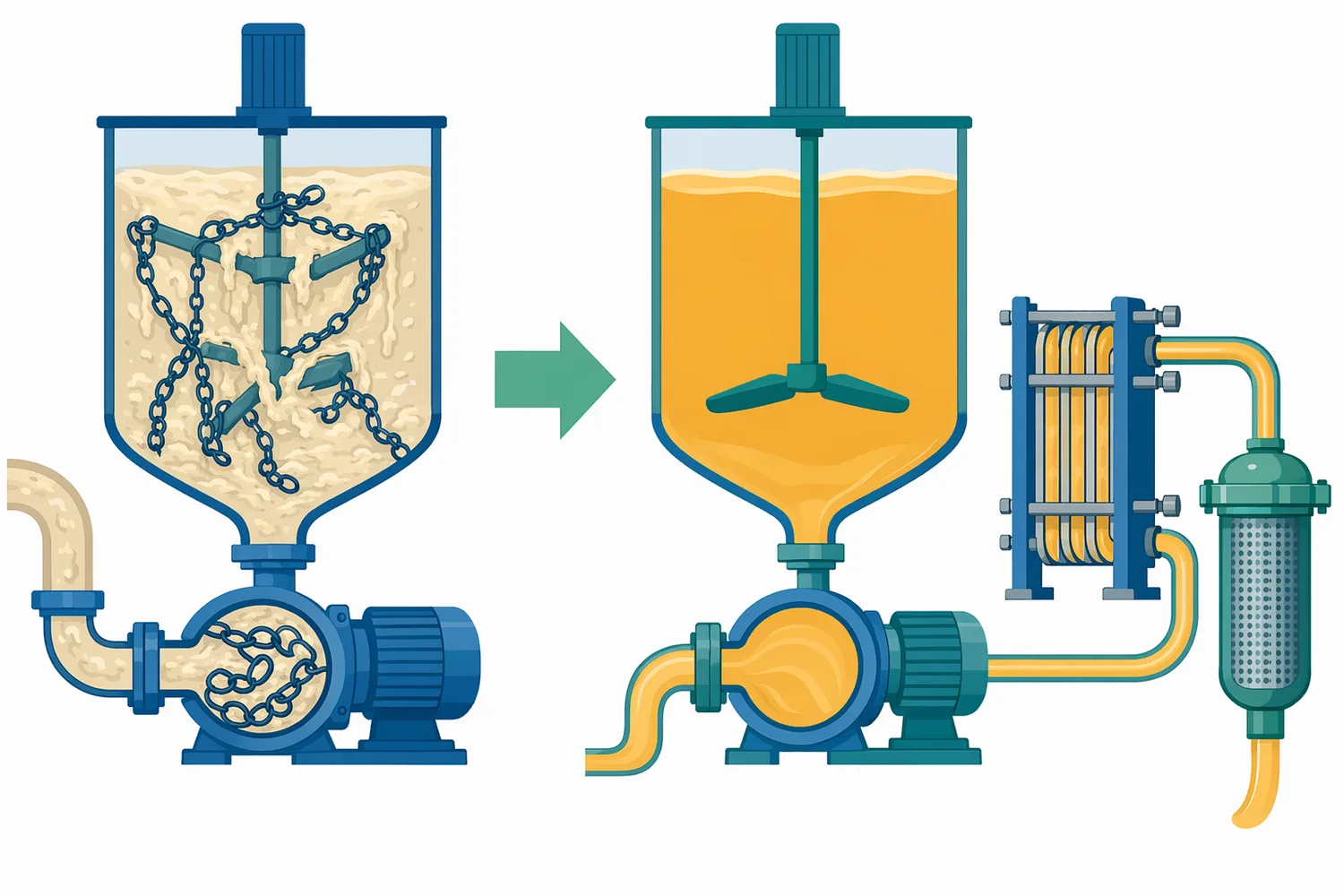
Il risultato immediato non è una conversione completa in glucosio, bensì una miscela di destrine, maltodestrine e oligosaccaridi di diversa lunghezza. Dal punto di vista di processo, questo è esattamente ciò che serve nella fase di liquefazione: le lunghe catene responsabili dell’elevata viscosità vengono ridotte a molecole più corte, migliorando la fluidità del sistema. Studi sull’idrolisi di amidi vegetali mostrano che il profilo dei prodotti dipende da substrato, tempo di trattamento e condizioni operative, confermando che l’alfa-amilasi modifica progressivamente la struttura dei componenti dell’amido [5].
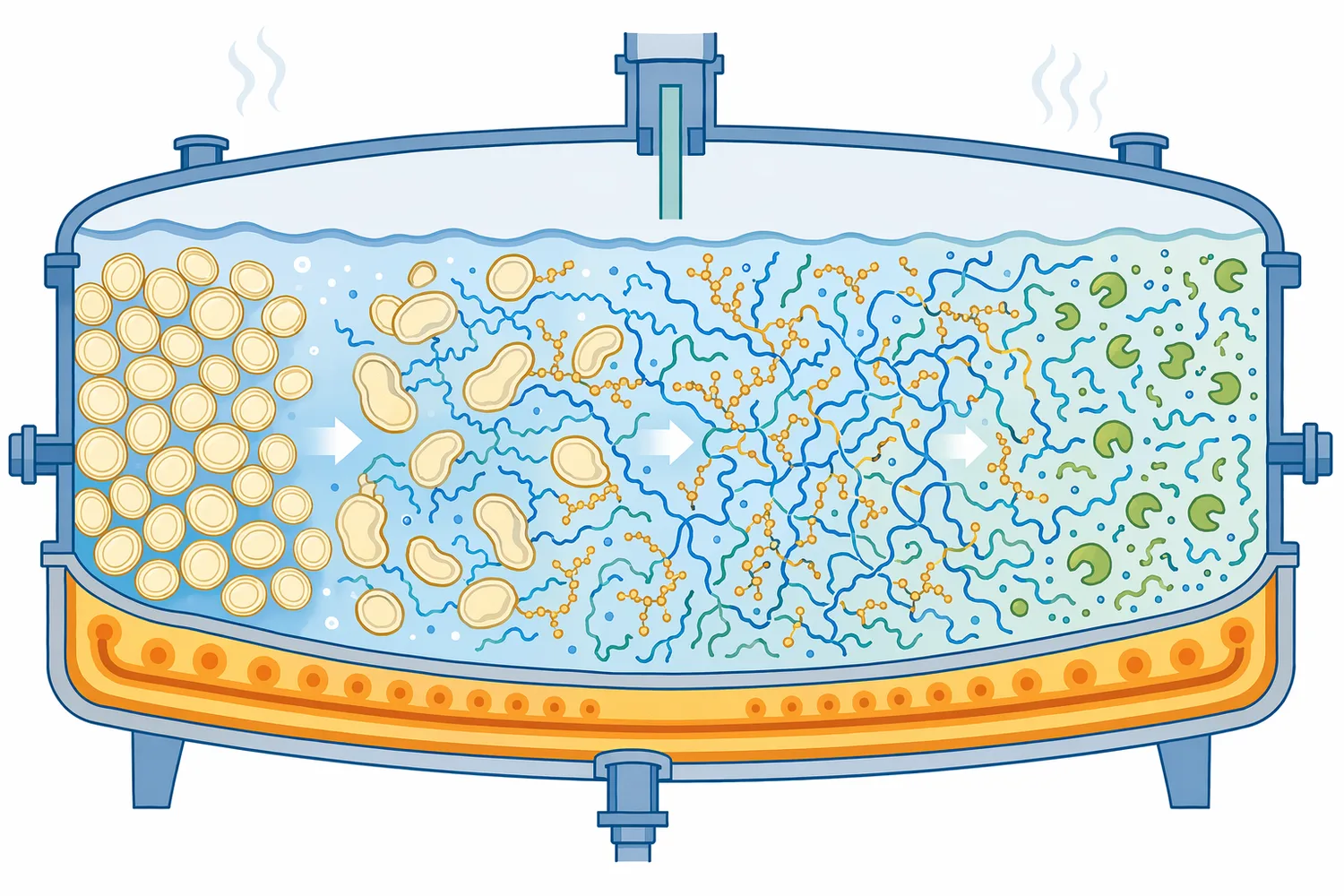
La riduzione della viscosità deriva da un principio fisico semplice: catene polimeriche più corte si intrecciano meno, trattengono meno la fase acquosa e scorrono più facilmente. In un mash di cereali, in una sospensione di amido di manioca o in una miscela di farina e acqua, questa trasformazione può migliorare agitazione, omogeneità termica e trasporto della massa. Nella produzione di amidi porosi da canna edibile, per esempio, l’idrolisi con alfa-amilasi termostabile è stata usata per modificare la struttura del granulo e aumentare la porosità, dimostrando la capacità dell’enzima di alterare proprietà fisiche e funzionali dell’amido [6].
La gelatinizzazione dell’amido è spesso una fase calda. Durante il riscaldamento in presenza di acqua, i granuli si gonfiano e le regioni cristalline si disorganizzano, rendendo i legami più esposti. Senza un intervento enzimatico adeguato, questa apertura strutturale può produrre una massa molto densa, difficile da gestire in apparecchiature industriali. Un’alfa-amilasi termoresistente consente di intervenire quando il substrato è accessibile, limitando l’aumento di viscosità o riducendolo dopo la gelatinizzazione [7].
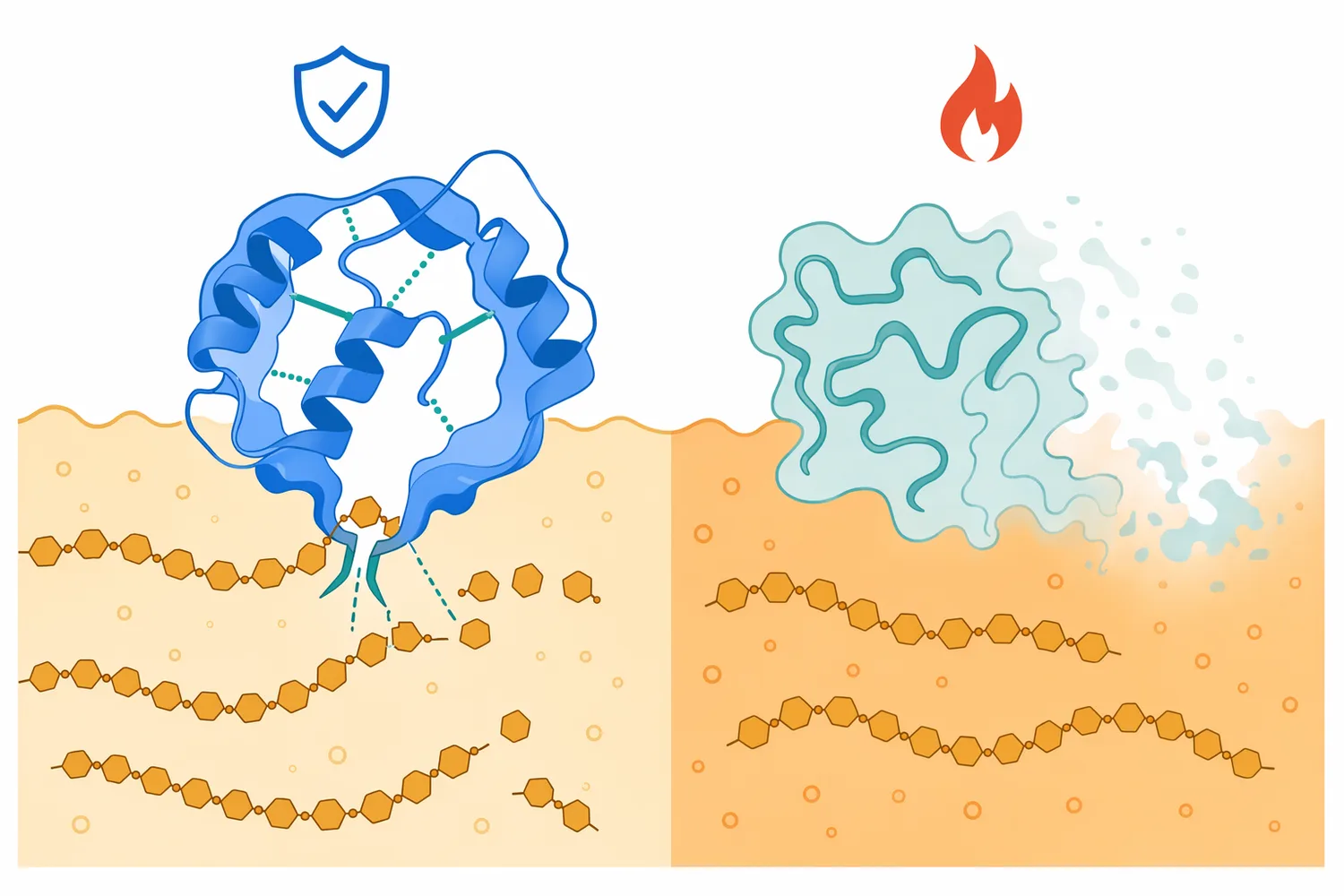
La termoresistenza è diversa dalla semplice “attività enzimatica”: indica la capacità dell’enzima di conservare funzione catalitica in un intervallo di processo più caldo rispetto ad amilasi meno stabili. Diverse alfa-amilasi termostabili di origine microbica sono state caratterizzate per la liquefazione dell’amido, incluse amilasi da microrganismi termofili o isolati da ambienti caldi. Uno studio su una alfa-amilasi da Aeribacillus pallidus isolato da sorgente geotermica, ad esempio, la descrive come enzima liquefacente per amido con stabilità coerente con applicazioni a temperatura elevata [3].
Questa caratteristica è particolarmente utile quando il processo non può essere raffreddato rapidamente o quando il raffreddamento genererebbe costi, tempi morti o rischi microbiologici. Nei sistemi industriali, un enzima che lavora nella fase calda può ridurre la necessità di lunghe soste a temperature inferiori, migliorando l’integrazione tra cottura, liquefazione e fasi successive. La letteratura sulla biocatalisi industriale evidenzia proprio il valore di enzimi progettati o selezionati per condizioni operative robuste, perché consentono processi più efficienti e integrabili in linee esistenti [8].
Nelle applicazioni dell’amido, è essenziale distinguere l’alfa-amilasi dagli enzimi saccarificanti. L’alfa-amilasi è lo strumento tipico della liquefazione: riduce la viscosità e produce destrine. La glucoamilasi, invece, agisce prevalentemente dalle estremità non riducenti delle catene e libera glucosio; per questo è più adatta quando l’obiettivo è aumentare la resa in zuccheri fermentabili o produrre sciroppi ricchi in glucosio. L’uso combinato di alfa-amilasi e glucoamilasi è una strategia consolidata nell’idrolisi dell’amido [9].
| Enzima | Punto d’azione principale | Risultato prevalente | Uso tipico nei processi con amido |
|---|---|---|---|
| Alfa-amilasi termoresistente | Tagli interni sui legami α-1,4 dell’amido | Destrine, oligosaccaridi, forte riduzione della viscosità | Liquefazione di mash, amidi vegetali, substrati per brewing, fermentazione e industria alimentare [1] |
| Glucoamilasi | Estremità non riducenti di destrine e amido | Glucosio e zuccheri fermentabili | Saccarificazione dopo liquefazione, produzione di sciroppi e preparazione di substrati fermentativi [9] |
| Beta-amilasi | Rilascio progressivo di maltosio dalle estremità | Maltosio e destrine limite | Mashing e profili zuccherini specifici in ambito maltario/birraio [10] |
La sequenza più comune nei processi industriali è quindi logica: prima si fluidifica il sistema con alfa-amilasi, poi si procede eventualmente alla saccarificazione con altri enzimi. Se si tenta di usare direttamente un enzima saccarificante su una massa troppo viscosa o insufficientemente gelatinizzata, l’accesso al substrato può essere limitato e il trasferimento di massa meno efficiente. Studi sulla co-immobilizzazione di alfa-amilasi termostabile e glucoamilasi mostrano l’interesse applicativo della combinazione delle due attività per l’idrolisi dell’amido [9].
Nel brewing, l’alfa-amilasi termoresistente è rilevante quando il mash contiene cereali o adjunct che aumentano il carico di amido ma non apportano sufficiente attività enzimatica naturale. Riso, mais, sorgo, legumi e altri ingredienti amidacei possono richiedere una fase di cottura o gelatinizzazione più intensa rispetto al malto d’orzo. L’enzima aiuta a ridurre la viscosità della massa e a rendere l’amido più disponibile per la conversione successiva [10].
La qualità del mash influisce su filtrazione, recupero dell’estratto, fermentabilità e stabilità del processo. Se l’amido non viene convertito o degradato in modo adeguato, possono comparire residui amidacei, difficoltà di separazione e inefficienze nella fermentazione. Una review sugli enzimi di origine fungina nel malting e brewing sottolinea che gli enzimi amilolitici contribuiscono alla degradazione dell’amido e alla definizione della qualità birraria, pur con effetti dipendenti dalla matrice e dal processo [10].
L’interesse per adjunct alternativi rende ancora più importante il controllo enzimatico. Uno studio sull’ottimizzazione della fava come adjunct per brewing ha evidenziato che il trattamento e la trasformazione della materia prima influenzano la sua idoneità nel processo birrario. In contesti simili, l’enzima non è una scorciatoia universale, ma un supporto tecnico per adattare substrati amidacei diversi alla logica del mashing e della fermentazione [11].
Nel distilling e nei processi fermentativi basati su amido, la funzione dell’alfa-amilasi è preparare un substrato più fluido e più convertibile. Cereali macinati, farine, manioca, sago e altri amidi vegetali possono formare sospensioni dense dopo riscaldamento; la liquefazione enzimatica permette di ridurre la resistenza al mescolamento e di aumentare l’accessibilità del substrato per la saccarificazione. L’espressione di alfa-amilasi termostabile capace di digerire amido crudo è stata studiata proprio per l’idrolisi dell’amido di sago, confermando l’interesse industriale verso enzimi stabili e attivi su matrici vegetali [1].
In molti flussi produttivi, l’alfa-amilasi è seguita da glucoamilasi o altri enzimi in grado di liberare zuccheri fermentabili. Questo è particolarmente importante quando il prodotto finale dipende da lieviti o batteri che metabolizzano zuccheri semplici. La letteratura su Saccharomyces cerevisiae in food processing evidenzia l’importanza della disponibilità di substrati fermentabili nella preparazione di alimenti, ingredienti e prodotti nutraceutici o farmaceutici derivati da processi biologici [12].
Per fermentazioni industriali, la qualità della liquefazione influenza anche la gestione di solidi sospesi, fouling, trasferimento di calore e uniformità di processo. Un mash meno viscoso è più facile da pompare e da mantenere omogeneo, con minori gradienti locali. Non significa che l’alfa-amilasi determini da sola la resa fermentativa, ma che rimuove uno dei colli di bottiglia più comuni nelle matrici amidacee: la viscosità generata dall’amido gelatinizzato [13].
Nell’industria alimentare, l’alfa-amilasi viene impiegata per modificare la funzionalità degli amidi e ottenere ingredienti con comportamento reologico diverso. L’idrolisi controllata può produrre maltodestrine, ridurre la tendenza alla gelificazione, migliorare la disperdibilità o generare strutture porose utili in specifiche applicazioni. La produzione di amido poroso mediante idrolisi con alfa-amilasi termostabile è stata documentata su amido di canna edibile, con modifiche della struttura che ne influenzano le proprietà fisiche [6].
Le maltodestrine sono un esempio pratico di prodotto ottenuto tramite idrolisi parziale dell’amido. La loro funzionalità dipende dal grado di depolimerizzazione: catene più corte hanno solubilità, dolcezza, viscosità e comportamento tecnologico diversi rispetto all’amido nativo. Uno studio sulla sintesi di maltodestrine da amido di mais ha esaminato l’influenza di concentrazione enzimatica, temperatura e durata dell’idrolisi sul valore di equivalenza destrosio, confermando che il profilo del prodotto dipende dall’intensità del trattamento enzimatico [14].
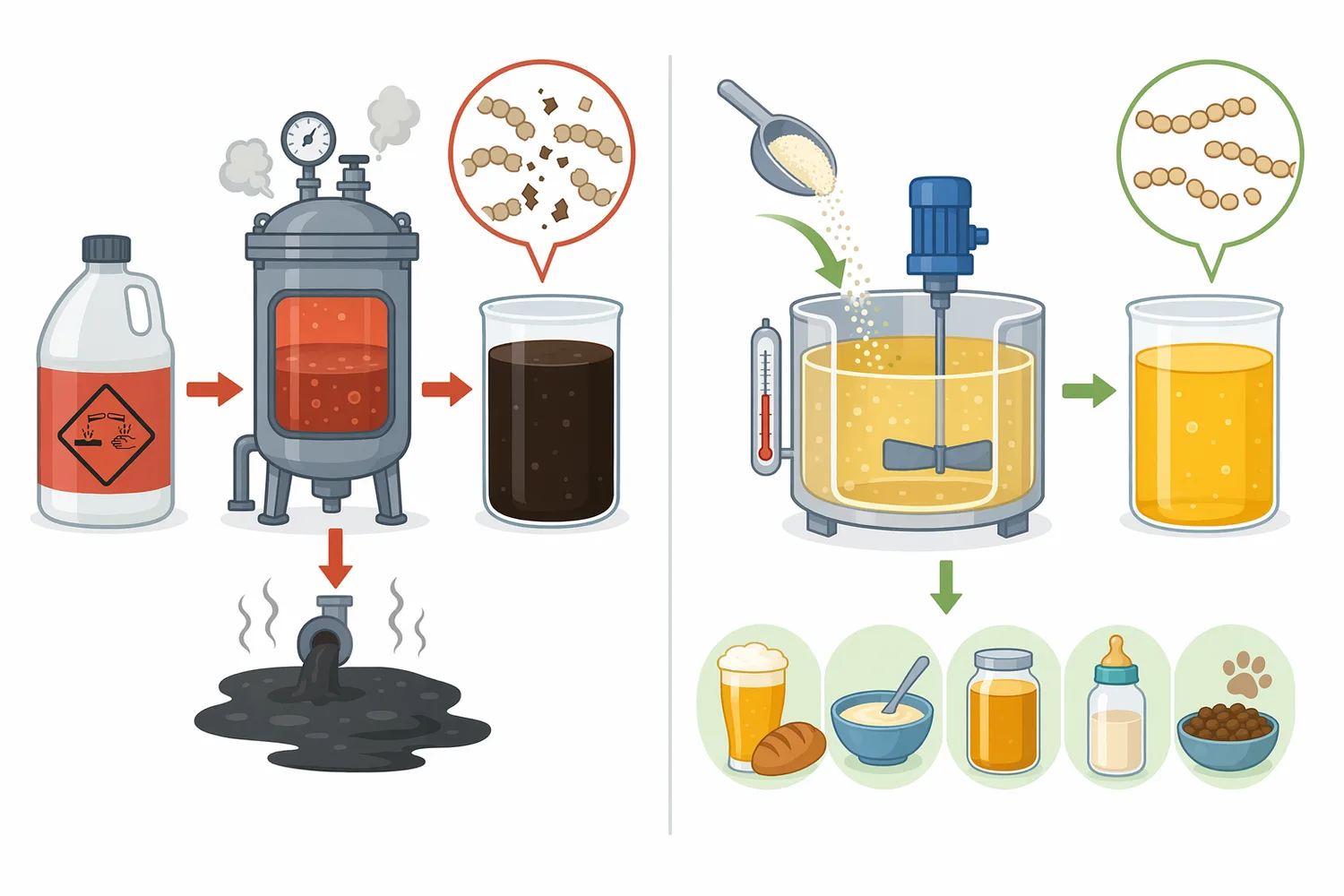
La stessa logica si applica a sottoprodotti amidacei e flussi secondari. L’uso di alfa-amilasi per produrre sciroppi di glucosio da amido di manioca di scarto è stato studiato come approccio di valorizzazione “green”, con l’obiettivo di trasformare una matrice ricca di amido in una fonte di zuccheri utilizzabile. Anche in questo caso, l’alfa-amilasi svolge la funzione iniziale di scissione e liquefazione, mentre la conversione verso zuccheri semplici richiede condizioni e attività enzimatiche coerenti con l’obiettivo finale [13].
In succhi, estratti vegetali e bevande, l’amido residuo può contribuire a torbidità, instabilità e difficoltà di filtrazione. Se la matrice contiene particelle amidacee o amidi parzialmente gelatinizzati, la degradazione con alfa-amilasi può ridurre la viscosità e limitare la formazione di velature indesiderate. Le applicazioni alimentari degli enzimi comprendono infatti chiarificazione, miglioramento della filtrabilità e stabilizzazione di matrici liquide complesse [2].
L’uso va però distinto da quello di pectinasi, cellulasi o proteasi. Se la torbidità è causata da pectine, pareti cellulari o proteine, l’alfa-amilasi da sola può avere un effetto limitato. Se invece la componente critica è l’amido, il taglio delle catene α-1,4 può ridurre la presenza di particelle o colloidi amidacei. Questa distinzione è importante perché molte matrici vegetali contengono più famiglie di biopolimeri, ciascuna sensibile a enzimi diversi [15].
Nella pratica, l’alfa-amilasi si inserisce quindi come strumento specifico per il problema “amido”, non come chiarificante universale. L’efficacia dipende dalla natura dell’amido, dal trattamento termico precedente, dal contenuto di solidi e dall’interazione con altri componenti della matrice. Gli studi su modifiche enzimatiche di polisaccaridi vegetali mostrano che la risposta funzionale può cambiare in modo marcato tra substrati diversi, anche quando il principio catalitico è lo stesso [16].
| Area applicativa | Problema tecnico tipico | Ruolo dell’alfa-amilasi termoresistente | Risultato atteso realistico |
|---|---|---|---|
| Brewing con adjunct | Mash viscoso, amido gelatinizzato non completamente gestito dagli enzimi del malto | Liquefazione delle frazioni amidacee e supporto alla conversione nel mash | Migliore fluidità, gestione più stabile del mash, supporto alla fermentabilità [10] |
| Distilling e fermentazioni | Sospensioni di cereali o tuberi troppo dense per miscelazione e pompaggio efficienti | Taglio delle catene di amido prima della saccarificazione | Substrato più fluido e più accessibile agli enzimi successivi [1] |
| Lavorazione amido e maltodestrine | Necessità di depolimerizzare amido nativo o gelatinizzato | Idrolisi parziale controllata dell’amido | Destrine/maltodestrine e riduzione della viscosità [14] |
| Succhi ed estratti vegetali | Torbidità o filtrazione difficile causata da amido | Degradazione della componente amidacea | Migliore filtrabilità quando l’amido è il fattore limitante [2] |
| Ingredienti funzionali | Necessità di modificare struttura e proprietà fisiche dell’amido | Produzione di amidi parzialmente idrolizzati o porosi | Cambiamento di porosità, solubilità e comportamento reologico [6] |
Questa tabella evidenzia un punto chiave: il beneficio più affidabile dell’alfa-amilasi termoresistente è la modifica dell’amido, non la risoluzione generica di ogni problema di processo. Dove l’amido è il collo di bottiglia, l’enzima può avere un impatto diretto; dove il problema è dovuto ad altri polimeri o a fattori microbiologici, servono strategie diverse. Le moderne applicazioni enzimatiche nell’industria alimentare si basano proprio su questa selettività: scegliere il biocatalizzatore in funzione del legame chimico e della matrice [8].
Il primo fattore è l’accessibilità dell’amido. L’amido nativo in granuli compatti è generalmente meno accessibile rispetto all’amido gelatinizzato o danneggiato meccanicamente. Tuttavia, alcune alfa-amilasi sono studiate anche per la digestione di amido crudo, con risultati che variano in base a origine botanica, struttura del granulo e caratteristiche dell’enzima. Studi su alfa-amilasi da Aspergillus flavus e da Streptomyces mobaraensis mostrano interesse per enzimi capaci di idrolizzare amidi grezzi, ma non autorizzano a generalizzare identiche prestazioni a ogni formulazione commerciale [17] [18].
Il secondo fattore è la struttura dell’amido. Amidi di mais, manioca, sago, canna edibile, tuberi o legumi differiscono per rapporto amilosio/amilopectina, dimensione dei granuli, cristallinità e presenza di componenti associati. Queste differenze influenzano velocità di idrolisi, profilo delle destrine e cambiamento di viscosità. La letteratura su amidi di sago, canna edibile e altri substrati conferma che la risposta all’alfa-amilasi dipende dal materiale di partenza [5].
Il terzo fattore è l’integrazione con le fasi successive. Se l’obiettivo è solo ridurre viscosità, l’alfa-amilasi può essere sufficiente. Se l’obiettivo è massimizzare glucosio o zuccheri fermentabili, la liquefazione deve essere seguita da saccarificazione. L’uso congiunto o sequenziale di alfa-amilasi e glucoamilasi è infatti una strategia studiata per migliorare l’idrolisi dell’amido, inclusi sistemi in cui gli enzimi vengono immobilizzati o combinati per aumentare efficienza operativa [19] [9].
È realistico aspettarsi una riduzione della viscosità quando l’amido è accessibile e le condizioni di processo sono compatibili con l’attività dell’enzima. È anche realistico aspettarsi una maggiore predisposizione del substrato alla saccarificazione, perché le destrine prodotte dall’alfa-amilasi offrono più estremità e molecole più corte agli enzimi successivi. Studi sull’idrolisi dell’amido a glucosio con alfa-amilasi confermano che la depolimerizzazione enzimatica è una fase chiave nella conversione di substrati amidacei [4].
Non è invece corretto aspettarsi che l’alfa-amilasi trasformi da sola tutto l’amido in glucosio o che risolva problemi causati da pectine, proteine, lipidi, tannini o contaminanti. Per esempio, i tannini condensati presenti in alcune materie prime vegetali possono cambiare durante il processing e interagire con proteine o altri componenti, ma non sono il bersaglio primario dell’alfa-amilasi [20]. La specificità dell’enzima è un vantaggio quando il problema è l’amido, ma diventa un limite se la causa tecnologica è diversa.
È inoltre importante interpretare con prudenza i risultati pubblicati su enzimi specifici. Le pubblicazioni scientifiche spesso analizzano un ceppo, un enzima purificato, una matrice o un sistema sperimentale definito. Questi dati spiegano il razionale tecnico della categoria “alfa-amilasi termoresistente”, ma non devono essere letti come garanzia che ogni prodotto commerciale replichi esattamente gli stessi risultati in qualsiasi impianto. La performance dipende da matrice, trattamento termico, tempo di contatto, pH, solidi totali e sequenza enzimatica [3].
Gli enzimi industriali sono spesso considerati strumenti di processo più selettivi rispetto a trattamenti chimici drastici, perché catalizzano reazioni specifiche in condizioni compatibili con matrici alimentari e biologiche. Nel caso dell’alfa-amilasi, la selettività verso i legami dell’amido permette di intervenire su viscosità e depolimerizzazione senza modificare indiscriminatamente tutti i componenti della matrice. Le review sulla biocatalisi industriale evidenziano il ruolo degli enzimi nella riduzione dell’intensità di processo e nell’integrazione sostenibile delle trasformazioni biologiche [8].
La valorizzazione di materie prime vegetali e sottoprodotti ricchi di amido è un altro ambito rilevante. L’amido residuo in flussi secondari può diventare una fonte di destrine o zuccheri fermentabili se viene idrolizzato in modo adeguato. Studi sull’uso di amido di manioca di scarto per produrre sciroppo di glucosio mostrano come l’idrolisi enzimatica possa contribuire alla trasformazione di una risorsa sottoutilizzata in un ingrediente o intermedio più utile [13].
Anche nei processi tradizionali, come fermentazioni alimentari e brewing, il controllo enzimatico permette di gestire materie prime più variabili. Le fermentazioni tipo koji, per esempio, dipendono da una catalisi multi-enzimatica in cui amilasi, proteasi e altre attività lavorano in parallelo per trasformare substrati complessi. Questa prospettiva aiuta a collocare l’alfa-amilasi nel contesto corretto: un enzima fondamentale per la frazione amidacea, spesso parte di un sistema enzimatico più ampio [21].
L’alfa-amilasi termoresistente in polvere offerta da Enzymes.bio è posizionata per processi di idrolisi dell’amido, brewing e applicazioni alimentari/industriali. Il valore pratico per un utilizzatore B2B è la disponibilità online di un enzima orientato alla liquefazione in condizioni calde, in un formato da 1 kg adatto all’acquisto diretto tramite il sito. Enzymes.bio non deve essere intesa come produttore o laboratorio: è un fornitore online che rende disponibili enzimi commerciali con documentazione accompagnatoria all’ordine .
La pagina dedicata alle amilasi su Enzymes.bio presenta più opzioni di enzimi amilolitici per impieghi diversi, incluse amilasi per liquefazione dell’amido, brewing, lavorazioni alimentari e conversioni industriali. Questa distinzione è utile perché non tutte le amilasi hanno lo stesso profilo applicativo: un’alfa-amilasi termoresistente è più coerente con liquefazione calda, mentre altre amilasi possono essere preferite quando il processo richiede temperature più moderate o profili zuccherini differenti .
Per l’utilizzatore, il punto centrale non è scegliere l’enzima “più forte” in astratto, ma quello coerente con il collo di bottiglia del processo. Se il problema è un mash amidaceo caldo, viscoso e difficile da gestire, l’alfa-amilasi termoresistente è una scelta tecnicamente coerente. Se il problema è ottenere glucosio finale, aumentare fermentabilità o completare la conversione, l’alfa-amilasi va considerata come fase di liquefazione da integrare con saccarificazione [9].
L’alfa-amilasi termoresistente in polvere è un biocatalizzatore specifico per la depolimerizzazione dell’amido in condizioni calde. Il suo meccanismo principale è il taglio interno dei legami α-1,4 nelle catene amidacee, con formazione di destrine e oligosaccaridi; il principale effetto di processo è la riduzione della viscosità e la preparazione del substrato alla conversione successiva [1].
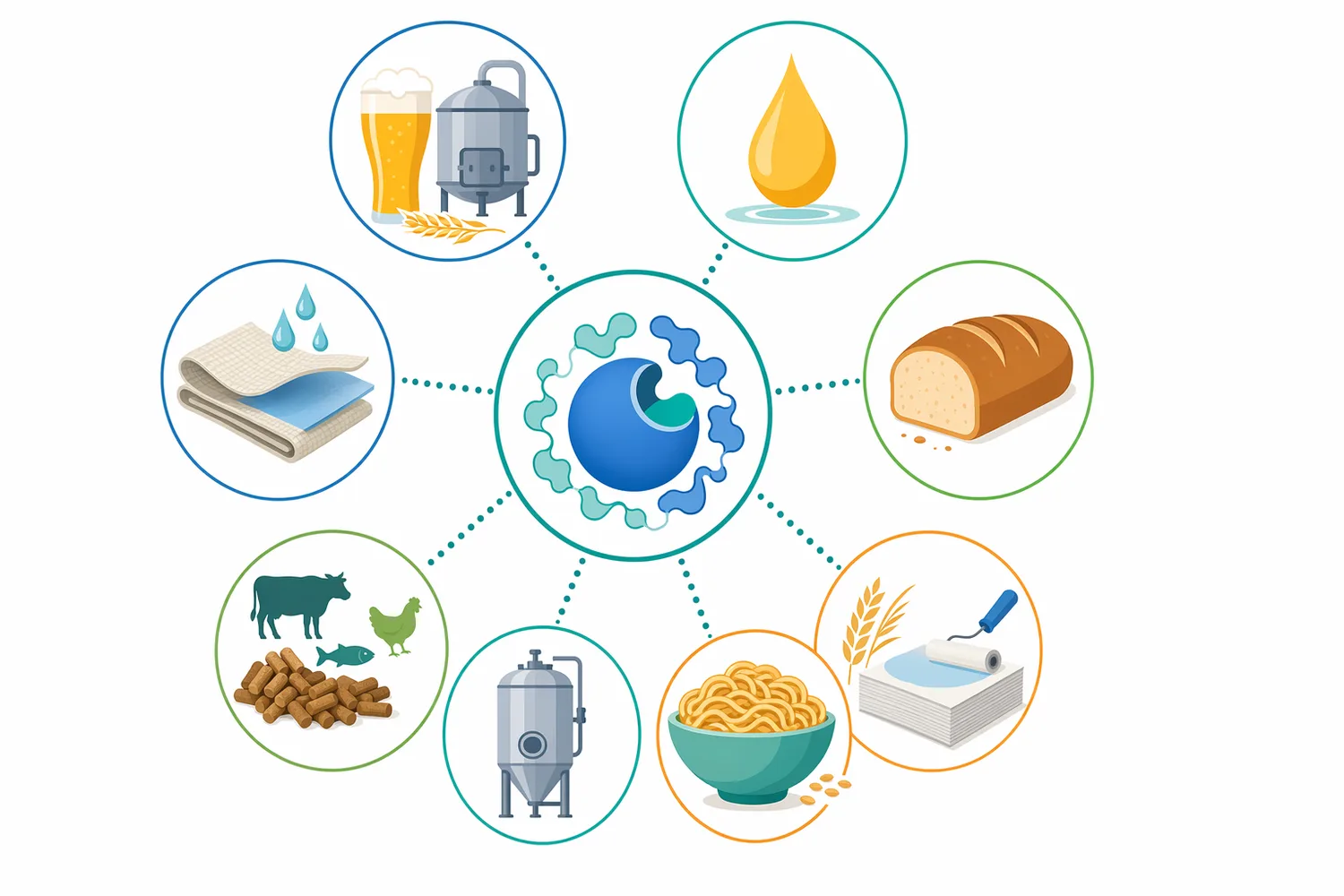
Le applicazioni più rilevanti includono brewing con adjunct amidacei, distilling, fermentazioni, lavorazione di amidi vegetali, produzione di maltodestrine, valorizzazione di sottoprodotti amidacei e controllo della componente amido in bevande o estratti vegetali. Le evidenze scientifiche supportano il razionale d’uso delle alfa-amilasi termostabili, ma le prestazioni effettive dipendono sempre da matrice, accessibilità dell’amido, integrazione termica e sequenza enzimatica [7].
Nel contesto Enzymes.bio, il prodotto è proposto come alfa-amilasi termoresistente per idrolisi dell’amido, brewing e industria alimentare, disponibile online in unità da 1 kg con CoA e SDS forniti insieme all’ordine. Usato correttamente, il suo ruolo più solido è rendere i sistemi amidacei caldi più fluidi, più lavorabili e più pronti per eventuali fasi successive di saccarificazione o fermentazione .
Venduto in unità da 1 kg, disponibile a magazzino e pronto per la spedizione. Ordina direttamente dal nostro store: paga online e noi elaboriamo il tuo ordine. Un Certificato di Analisi e una Scheda Dati di Sicurezza sono inclusi in ogni ordine.
Acquista High Temperature Resistant Α-Amylase Powder 100,000 U/G Brewing Starch Hydrolysis Food Industry Biological Enzymes →Numerati in ordine di prima citazione. Fonti open access, ciascuna verificata come raggiungibile al momento della pubblicazione; i numeri di citazione nel testo rimandano qui.