Industrial alkaline xylanase is used in pulp and paper processing as a biological pre-treatment that hydrolyzes xylan, a hemicellulose coating and barrier associated with pulp fibers. By loosening that xylan-rich layer, it helps bleaching chemicals reach residual lignin more effectively, supporting bleach boosting, recycled-fiber deinking, and lower chemical intensity in suitable processes.
The enzyme does not “bleach” pulp in the same way as chlorine dioxide, peroxide, or other oxidative chemicals. Its value is more specific: it changes the fiber surface and hemicellulose structure so that the following bleaching or deinking stage can work more efficiently, with potential benefits for brightness response, chemical reduction, fiber preservation, and effluent quality.
Industrial alkaline xylanase is a hemicellulose-degrading enzyme used where pulp slurries are neutral to alkaline and often warm. Its target substrate is xylan, one of the major hemicelluloses in lignocellulosic biomass and a structural carbohydrate associated with cellulose and lignin in plant cell walls [1].
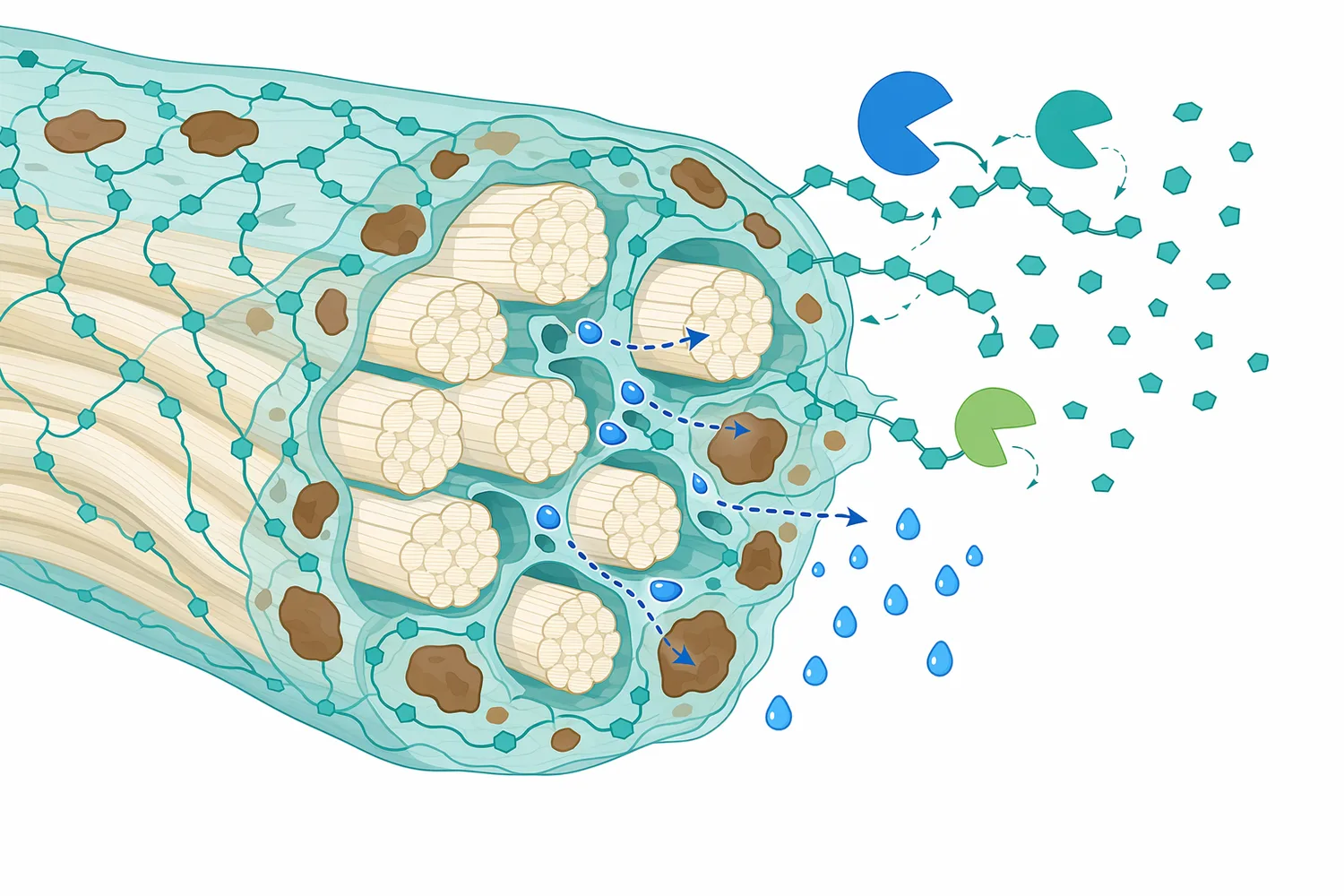
In pulping, xylan is not simply a background carbohydrate. During kraft cooking, oxygen delignification, washing, and related fiber treatments, portions of hemicellulose can be solubilized, chemically modified, relocated, and redeposited on or near cellulose fiber surfaces. That redeposited xylan can reduce accessibility by forming a hemicellulose-rich barrier between bleaching chemicals and residual lignin structures within the fiber wall [2].
Alkaline xylanase is therefore best understood as a process aid for accessibility. It selectively cuts xylan chains into shorter soluble fragments, opening the fiber surface and helping release or expose lignin-carbohydrate associations that would otherwise make bleaching less efficient. This explains why xylanase is widely discussed in the literature as a bleach-boosting enzyme rather than as a stand-alone replacement for bleaching chemistry [2].
For recycled paper, the same principle applies in a different setting. Mixed office waste, copier paper, and other recovered fibers carry inks, fillers, coatings, altered hemicellulose, and chemically stressed fibers; enzymatic deinking research has investigated xylanase-containing approaches because modifying hemicellulose at the fiber surface can improve ink detachment and subsequent cleaning steps [3].
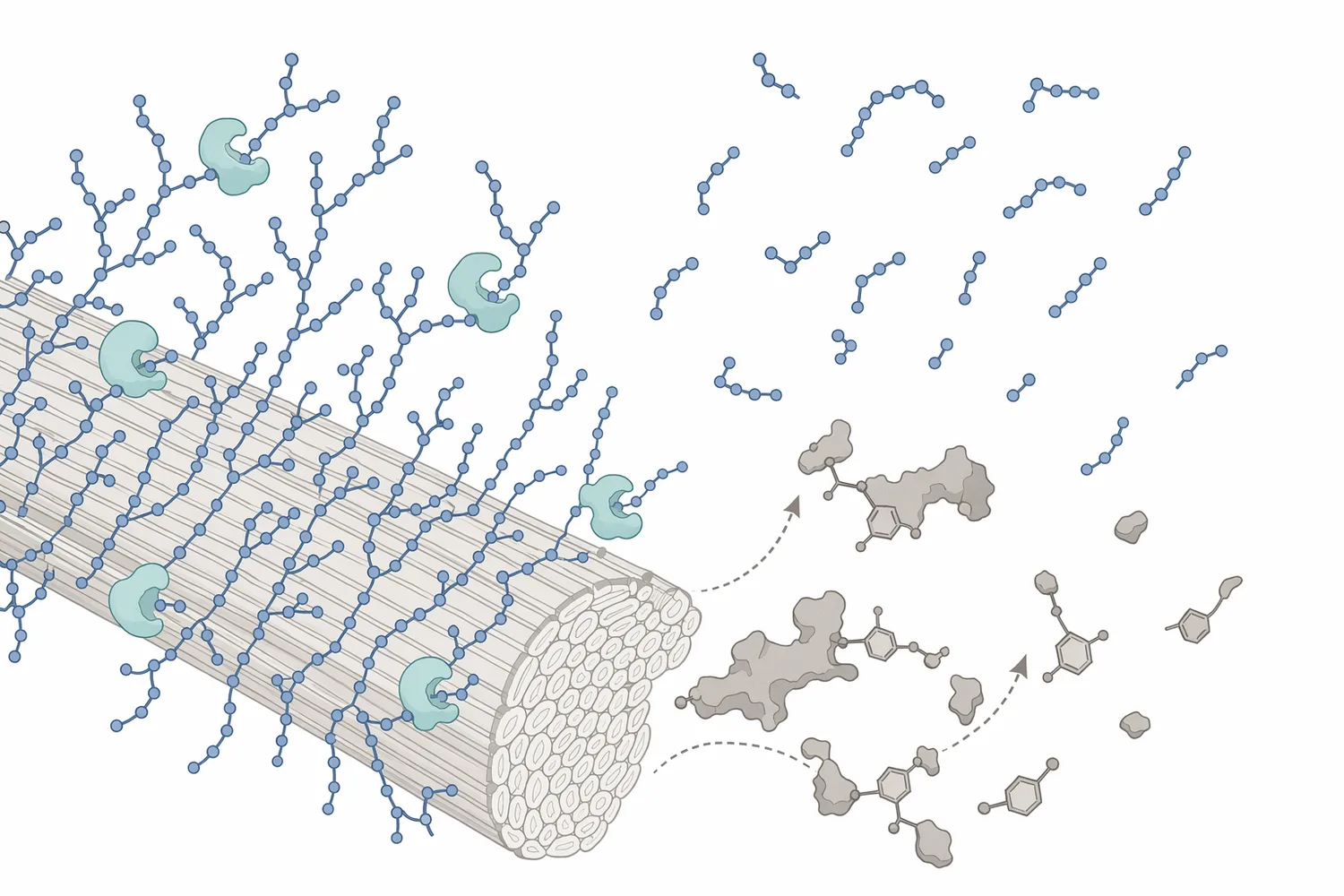
Pulp fibers are built primarily from cellulose microfibrils embedded with hemicellulose and lignin-derived structures. Xylan sits in this matrix as a shorter, more branched polysaccharide than cellulose; because it is less crystalline and more accessible, it can be attacked by xylanase without requiring the severe chemical conditions needed to break down cellulose [1].
Xylanase hydrolyzes internal bonds in the xylan backbone. In practical terms, a long xylan chain that may be attached to, coating, or entangling the fiber surface is cut into smaller fragments. These fragments are more water-dispersible and easier to remove during washing, extraction, or downstream bleaching stages [2].
That change has an important bleaching consequence. Residual lignin and chromophoric structures are not always freely exposed to bleaching chemicals; they can be trapped behind hemicellulose, associated with lignin-carbohydrate complexes, or protected within a less permeable fiber surface. When xylanase reduces the xylan barrier, oxidative bleaching chemicals can diffuse more effectively toward the lignin-rich regions that drive color and kappa number [2].
This is why the enzyme can improve brightness response without directly oxidizing lignin. Xylanase is not primarily a lignin-degrading enzyme; it does not perform the same role as laccase, manganese peroxidase, or chemical oxidants. Instead, it changes the carbohydrate architecture around lignin so that the lignin-removal chemistry already present in the process becomes more effective [4].
The selectivity is also important for fiber quality. Cellulose is the main strength-bearing polymer in paper fibers, and excessive chemical or enzymatic attack on cellulose can weaken fibers. Xylanase-focused treatment is attractive because it targets hemicellulose accessibility rather than relying only on harsher oxidative or alkaline conditions that can contribute to cellulose degradation [3].
Pulp and paper systems are frequently alkaline, especially after kraft cooking, alkaline extraction, peroxide-related stages, and many recycled-fiber treatments. An enzyme that performs well only under acidic food-processing conditions is not automatically useful in pulp processing, because the pulp environment can quickly reduce enzyme effectiveness if pH and temperature tolerance are mismatched [5].
Alkaline xylanases are therefore developed and studied specifically for conditions closer to industrial pulp environments. Research on thermostable and alkaline-tolerant GH10 xylanase highlights the importance of maintaining xylan-hydrolyzing function under alkaline and elevated-temperature conditions, which are common constraints in industrial lignocellulose processing [5].
Bacterial xylanases are also frequently studied for this reason. Work on alkaline xylanase isoforms from Bacillus pumilus was explicitly directed toward industrial application, reflecting the interest in enzymes that can tolerate the alkaline process windows often encountered in pulp and paper treatment [6].
The difference between acid, neutral, and alkaline xylanase is not only a label; it affects where the enzyme can realistically function in a paper process.
| Xylanase type | General operating character | Best conceptual fit in pulp and paper | Practical limitation if mismatched |
|---|---|---|---|
| Acid xylanase | Functions best under acidic conditions | More relevant to acidic biomass or specialty treatment environments | May lose effectiveness in alkaline kraft or recycled-fiber systems |
| Neutral xylanase | Functions around near-neutral process conditions | Can fit some mild pulp treatment or specialty fiber steps | May be less suitable where the process remains strongly alkaline |
| Alkaline xylanase | Designed for neutral-to-alkaline and often warm process environments | Bleach boosting, kraft pulp pre-treatment, recycled-fiber deinking support, alkaline extraction-adjacent stages | Still depends on compatibility with the actual mill sequence and residence conditions |
Studies focused on alkalophilicity improvement, including mutation work on an alkaline xylanase from Bacillus sp., show why this property receives so much attention: better alkaline performance expands the range of pulp-process environments in which the enzyme can remain useful [7].
Kraft pulp bleaching is one of the best-known application areas for xylanase. Kraft pulping removes much of the lignin, but residual lignin remains in the fiber and contributes to color, kappa number, and chemical demand in later bleaching stages. Xylanase is applied before chemical bleaching to improve the accessibility of that residual lignin [2].
The term “bleach boosting” is precise. Xylanase does not replace the full oxidative bleaching sequence; instead, it helps the sequence deliver a stronger response. In suitable pulp systems, the same brightness target may be approached with lower chemical severity, or a higher brightness response may be achieved at comparable chemical input [2].
Kraft pulp is particularly relevant because hemicellulose relocation and xylan redeposition are important after alkaline cooking. The enzyme can cut the redeposited xylan layer, increase pore accessibility, and make the fiber wall more receptive to chlorine dioxide, peroxide, oxygen-derived chemistry, or other downstream bleaching chemistry depending on the process [2].
Reviews and experimental studies consistently treat microbial xylanases as important candidates for biobleaching because they are selective, operate under milder conditions than many chemical treatments, and can reduce the environmental load associated with conventional bleaching when properly integrated [4].
The best results are usually seen when xylanase is placed before the main bleaching stage rather than after it. That position allows the enzyme to modify the xylan-rich barrier first, so the chemical stage that follows encounters a more open fiber structure and can act more directly on lignin-derived chromophores [2].
Non-wood pulps and agricultural fibers can contain substantial hemicellulose and can respond strongly to hemicellulose-targeted enzyme treatment. Materials such as cereal straw, hemp, and other lignocellulosic residues contain cellulose, hemicellulose, and lignin in structures that require disruption for efficient processing [8].
The relevance of xylanase is especially clear where xylan-rich hemicellulose limits chemical penetration or contributes to poor bleachability. By cutting xylan, the enzyme can reduce the carbohydrate barrier around residual lignin and improve the effectiveness of subsequent bleaching or extraction steps [2].
Research on lignocellulosic feedstocks has repeatedly shown that pretreatment changes bond rupture, accessibility, and downstream conversion behavior. While biofuel and pulp processes have different end goals, the underlying material science is similar: hemicellulose and lignin arrangements control how easily chemicals or enzymes can reach their targets [8].
For paper applications, this means non-wood pulps may benefit from xylanase when hemicellulose is a major contributor to limited bleach response. The exact outcome depends on fiber source and pulping history, but the mechanism—xylan hydrolysis leading to improved accessibility—is directly relevant [2].
Recovered paper presents a different challenge from virgin kraft pulp. Instead of only removing residual lignin color, the process must detach ink, coatings, adhesives, fillers, and aged surface materials from fibers while preserving fiber strength for reuse. Enzymatic deinking has been studied as a way to reduce reliance on harsh chemical conditions in these recycled-fiber systems [3].
In mixed office waste paper, enzyme-assisted deinking approaches aim to loosen the fiber surface and help separate ink particles during washing or flotation. Xylanase can contribute by modifying hemicellulose at or near the fiber surface, reducing the adhesion between ink-bearing material and the fiber matrix [3].
This is particularly useful because recycled fibers have already experienced pulping, drying, printing, converting, and re-pulping. Additional severe chemical treatment can further weaken the fiber. Enzymatic treatment offers a milder route to improving cleanliness and brightness response while supporting the recyclability of the fiber stream [3].
Deinking outcomes are naturally more variable than virgin-pulp bleach boosting because recovered paper furnish is variable. Office paper, magazine paper, coated grades, laser-printed paper, and inkjet-printed paper behave differently. Even so, the scientific rationale for xylanase remains the same: modify the carbohydrate-rich fiber surface so that ink and color bodies become easier to remove in the following process steps [3].
The environmental driver for xylanase in pulp and paper is straightforward: if an enzyme pre-treatment improves bleaching efficiency, the process may require less severe chemical input to reach a target result. Reduced chemical intensity can also reduce downstream wastewater burden, depending on the bleaching sequence and mill configuration [4].
Conventional pulp bleaching and recycling processes can generate effluents containing dissolved organic material, color, and in chlorine-containing systems, organochlorine-related compounds. Reviews on enzyme applications in paper and pollution control highlight enzyme-assisted treatment as part of the broader move toward lower-impact processing [4].
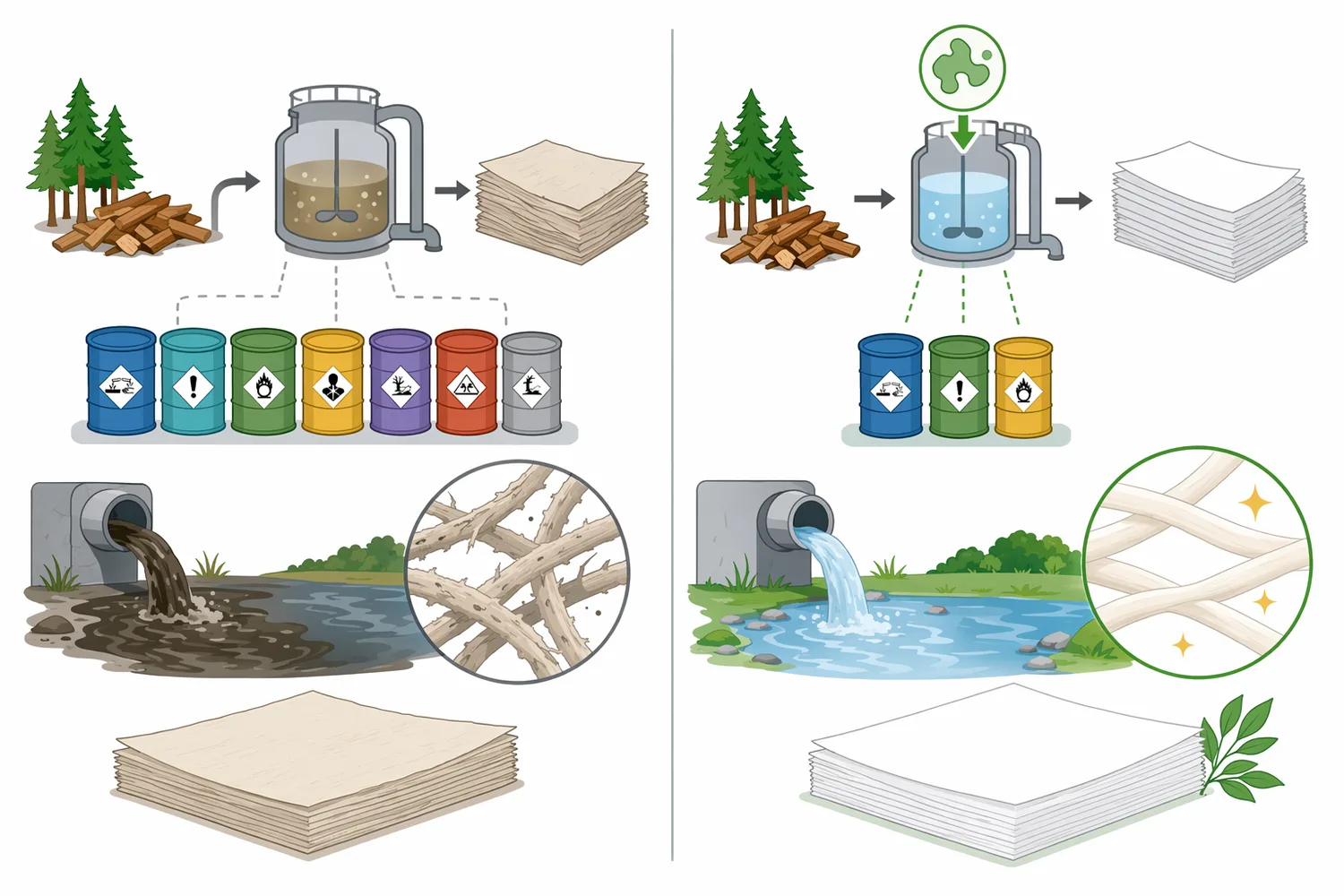
Xylanase contributes indirectly to cleaner effluent by improving the selectivity of the process. Rather than using chemical severity to force access through a resistant fiber surface, the enzyme first removes part of the hemicellulose obstruction. The following chemical stage can then act more efficiently on the intended lignin-derived targets [2].
This does not mean an enzyme automatically guarantees a particular wastewater result. Effluent quality depends on the full process: pulp type, bleaching chemistry, washing efficiency, dissolved organic load, recycled furnish contamination, and wastewater treatment. However, xylanase has a well-supported role as one tool for reducing chemical pressure in suitable bleaching and deinking systems [4].
Industrial pulp treatment is rarely carried out under gentle laboratory conditions. Pulp slurries are warm, chemically complex, and often alkaline; they may also contain residual cooking chemicals, dissolved lignin fragments, extractives, fillers, and process additives. For xylanase to be useful, it must continue acting on xylan in that environment long enough to create a measurable fiber effect [5].
This is why many recent xylanase studies focus on thermostability, alkaline tolerance, or both. A thermostable and alkaline-tolerant GH10 xylanase was characterized specifically for improved function under conditions relevant to industrial lignocellulosic processing, reflecting the broader need for enzymes that do not rapidly lose function in warm alkaline media [5].
Other research has examined alkaline xylanase isoforms from Bacillus pumilus for industrial applications. Bacterial sources are often investigated because some strains naturally produce enzymes adapted to higher pH, elevated temperature, or robust extracellular conditions [6].
Work on improving alkalophilicity through mutation further supports the same point. The goal is not merely to create an enzyme that hydrolyzes purified xylan under ideal conditions, but one that can maintain useful performance when the surrounding process chemistry is alkaline and operationally demanding [7].
For pulp and paper users, the practical takeaway is that “xylanase” is not a single universal material. Enzymes differ in stability, substrate preference, and process tolerance. Industrial alkaline xylanase is the category specifically aligned with the alkaline fiber-treatment environments common in pulp bleaching and recycled-paper processing [5].
Xylanase is often discussed alongside other enzymes used in pulp and paper, but its function is distinct. Laccases and certain peroxidases are associated with lignin oxidation; cellulases act on cellulose; mannanases act on mannan-rich hemicellulose; lipases and esterases may be used in pitch, stickies, or contaminant-related contexts [4].
The key advantage of xylanase in bleaching is that it targets hemicellulose without needing to directly oxidize lignin. By modifying the xylan layer, it allows the existing chemical bleaching system to reach lignin more effectively. That makes xylanase a complementary enzyme rather than a direct substitute for lignin-oxidizing enzymes [2].
In some experimental systems, enzyme combinations can be more effective than single enzymes because real pulp contains multiple barriers. A softwood pulp may contain both xylan and mannan; a recycled furnish may contain ink binders, coating materials, fillers, and chemically altered carbohydrates. Multi-enzyme strategies are therefore a continuing research area in paper biotechnology [4].
Even when enzyme combinations are used, xylanase remains one of the central tools for bleach boosting because xylan is so closely linked to fiber accessibility. The enzyme’s role is especially valuable where redeposited or surface-associated xylan limits chemical penetration into the pulp fiber [2].
In compatible pulp systems, xylanase treatment is commonly associated with improved bleachability. That can appear as a stronger brightness response after the next bleaching stage, lower chemical requirement for a comparable brightness outcome, or easier removal of lignin-derived color bodies [2].
Another expected change is improved accessibility of the fiber wall. This is not always visible as a single simple measurement, but it is reflected in how the pulp responds to downstream bleaching. If xylanase successfully opens the hemicellulose barrier, bleaching chemicals should have a shorter and less resistant path to residual lignin [2].
In recycled-fiber deinking, the observed benefits may include cleaner pulp appearance, better ink detachment, and improved response to washing or flotation steps. These effects depend heavily on furnish composition and printing technology, but enzyme-assisted deinking research supports xylanase-containing approaches for mixed office waste and related recovered-paper streams [3].
Fiber preservation is another practical reason for interest. Because xylanase is targeted toward hemicellulose, it can support a milder overall treatment strategy than relying solely on higher chemical severity. This is particularly relevant in recycled fibers, where maintaining usable fiber strength across multiple cycles is economically important [3].
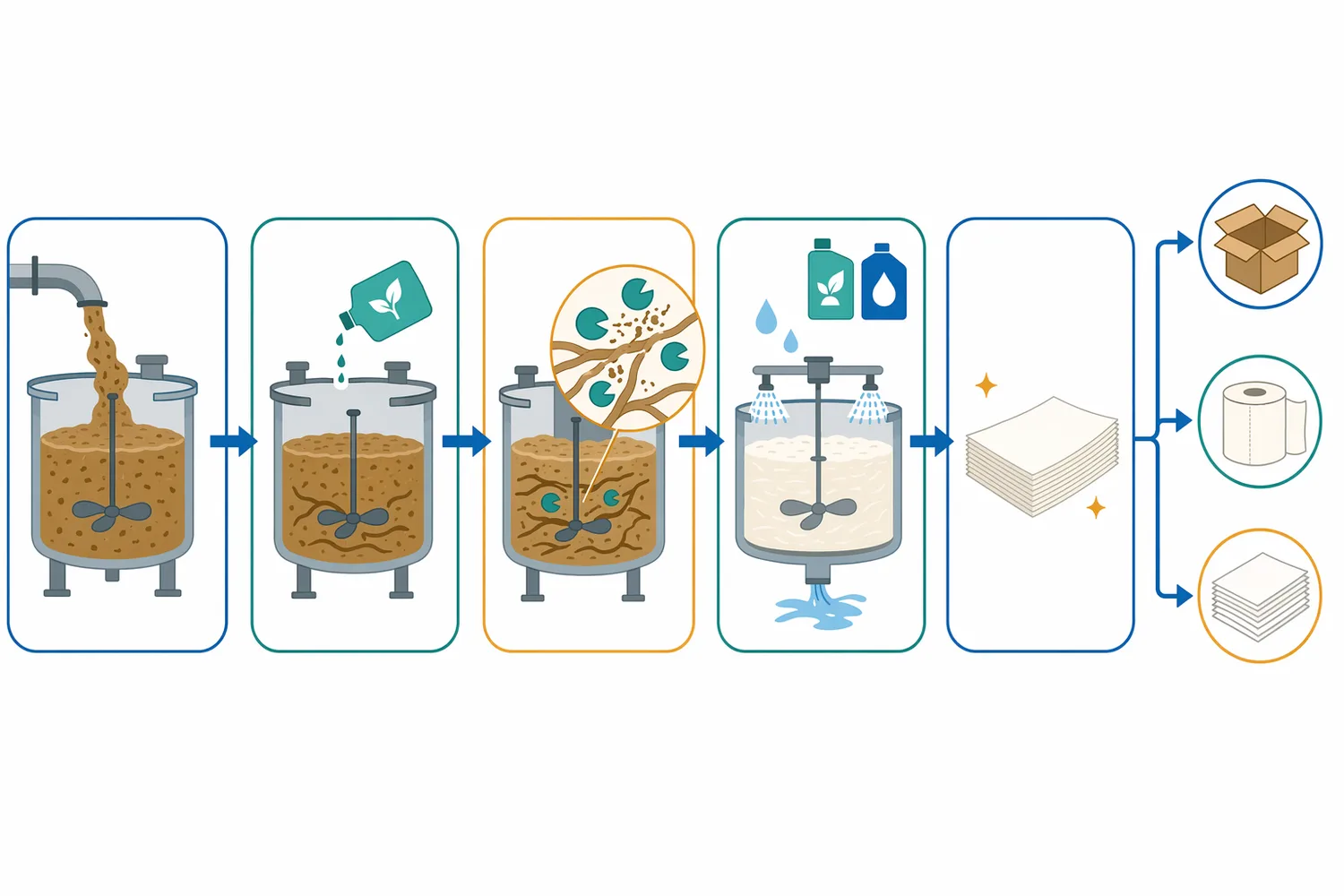
The most common conceptual placement is before chemical bleaching. At this point, the pulp has already been produced and washed sufficiently for enzyme contact, but the main oxidative bleaching chemistry has not yet been applied. That gives the enzyme a chance to hydrolyze accessible xylan before the chemical stage begins [2].
In kraft pulp, this may be described as an enzymatic pre-bleach or bleach-boosting stage. The enzyme acts on surface and near-surface xylan, then the process continues into the established bleaching sequence. The downstream chemistry remains responsible for the major lignin oxidation and brightness development [2].
In recycled paper, alkaline xylanase may be considered within enzymatic deinking or fiber-cleaning treatment. Its role is to help loosen the surface matrix so that ink particles and contaminants are more readily separated by mechanical, washing, flotation, or chemical steps already present in the process [3].
The enzyme’s usefulness depends on contact with accessible xylan. Good dispersion in the pulp slurry, sufficient residence time for fiber-surface modification, and compatibility with the surrounding process chemistry all influence the result. These are normal process-integration considerations for enzymes in industrial fiber systems [5].
Industrial alkaline xylanase is a proven concept, but it is not a universal cure for every bleaching or deinking problem. If poor brightness is caused mainly by metal contamination, heavy ink load, coating chemistry, poor washing, excessive lignin carryover, or unsuitable downstream bleaching chemistry, xylan hydrolysis alone cannot solve the entire issue [4].
It is also important to distinguish between laboratory success and process-wide value. Many enzyme studies are performed under controlled conditions, while industrial pulp systems have variable furnish, water chemistry, carryover, temperature fluctuations, and residence-time constraints. The strongest results occur when the enzyme’s mechanism matches the actual bottleneck in the process [5].

Xylanase also should not be expected to remove lignin by itself. Its main action is on hemicellulose, especially xylan. The improvement in lignin removal comes because the following chemical or enzymatic stage can reach lignin more effectively after the xylan barrier has been modified [2].
For recycled paper, deinking performance will vary with ink type and paper source. Laser toner, offset inks, inkjet dyes, coated papers, and office-paper blends each interact differently with fiber surfaces. Xylanase can support detachment and cleaning, but the full deinking system determines the final result [3].
Enzymes.bio supplies Industrial Alkaline Xylanase for pulp and paper users who want an online-purchasable enzyme product for bleach boosting, deinking support, and cleaner fiber processing. The product is sold directly online by the 1 kg unit; after online payment, the order is processed and shipped .
The product is positioned for industrial use in alkaline pulp and paper applications where xylan hydrolysis can support downstream bleaching or recovered-fiber treatment. A Certificate of Analysis and Safety Data Sheet are provided with the order, so buyers receive the documentation needed for handling and internal receipt of the product .
Enzymes.bio is a supplier of enzyme products, not a pulp mill, paper manufacturer, or in-house application laboratory. The product page is intended to make purchasing straightforward for buyers who already understand the role of alkaline xylanase in their process and want to order a 1 kg unit online .
The value of alkaline xylanase is strongest where xylan limits access to lignin, ink-associated material, or fiber-surface contaminants. In those cases, a targeted hemicellulose treatment can make the rest of the process work more efficiently without relying only on stronger chemical severity [2].
For kraft pulp bleaching, this means supporting bleach boosting: improved access to residual lignin and potentially lower chemical intensity for the same process objective. For non-wood pulps, it means addressing xylan-rich hemicellulose barriers that can reduce bleachability. For recycled paper, it means helping loosen the fiber surface so ink and contaminants can be removed more effectively [3].
The sustainability benefit follows directly from the mechanism. When the fiber structure is opened enzymatically, the chemical stage can be more selective and less forceful. That can contribute to reduced chemical load, lower environmental pressure, and better fiber preservation in suitable systems [4].
Industrial alkaline xylanase is therefore best viewed as a focused fiber-modification tool. It does not replace pulping, washing, flotation, or bleaching chemistry; it improves the accessibility of the fiber so those operations can perform more efficiently. That is why xylanase remains one of the most important enzyme categories in modern pulp and paper bioprocessing [2].
Sold by the 1 kg unit, in stock and ready to ship. Order directly on our store — pay online and we process your order. A Certificate of Analysis and Safety Data Sheet are included with every order.
Buy Industrial Alkaline Xylanase For Pulp And Paper Processing →Numbered in order of first citation. Open-access sources, each verified reachable at publication; citation numbers in the text link here.