Lyocell Dissolving Pulp Activation Enzyme is used as a controlled aqueous pretreatment for cellulose-rich dissolving pulp before Lyocell processing. Its role is to improve how pulp fibers wet, swell, open, and dissolve in the NMMO solvent system, helping produce a more uniform cellulose solution when pulp accessibility is a limiting factor. Enzymes.bio supplies this enzyme directly online in 1 kg units; after online purchase, the order is processed and shipped, with a Certificate of Analysis and Safety Data Sheet included.
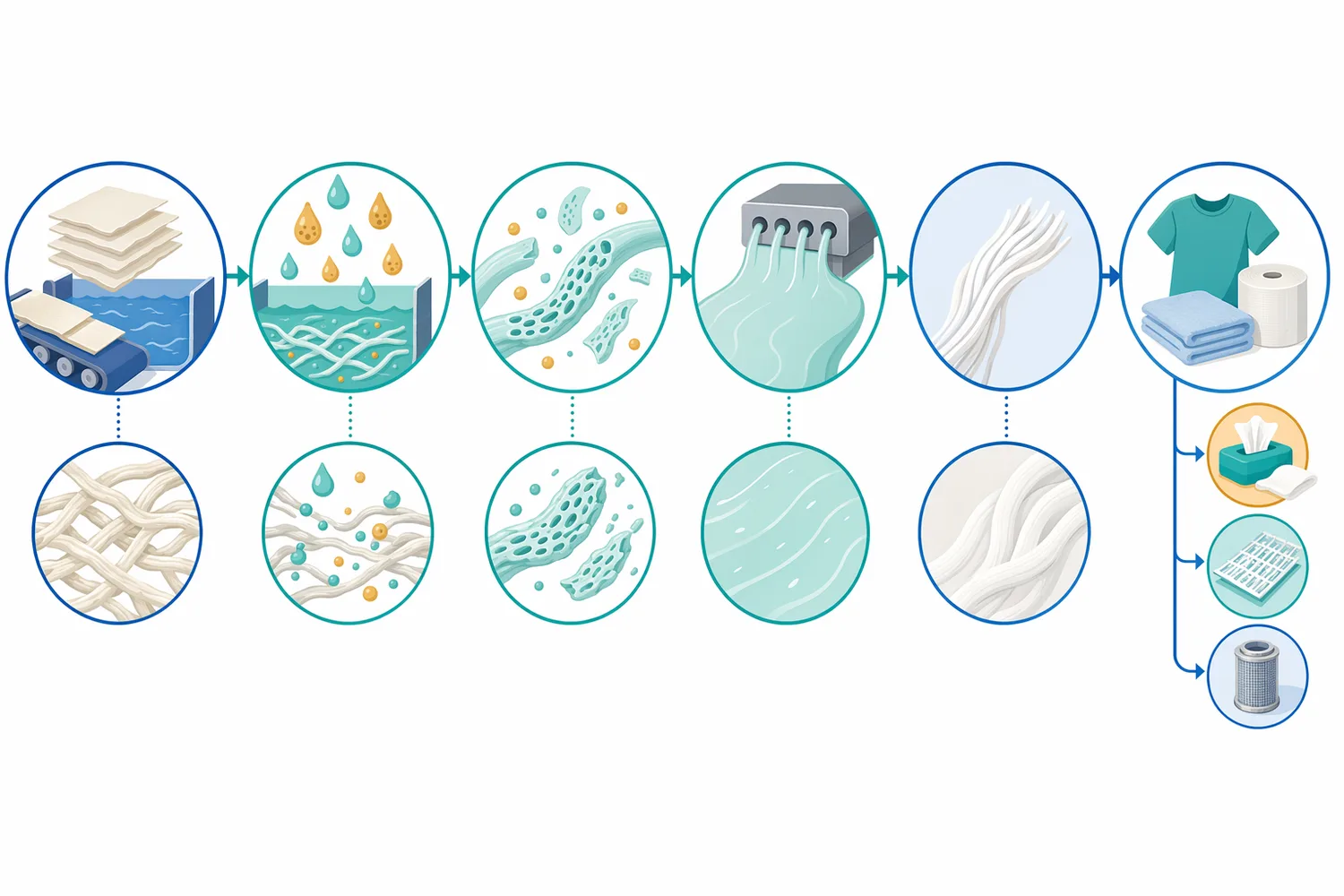
Lyocell production depends on the direct dissolution of cellulose, most commonly using N-methylmorpholine-N-oxide, or NMMO, followed by extrusion and regeneration of cellulose into fiber or other regenerated cellulose forms. Unlike derivatization-based regenerated cellulose routes, the Lyocell route requires the pulp to become a homogeneous cellulose solution without first converting cellulose into a chemically derivatized intermediate. That makes the physical structure of the dissolving pulp—its accessibility, swelling behavior, molecular weight distribution, and resistance to complete dissolution—especially important to downstream dope quality and spinning performance [1].
Lyocell Dissolving Pulp Activation Enzyme is designed for that pretreatment position: after pulp wetting or slurrying, but before the main NMMO dissolution stage. It is best understood as a cellulose-accessibility enzyme, generally associated with cellulase-type action, especially the limited internal cleavage behavior commonly linked with endoglucanase-style activity. The intended effect is not aggressive cellulose hydrolysis or sugar production. The practical goal is to loosen accessible cellulose regions enough to improve solvent penetration and reduce poorly dissolved fiber fragments while preserving the cellulose backbone needed for final regenerated-cellulose properties [1].
The distinction matters. Dissolving pulp may meet high-purity requirements and still behave unevenly in solvent processing because cellulose fibers are not chemically uniform blocks. They contain crystalline and less ordered regions, external surfaces, pores, collapsed fiber-wall structures, and histories of drying or hornification that affect how readily liquid enters the fiber wall. The enzyme works on the parts it can physically reach, so the treatment is a controlled surface-and-accessibility modification rather than a complete restructuring of the entire cellulose fiber [1].
A Lyocell line can be sensitive to small differences in pulp behavior. Two pulps with similar cellulose purity can differ in swelling rate, dissolution speed, viscosity response, filtration load, and the number of visible or sub-visible residues in the dope. These differences can come from wood source, pulping route, bleaching history, drying, sheet formation, storage, hemicellulose distribution, crystallinity, and fiber-wall morphology. In an NMMO process, those differences become practical because the solvent must penetrate, separate, and solvate cellulose chains sufficiently to form a uniform spinning solution [1].
The pulp activation enzyme addresses one part of this challenge: accessibility. If the solvent system reaches cellulose chains slowly or unevenly, some regions can remain partially swollen rather than fully dissolved. Those regions can contribute to gels, specks, fiber residues, or elevated filtration load. A limited enzymatic pretreatment can make exposed and less ordered cellulose regions more open, producing a pulp structure that is easier for water and later solvent to enter [1].
This is not the same as simply “weakening” the pulp. In Lyocell, the final fiber still depends on having sufficient cellulose chain length and a controlled molecular weight distribution. Excessive cellulose breakdown can reduce final fiber performance or cause yield loss. The activation step is therefore a balance: enough controlled biochemical modification to improve dissolution readiness, but not so much that the pulp is over-degraded before it reaches the solvent stage [1].
Cellulose is a long-chain polymer made of glucose units linked through β-1,4-glycosidic bonds. Inside pulp fibers, many cellulose chains lie close together and are held by a network of hydrogen bonding and physical packing. Some regions are highly ordered and crystalline; others are less ordered, damaged, swollen, or more exposed. NMMO-based Lyocell dissolution requires the solvent-water system to disrupt cellulose-cellulose interactions and produce a continuous cellulose solution suitable for shaping and regeneration [1].
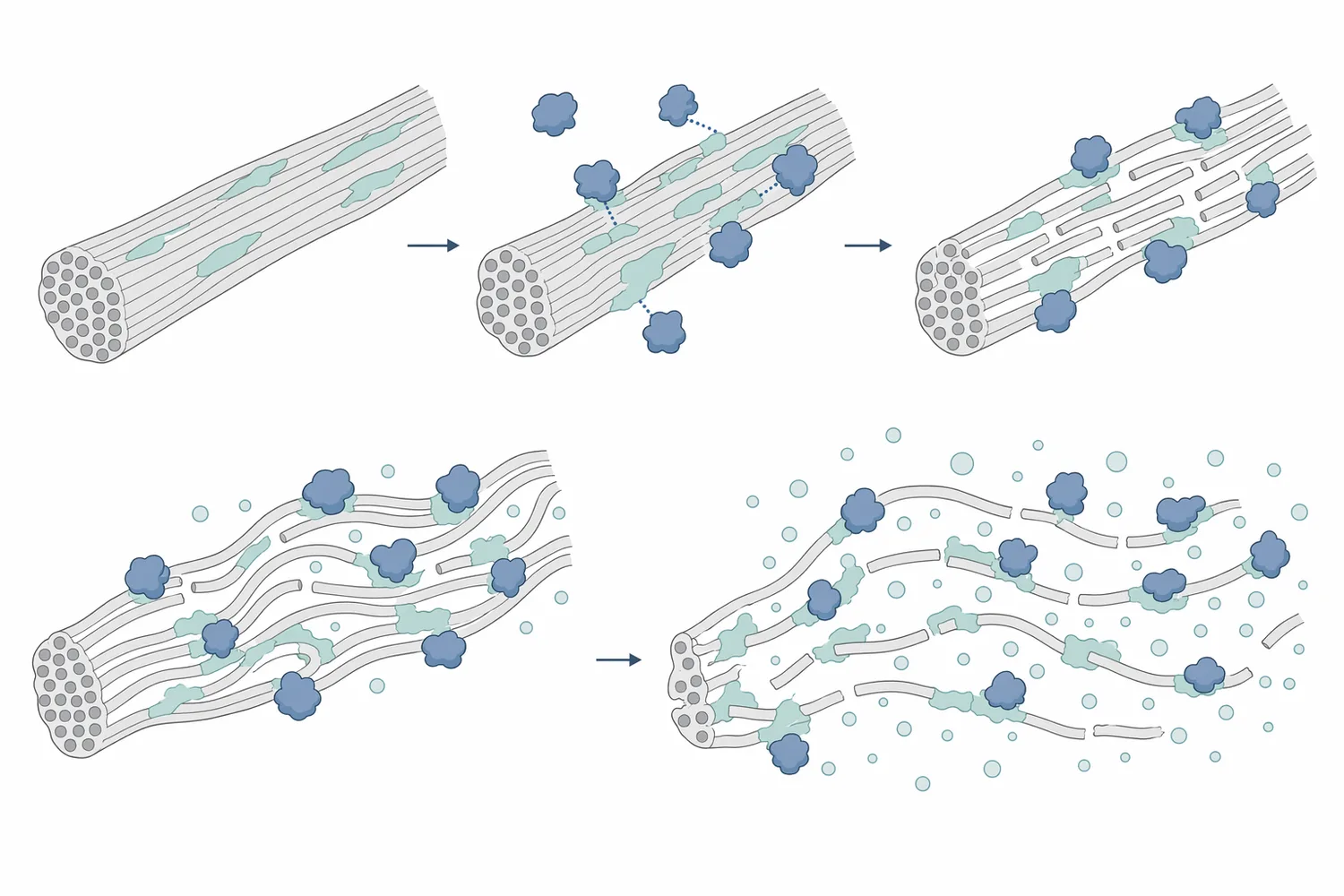
A cellulase-type activation enzyme acts only where it can contact the substrate. In practical terms, that means it first adsorbs to accessible cellulose surfaces, pore walls, fibril edges, or less ordered fiber-wall regions. Endoglucanase-style action then makes limited internal cuts in exposed cellulose chains. These cuts reduce the length of some accessible chains, increase the number of chain ends, and can loosen local fiber-wall structure. The result is not that the entire fiber disappears; rather, the outer and more accessible regions become more permeable and responsive to swelling [1].
That local loosening has several consequences relevant to Lyocell dope preparation. Water can enter fiber-wall regions more uniformly during pretreatment. The pulp can swell more evenly. Later, when the pulp is contacted with the NMMO system under the process conditions used for dissolution, the solvent has fewer dense or poorly accessible regions to overcome. This can reduce the persistence of incompletely dissolved fragments and support a more homogeneous cellulose solution [1].
The enzyme also influences viscosity behavior because cellulose solution viscosity is closely tied to average chain length and molecular weight distribution. Limited internal cleavage in accessible cellulose can lower pulp viscosity or narrow problematic high-molecular-weight tails when the starting pulp is difficult to process. However, that same mechanism explains why the treatment must be controlled: the enzyme is useful because it cuts cellulose selectively and mildly, but the same chemistry can become harmful if allowed to proceed too far [1].
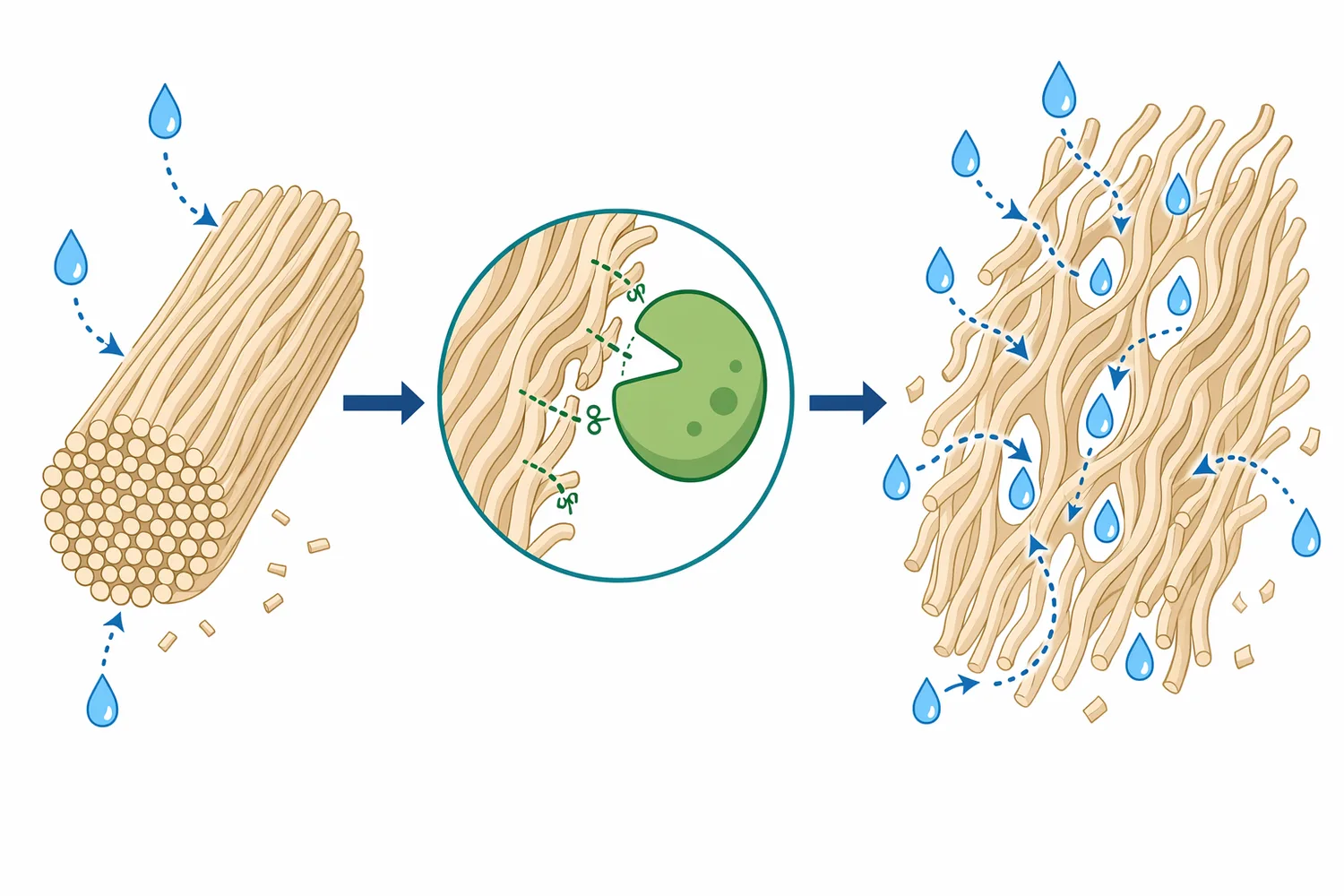
The most important activation effect is improved wetting and swelling. Dry or compacted dissolving pulp does not instantly become an ideal Lyocell feedstock simply because it is chemically pure. It must first take up liquid, open at the fiber-wall level, and present cellulose chains to the solvent system. Enzymatic pretreatment helps by altering exposed fiber surfaces and accessible amorphous regions, so the pulp responds more uniformly during the subsequent dissolution step [1].
A second effect is reduced resistance to dissolution. Poorly accessible cellulose can remain as partly swollen residues after surrounding material has dissolved. These residues may show up as visible specks, gel-like particles, or filtration load. The enzyme cannot remove every source of particulate matter, but when the root cause is recalcitrant cellulose structure, controlled activation can reduce the number or severity of structures that resist NMMO dissolution [1].
A third effect is controlled adjustment of cellulose chain length in accessible regions. Lyocell processing requires cellulose chains long enough to support regenerated fiber strength but not so resistant to dissolution that dope preparation becomes unstable or inefficient. Enzymatic activation can help shift overly resistant pulp toward easier processing by cutting exposed chain segments without applying aggressive chemical degradation to the entire pulp mass [1].
A fourth effect is improved consistency when pulp batches vary in structure. Even within acceptable dissolving pulp specifications, different batches can show different swelling and dissolution behavior. A repeatable activation step can reduce some of that variability by applying a defined biochemical modification before solvent contact. It should be viewed as a pulp-structure conditioning step, not as a substitute for sound Lyocell solvent control or proper process operation [1].
The enzyme route is useful because it is selective, water-based, and focused on accessible cellulose regions. It is not the only way to influence dissolving pulp behavior, but it occupies a different practical position from mechanical opening or chemical adjustment.
| Pretreatment approach | Main action on pulp | Typical practical effect | Main limitation |
|---|---|---|---|
| Enzymatic activation | Limited cleavage and loosening of accessible cellulose regions, especially less ordered surfaces and pore-accessible areas | Improves wetting, swelling, accessibility, viscosity response, and dissolution readiness when cellulose structure is limiting | Must be controlled to avoid excessive cellulose degradation |
| Mechanical dispersion or refining-style opening | Physically separates and exposes fibers or fibrillar surfaces | Improves slurry uniformity and liquid contact | Can consume energy and may not sufficiently alter molecular accessibility by itself |
| Alkaline or chemical conditioning | Swells cellulose and can remove or redistribute some non-cellulosic components depending on chemistry | Can increase reactivity and change fiber-wall structure | May introduce additional chemical handling and broader compositional effects |
| No activation step | Pulp proceeds directly to dissolution | Simplest process route when pulp dissolves readily | Can leave accessibility-related dissolution problems unresolved |
This comparison highlights why an activation enzyme can be attractive for Lyocell pulp preparation: it targets the cellulose structures that most directly affect solvent access while operating in an aqueous pretreatment environment [1].
In Lyocell, dope quality is not controlled by a single pulp number. A pulp with appropriate cellulose content may still produce uneven dissolution if its fiber-wall structure is too closed or its chain-length distribution makes it slow to dissolve. Conversely, a pulp that has been excessively degraded may dissolve readily but fail to deliver the desired regenerated-cellulose properties. The useful processing window sits between those two extremes [1].
Enzyme activation affects both structure and viscosity, but not independently. When internal cuts occur in accessible cellulose chains, local fiber-wall looseness can increase and average chain length in those regions can decrease. This can reduce resistance to swelling and dissolution, but it also changes the polymer population entering the Lyocell dope. The treatment is valuable when the result is a better-balanced pulp: more accessible and more uniform, without being over-shortened [1].
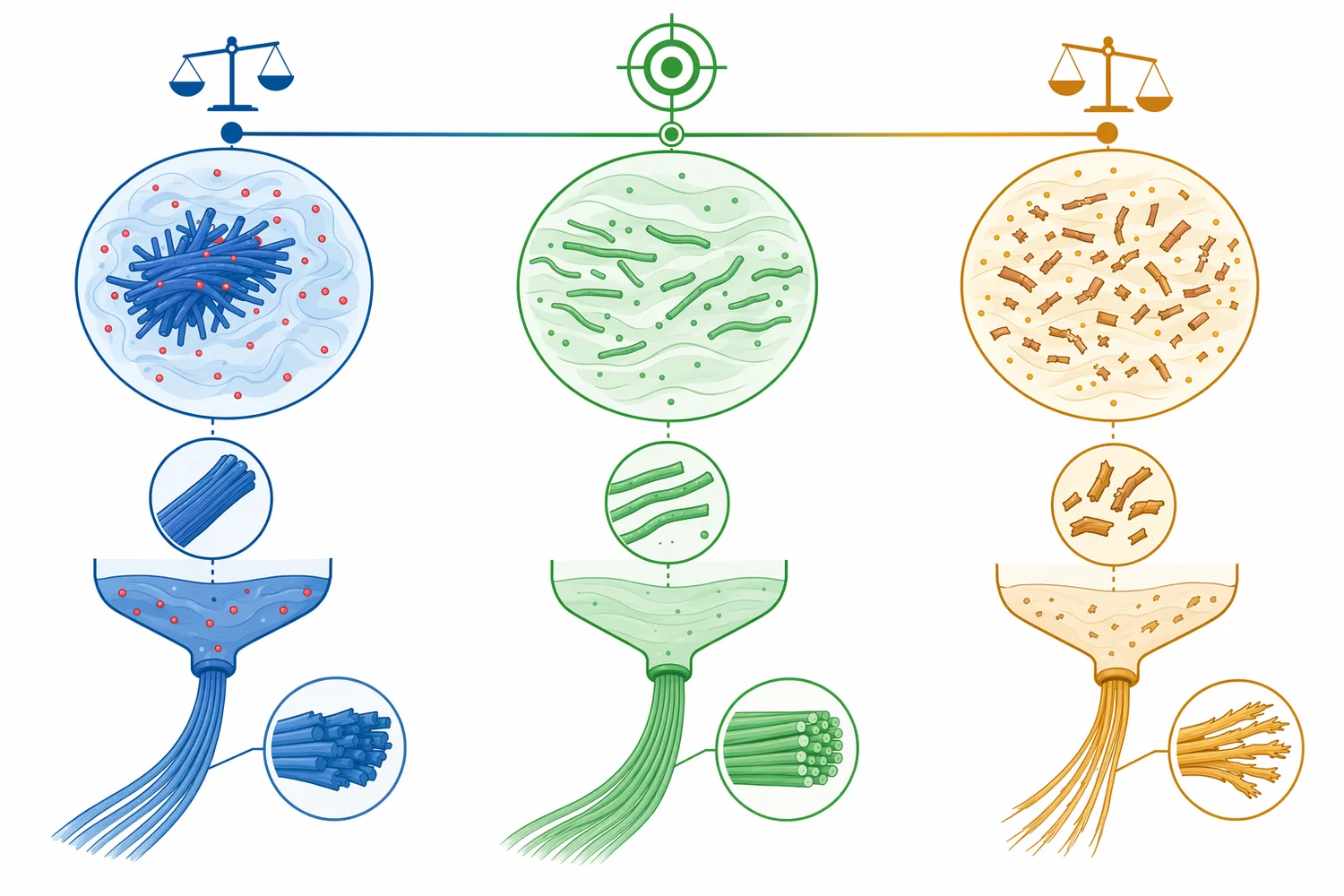
A practical way to visualize the mechanism is to imagine a compact fiber wall with tightly associated cellulose fibrils. NMMO must penetrate that structure and separate the chains. If the surface is closed and the pores are poorly accessible, dissolution begins unevenly. Enzymatic activation introduces limited cuts and openings in accessible regions, reducing local cohesion and allowing liquid to move deeper into the structure. The solvent step then begins from a more open, hydrated, and chemically reachable pulp state [1].
This is why the enzyme’s effect is often seen indirectly. The enzyme is not a spinning additive, a filter aid, or an NMMO stabilizer. Its value appears because the pulp entering dissolution is more cooperative: fewer hard-to-dissolve fragments, more uniform swelling, and a dope preparation step that is less burdened by recalcitrant cellulose structures when accessibility was the limiting issue [1].
Lyocell Dissolving Pulp Activation Enzyme is normally applied in water before the main NMMO dissolution stage. Water is necessary because the enzyme must hydrate, move through the slurry, and contact cellulose surfaces. Uniform pulp dispersion is important: if some pulp zones receive high enzyme contact while others remain poorly wetted, the treatment can become uneven. The objective is a consistent pulp slurry in which the enzyme can access fiber surfaces throughout the batch [1].
Temperature, pH, contact time, and mixing are managed so that the enzyme remains active while the cellulose modification stays limited. The most important operating concept is controlled exposure. Too little exposure may leave the pulp essentially unchanged; too much may reduce chain length beyond the intended activation effect. Because pulp source and process design affect response, the treatment is typically integrated as a defined unit operation rather than used as a casual additive [1].
After activation, the enzymatic reaction is stopped or separated from the next stage according to the user’s established process route. In Lyocell preparation, this may involve washing, thermal deactivation, pH shift, or other process-specific transitions before NMMO dissolution. The reason is straightforward: once the desired accessibility change has been achieved, continued enzyme action is no longer useful and could keep shortening accessible cellulose chains [1].
The pretreatment should also be understood as part of the whole Lyocell process environment. NMMO concentration, water balance, thermal history, residence time, stabilizer management, metal contamination, mixing, and filtration design can all influence dope quality. Enzymatic activation improves the pulp’s readiness for dissolution, but it does not replace correct operation of the solvent and spinning process [1].
For Lyocell staple fiber production, uniform dope preparation is closely linked to stable spinning and consistent fiber formation. Activated pulp can support smoother dissolution when the untreated pulp tends to create undissolved residues or high filtration load. By improving the way the pulp swells and opens before solvent contact, the enzyme can help reduce accessibility-related defects before they reach the spinning line [1].
For finer regenerated cellulose products, the value of pulp activation can be even more apparent because small dope inhomogeneities may translate into visible or performance-relevant defects. Filament, fine-denier, specialty cellulose, and high-uniformity applications are particularly sensitive to gel particles, fiber fragments, or inconsistent solution structure. A more uniformly activated pulp gives the solvent system a better starting point [1].
The enzyme is also relevant when processors work with dissolving pulp streams that are chemically suitable but structurally less reactive than desired. In that situation, the pulp may not need a different chemistry; it may need better accessibility. Enzymatic activation offers a mild route to modify exposed cellulose and improve dissolution behavior without treating the pulp as if it were a low-purity feedstock [1].
Where pulp sources vary, activation can help reduce differences in swelling and dissolution response caused by morphology or processing history. It cannot make all pulps identical, and it cannot correct every origin of variability, but it can provide a controlled biochemical conditioning step focused on one of the most important variables in Lyocell processing: the availability of cellulose chains to the solvent system [1].
At the fiber level, the most visible conceptual change is opening. Fiber surfaces become more accessible, pore pathways can become more available to liquid, and less ordered cellulose regions are selectively modified. The pulp may hydrate more evenly because water can enter structures that were previously less open. This improved hydration is important because later NMMO dissolution starts from the physical condition created during wetting and pretreatment [1].
At the polymer level, accessible chains experience limited internal cleavage. This does not mean the pulp is converted to glucose or soluble sugars as the primary objective. Instead, a small fraction of accessible chain segments is shortened, which can reduce resistance to swelling and lower viscosity contribution from difficult-to-dissolve high-chain-length regions. The effect is strongest where the enzyme can physically reach the cellulose [1].
At the process level, these microscopic changes may appear as easier slurry handling, more consistent swelling, faster or more complete dissolution, lower undissolved-particle burden, or improved filtration behavior. The exact process response depends on the starting pulp and the Lyocell operation. The common link is that the enzyme modifies the pulp before solvent dissolution, so later stages receive a more accessible cellulose feed [1].
The most important boundary is over-treatment. If activation is pushed beyond the useful range, the same cleavage mechanism that improves accessibility can reduce cellulose chain length too far. That can harm regenerated fiber properties or reduce process yield. Good use of the enzyme therefore means applying it as a limited activation step, not as a high-severity hydrolysis step [1].
Lyocell Dissolving Pulp Activation Enzyme does not replace NMMO process control. Solvent composition, water content, temperature management, stabilizer use, residence time, and filtration remain central to Lyocell dope quality. If the main problem is NMMO degradation, thermal mismanagement, poor filtration design, or contamination, a pulp activation enzyme will not correct the root cause [1].
It also does not convert unsuitable pulp into premium Lyocell pulp automatically. Cellulose purity, ash and metal content, hemicellulose profile, intrinsic pulp quality, and molecular weight distribution still matter. The enzyme works on the accessible cellulose structure it is given; it cannot undo every upstream pulping, bleaching, drying, or storage limitation [1].
Nor should the enzyme be viewed as a general additive for the spinning bath or dope. Its proper role is upstream: controlled pulp pretreatment in water. Once the activation target is reached, the continuing presence of active enzyme is not the value. The value is the modified pulp structure that enters the NMMO dissolution sequence [1].
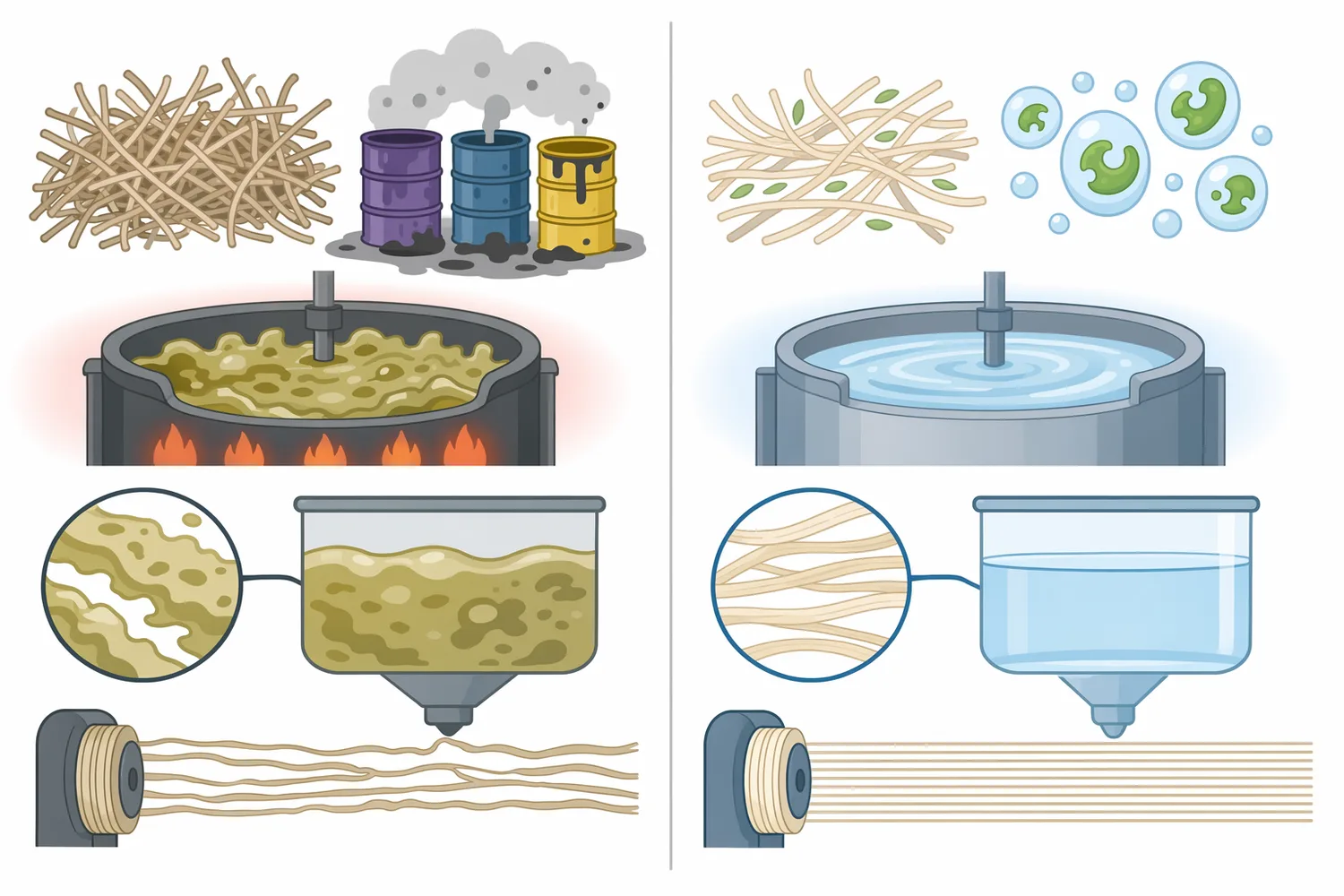
Lyocell is widely valued because it uses direct cellulose dissolution and regeneration rather than derivatization chemistry. That process philosophy places a premium on clean dissolution, solvent recovery, and careful control of cellulose degradation. A water-based enzyme pretreatment fits naturally into this framework because it modifies the pulp under relatively mild conditions and targets the cellulose structures most relevant to solvent access [1].
Compared with broad chemical degradation, enzymatic activation is more selective because the catalyst acts at accessible cellulose sites rather than attacking all carbohydrate structures indiscriminately. Compared with purely mechanical opening, it can directly alter cellulose chain accessibility and local polymer structure. This makes it useful where the bottleneck is not only fiber dispersion but the ability of solvent to penetrate and separate cellulose chains [1].

The sustainability logic is also practical rather than decorative. Better dissolution readiness can reduce the process burden associated with undissolved residues, repeated correction steps, or avoidable filtration load. The enzyme does not make the Lyocell process simple, but it can make the pulp a better-prepared feedstock for a process that depends strongly on homogeneous cellulose solution formation [1].
Enzymes.bio supplies Lyocell Dissolving Pulp Activation Enzyme for buyers who need a dedicated enzyme product for controlled dissolving pulp pretreatment before Lyocell processing. The product is available for direct online purchase in a 1 kg unit. After checkout, the order is processed and shipped, and the shipment includes a Certificate of Analysis and Safety Data Sheet.
For use, the product should be treated as a technical enzyme for an aqueous pulp activation step. Its value is in controlled modification of cellulose accessibility before NMMO dissolution: improved wetting, more uniform swelling, moderated viscosity response where appropriate, and reduced accessibility-related undissolved residues. It should be integrated into an established process procedure with appropriate control of the pretreatment environment and reaction endpoint [1].
Lyocell Dissolving Pulp Activation Enzyme is a practical tool for improving the readiness of dissolving pulp before NMMO-based Lyocell processing. Its mechanism is concrete: cellulase-type activity acts on accessible cellulose regions, makes limited internal cuts in exposed chains, opens parts of the fiber wall, improves hydration and swelling, and can make subsequent solvent dissolution more uniform when pulp accessibility is the limiting factor [1].
The strongest technical rationale is the link between pulp structure and Lyocell dope quality. Homogeneous dissolution requires solvent access to cellulose chains; enzyme activation improves that access by modifying the fiber surface and less ordered regions before the solvent stage. Used as a controlled pretreatment—not as uncontrolled cellulose degradation—it can support more consistent pulp behavior, lower accessibility-related residue formation, and smoother preparation of cellulose solution for regenerated cellulose production [1].
Sold by the 1 kg unit, in stock and ready to ship. Order directly on our store — pay online and we process your order. A Certificate of Analysis and Safety Data Sheet are included with every order.
Buy Lyocell Dissolving Pulp Activation Enzyme →Numbered in order of first citation. Open-access sources, each verified reachable at publication; citation numbers in the text link here.