Lyocell Dissolving Pulp Activation Enzyme 是用於溶解用纖維素漿(dissolving pulp)前處理的酵素產品,主要目標是在 Lyocell、黏膠纖維及其他再生纖維流程中提升纖維素可及性、溶解均一性與製程穩定度。其技術核心並非「完全水解纖維素」,而是以受控的纖維表面改質與微結構開放,協助溶劑或後續化學步驟更均勻地接觸纖維素鏈。Enzymes.bio 供應此產品並以 1 kg 單位線上銷售,CoA 與 SDS 會隨訂單一併提供;本文以公開研究與產品資訊說明其應用邏輯與限制。
酵素名稱:Lyocell Dissolving Pulp Activation Enzyme
主要應用:溶解漿活化、Lyocell 前處理、再生纖維用纖維素漿反應性提升、溶解均一性改善、紡絲前原料穩定化。
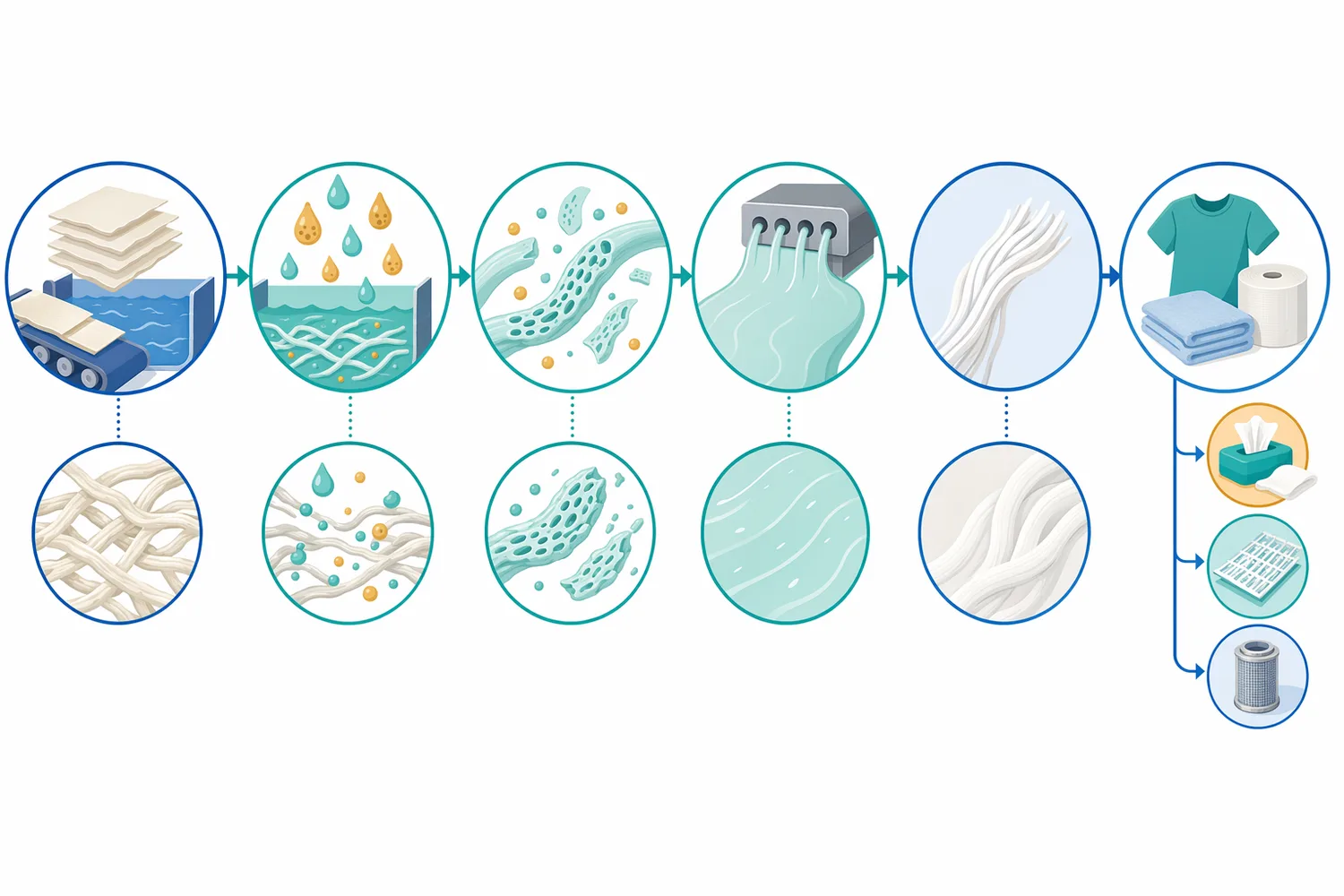
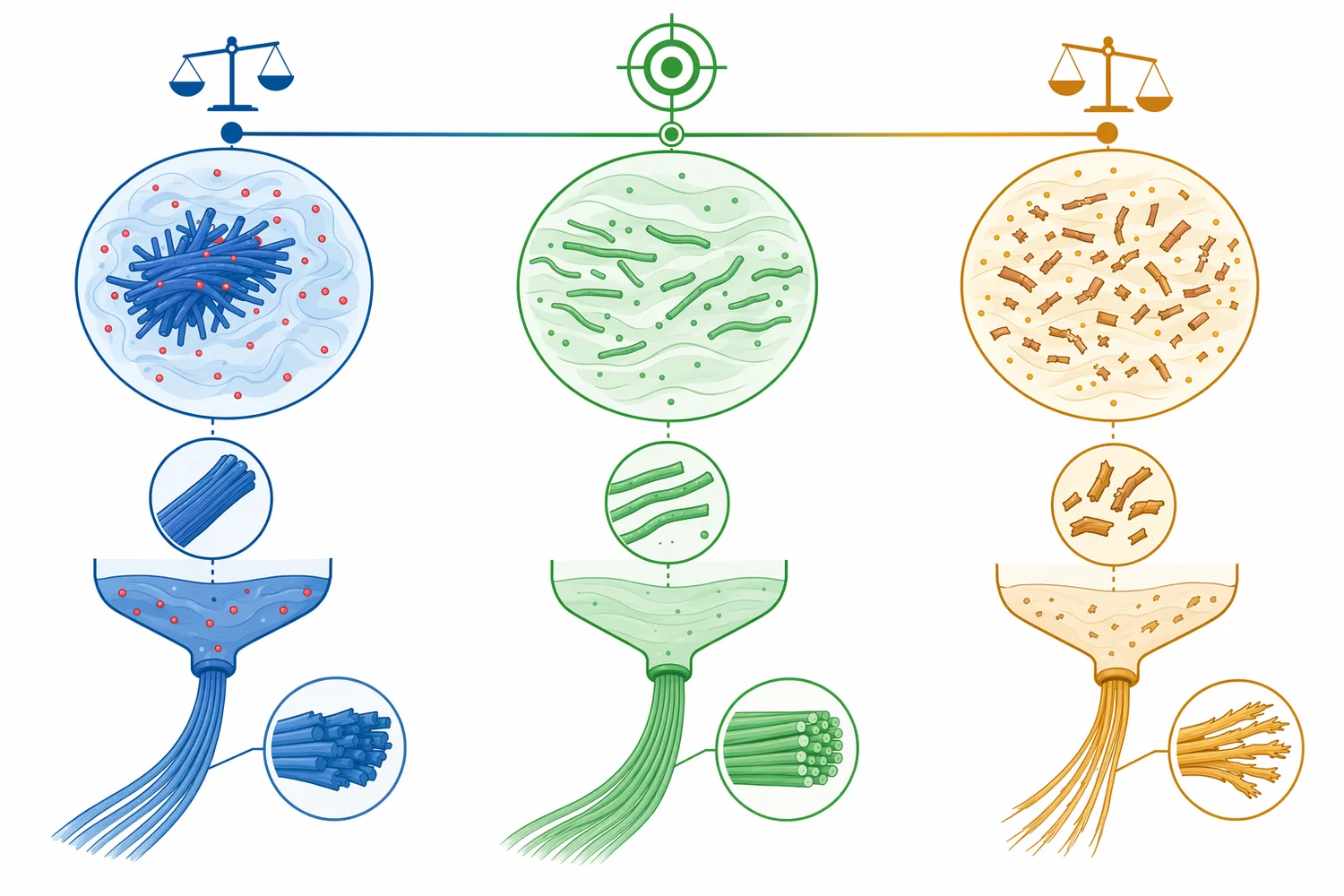
在 Lyocell 製程中,原料通常需具備高纖維素含量、適當聚合度與良好溶解行為;若纖維素漿內部結構過於緊密,或批次間可及性差異過大,NMMO 或其他溶劑體系在滲透與溶解時就容易出現不均、凝膠顆粒、未溶纖維殘留與紡絲波動。溶解級紙漿被視為再生纖維的重要可持續來源,但其品質不只取決於化學組成,也取決於纖維素鏈可接觸性、孔隙結構與反應性等較難直接由單一規格描述的性質。[1]
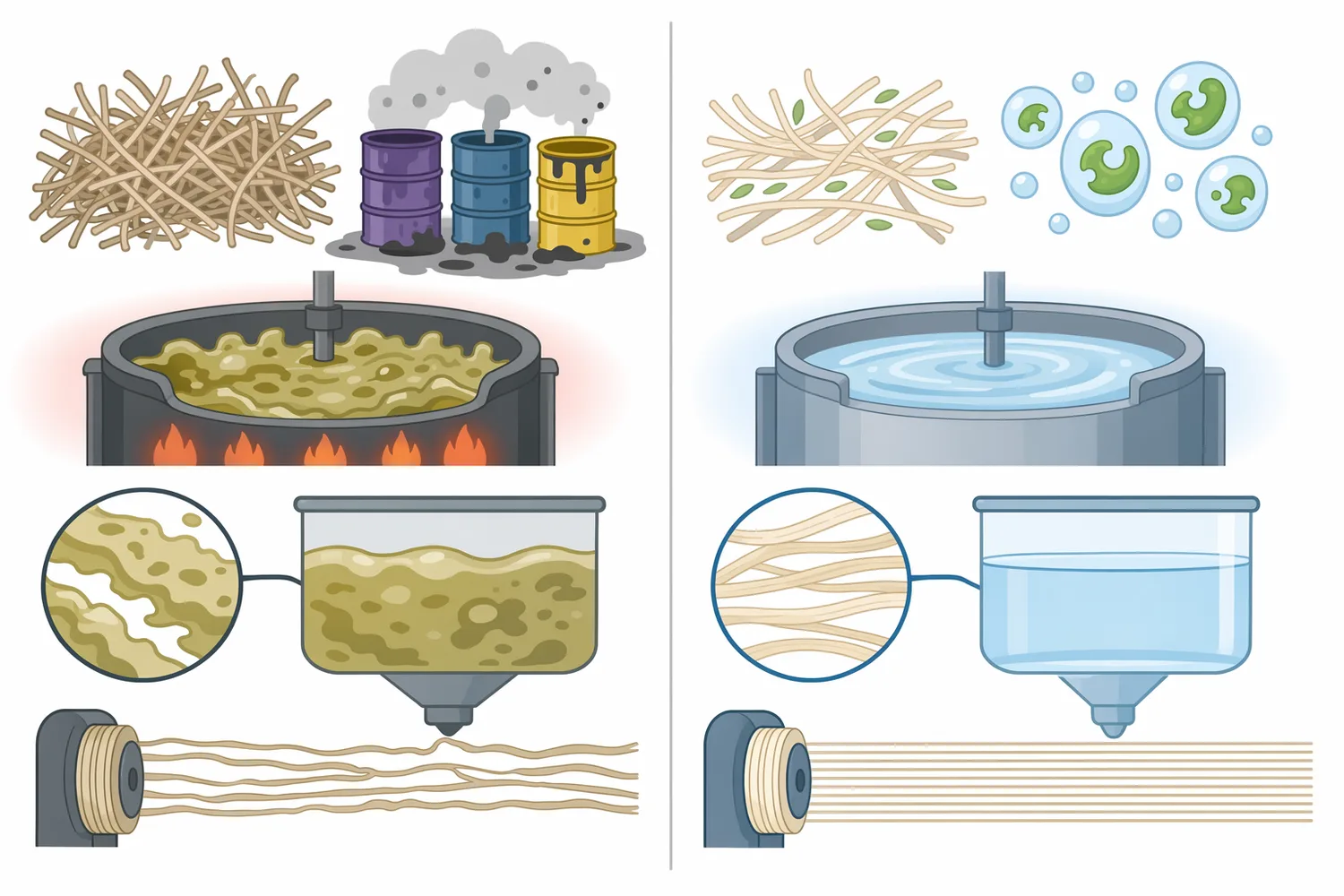
Lyocell Dissolving Pulp Activation Enzyme 的定位,是在既有溶解漿或升級紙漿進入溶解、衍生化或紡絲前,提供一個較溫和的生物前處理選項。公開綜述指出,纖維素酶與半纖維素酶等酵素技術已被研究用於高品質溶解漿生產,目的包括提高反應性、調整黏度、改善純度,以及降低部分傳統化學或機械處理的壓力。[2]
溶解漿的「反應性」或「可溶解性」並不等同於纖維素含量。兩批 α-cellulose 含量相近的紙漿,仍可能因纖維壁孔隙、結晶區/無定形區比例、半纖維素殘留、纖維表面電荷、乾燥歷史與纖維聚集程度不同,而在 Lyocell 溶解槽中呈現不同的溶解速率與膠體均一性。這也是為什麼溶解漿生產研究常同時討論黏度、Fock reactivity、纖維可及性與後續加工表現,而不是只看單一成分指標。[3]
在實際製程中,低反應性的溶解漿可能造成三類問題。第一,溶劑滲透不均,導致局部纖維素仍以纖維束或凝集顆粒存在;第二,為了達到溶解效果而提高機械剪切、加長處理時間或增加化學負荷,可能使黏度下降過多;第三,原料來源或批次差異放大,讓紡絲液過濾、脫泡、噴絲與凝固段的穩定性變差。纖維素基紡絲流程的研究顯示,溶解系統與原料結構高度耦合,溶液均一性會影響後段成形與纖維品質。[4]
因此,所謂「活化」不是把纖維素降解到越短越好,而是在保留可加工黏度與纖維強度潛力的前提下,打開纖維表層與無定形區的阻力,使後續溶劑更容易進入纖維壁。這種受控改質特別適用於希望改善溶解穩定性,但又不希望過度依賴強烈化學處理或高能耗機械精煉的流程。[2]
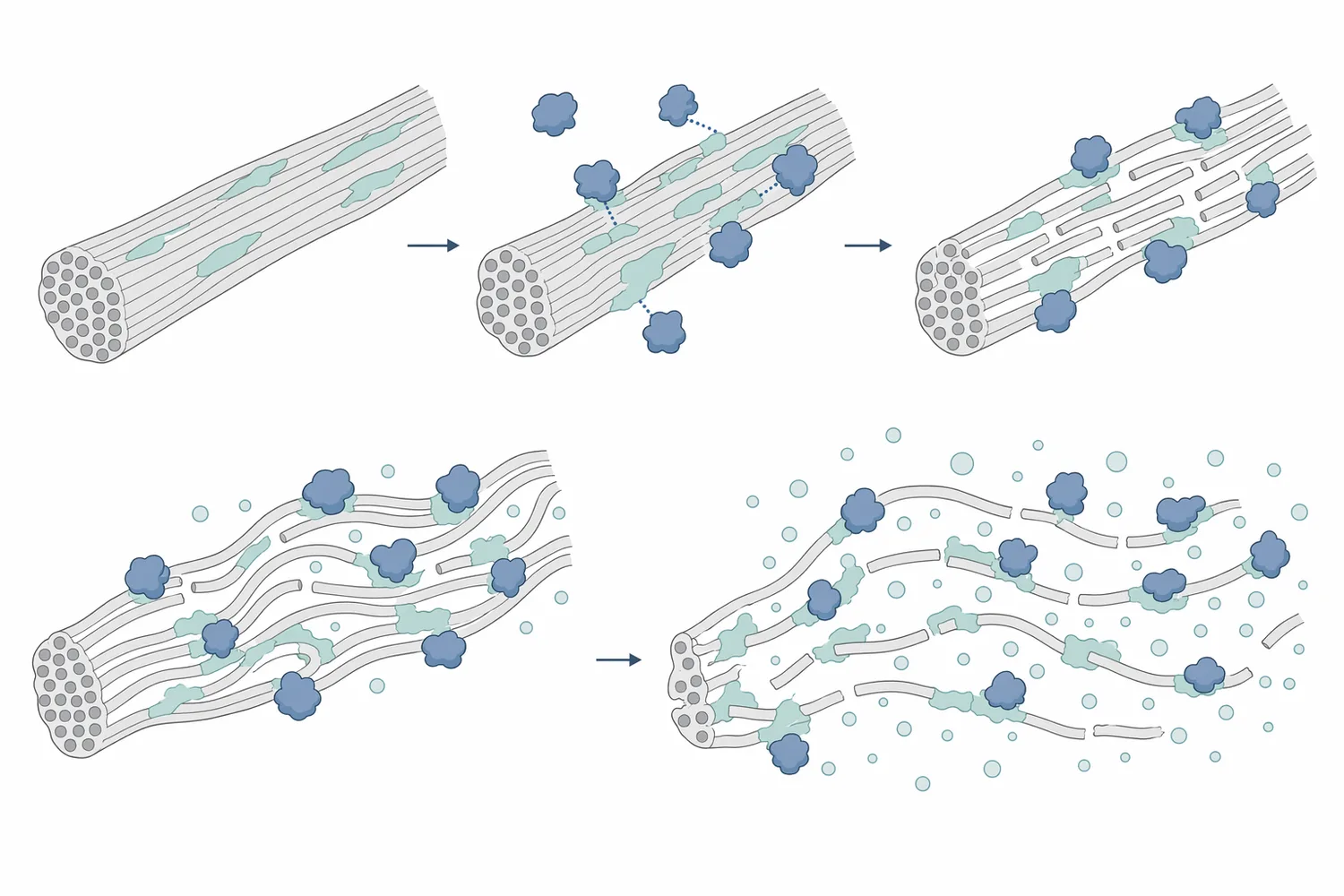
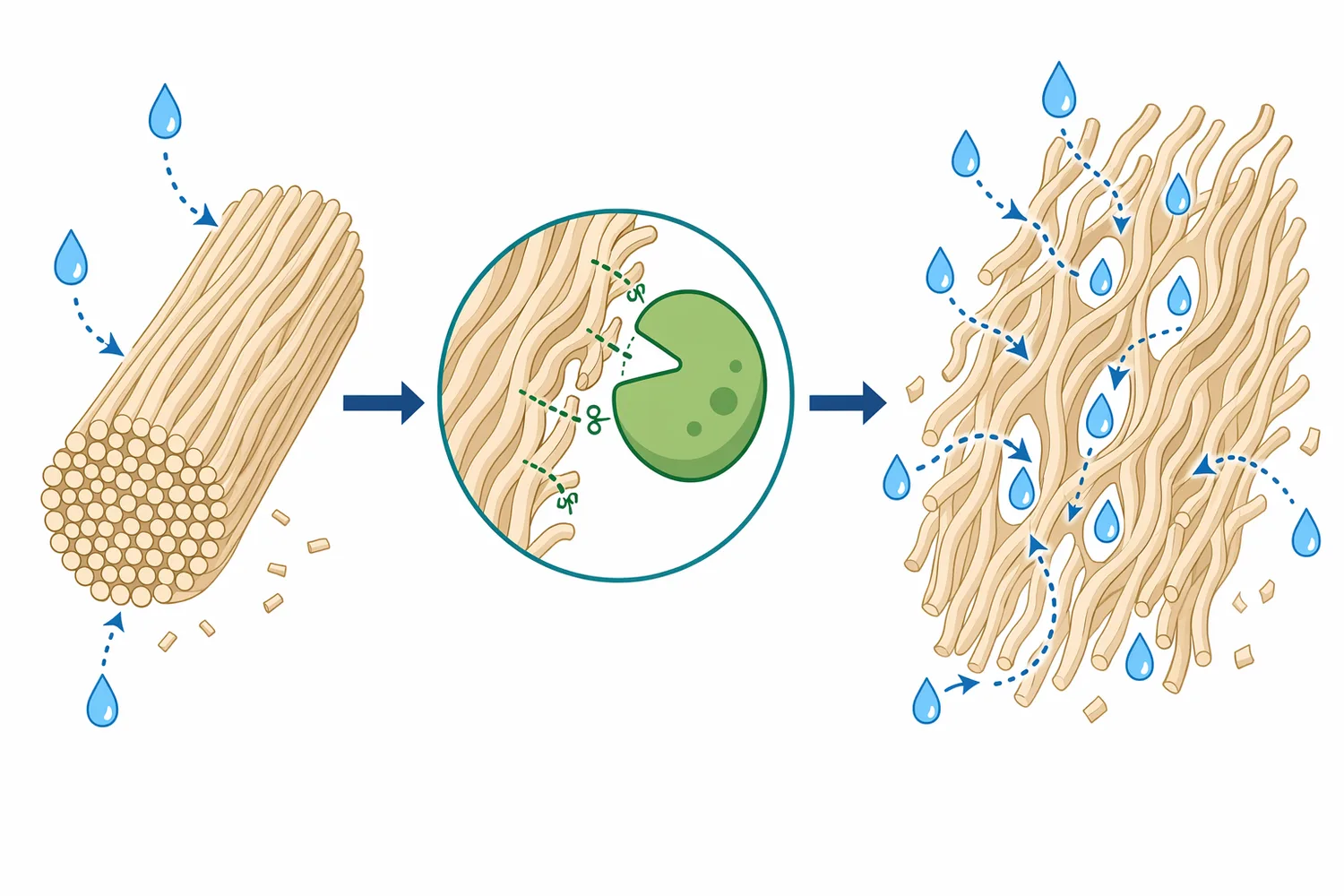
纖維素酶是一大類能作用於 β-1,4-葡聚糖鏈的酵素,其中內切型纖維素酶(endoglucanase)通常會優先在較易接觸的無定形區或纖維表面區域造成有限切割。對溶解漿而言,這種有限作用可增加表面纖維鬆動、形成更多可接觸點,並改善水與溶劑進入纖維壁的機會;關鍵是反應需受控,避免變成大量降解。微生物纖維素酶的工業應用研究亦指出,纖維素酶系統常透過內切、外切與葡萄糖苷酶等不同功能協同影響纖維素基質。[5]
在 Lyocell 前處理情境中,最有價值的效果通常不是大量產生可溶性糖,而是降低纖維壁緻密性與局部聚集,使纖維素鏈在 NMMO 或其他溶解體系中較快達到均一分散。若條件控制得當,酵素活化可提升反應性,同時維持可接受的黏度範圍;若控制不當,則可能造成黏度下降過度,反而損害紡絲液強度與成品力學表現。Fock reactivity 與 intrinsic viscosity 的關聯研究即顯示,纖維素酶處理期間反應性提升與黏度變化需要一起評估。[3]
纖維素纖維的溶解通常從膨潤、溶劑滲透、鏈間氫鍵破壞與分子分散等步驟逐漸發生。若纖維壁孔隙封閉或表面形成不可逆聚集,溶劑只能先作用在外層,內部仍可能保留未溶區域。酵素活化可透過表面微切割與孔隙打開,使纖維在進入溶解段前更容易吸液與膨潤,進而降低局部未溶顆粒的風險。相關溶解漿酵素技術綜述指出,纖維素酶與木聚糖酶等可用於改善紙漿可及性與反應性,但其效果高度依賴原料與前處理條件。[2]
這一點對 Lyocell 特別重要,因為 Lyocell 常被定位為較封閉循環、較低副產物負擔的再生纖維流程;但其溶液品質對原料均一性相當敏感。若酵素活化可讓溶解段更穩定,就有機會降低過度剪切、延長溶解時間或反覆過濾所帶來的操作負擔。纖維素基紡絲與離子液體溶解研究也強調,溶劑體系的效率與纖維素原料結構密切相關。[4]
酵素不一定單獨使用才有效。公開研究中,機械預精煉、化學輔助預處理與纖維素酶處理常被組合,用來提高溶解漿反應性。機械作用可增加纖維外表面與內部孔隙暴露,讓酵素更容易接觸目標區域;酵素再進一步降低纖維局部阻力,使後續溶解或衍生化更均一。以磷鎢酸輔助預精煉結合纖維素酶處理的研究,即以提升 kraft-based dissolving pulp 反應性為目標,說明物理/化學預活化與酵素處理可被整合設計。[6]
另一類研究則探討陽離子聚合物輔助纖維素酶處理,目的是改善酵素在纖維表面的作用效率與 Fock reactivity。這類結果提醒產業使用者:酵素活化的成效不只來自「添加酵素」本身,也取決於纖維表面電荷、添加順序、漿料濃度、攪拌傳質與前段精煉狀態。[7]
Lyocell、黏膠纖維與部分新型纖維素溶解/紡絲技術都以纖維素為核心原料,但對溶解漿的要求並不完全相同。Lyocell 重視在 NMMO 或相關溶劑體系中的直接溶解均一性;黏膠流程則涉及鹼化、老成、黃化與再生等步驟,反應性與聚合度控制同樣重要;離子液體或深共熔溶劑等新興系統則更依賴溶劑與纖維素結構的相容性。深共熔溶劑與纖維素溶解研究顯示,不同溶劑對纖維素氫鍵網絡、結晶區與無定形區的作用方式有所差異。[8]
因此,Lyocell Dissolving Pulp Activation Enzyme 的合理應用邏輯,是作為「纖維素漿活化工具」,而不是保證某一種下游流程必然得到相同結果。對 Lyocell 而言,使用者通常關注溶解均一性、過濾性、凝膠顆粒與紡絲穩定;對黏膠或其他再生纖維而言,則可能更重視反應性、黏度調整與化學步驟效率。溶解級紙漿作為纖維生產來源的綜述指出,最終用途會反過來決定紙漿品質設計與前處理選擇。[1]
下表整理酵素活化與常見前處理策略的差異。表中比較為技術方向概述,實際結果仍取決於紙漿來源、設備、處理順序與製程控制。
| 前處理方式 | 主要作用 | 潛在優點 | 主要限制 | 適合搭配情境 |
|---|---|---|---|---|
| 酵素活化 | 選擇性改質纖維表面與無定形區,提升可及性 | 條件相對溫和;有助改善反應性與溶解均一性;可降低部分高強度處理負擔 | 需控制避免黏度過度下降;受原料差異影響 | Lyocell 溶解前、黏膠反應性調整、升級紙漿活化 |
| 機械精煉 | 增加纖維外表面、開纖與孔隙 | 快速、設備常見;可提升酵素可及性 | 能耗與纖維損傷風險;單獨使用可能不夠選擇性 | 酵素處理前的預活化 |
| 鹼處理或化學活化 | 膨潤纖維、移除部分半纖維素或改變纖維結構 | 效果明確;可與既有流程整合 | 化學品負荷、廢液與安全管理壓力 | 黏膠流程、溶解漿升級 |
| 表面活性劑輔助 | 改善潤濕、分散或酵素接觸 | 有機會提高酵素處理效率 | 配方相容性與殘留需評估 | 高聚集或潤濕性差的漿料 |
Tween 80 輔助纖維素酶活化 hardwood kraft-based dissolving pulp 的研究顯示,非離子界面活性劑可能改善纖維素酶處理效果,反映出潤濕、吸附與傳質條件對酵素活化的重要性。這不代表所有流程都需要表面活性劑,而是說明溶解漿活化常是「酵素—纖維—介質」三者互動的結果。[9]
Fock reactivity 常被用來描述溶解漿對後續反應或溶解的可及性。研究顯示,纖維素酶處理可提高 Fock reactivity,但提升幅度與黏度下降之間存在平衡;若酵素作用過強,反應性雖可能提高,卻可能犧牲聚合度與下游纖維性能。這使得酵素活化更像精準調整工具,而不是越多越好的添加物。[3]
溶解漿黏度代表纖維素平均鏈長與分子量相關特性,是 Lyocell 與其他再生纖維製程的重要控制點。酵素活化的理想狀態,是在可接受黏度範圍內提高可及性;若處理過度,纖維素鏈過短,可能造成紡絲液流變性改變、成形不穩或纖維強度下降。關於 kraft-based dissolving pulp 的分級與纖維素酶處理研究指出,分級策略與酵素處理可共同改善紙漿特性,但必須兼顧不同品質指標。[10]
Lyocell 生產中,未完全溶解的纖維束、局部凝膠或粗顆粒會增加過濾負荷,也可能導致噴絲孔堵塞或纖維表面缺陷。酵素活化透過改善膨潤與滲透,有助降低這些不均一來源,但不能替代良好的原料選擇、混漿管理與溶解段控制。纖維素天然纖維與工業應用綜述指出,纖維素材料的可持續利用必須同時處理結構複雜性與加工條件之間的關係。[11]
在工業流程中,Lyocell Dissolving Pulp Activation Enzyme 通常可被視為溶解段前的調整步驟。常見整合方式包括:在濕漿分散後進行短時間酵素接觸;在輕度機械預處理後進行酵素活化;或在既有紙漿升級流程中,作為反應性與黏度微調的一環。產品頁提供其應用於 Lyocell 溶解漿活化的基本資訊;由於 Enzymes.bio 為供應商而非製造商或實驗室,實際操作仍應由使用者依廠內設備與原料條件建立製程窗口。
操作上需要重視三個原則。第一,讓酵素在漿料中均勻分散,避免局部濃度過高造成局部過度作用;第二,將處理條件維持在產品資訊所示的適用操作範圍內,並與現場漿料濃度、攪拌與停留時間匹配;第三,在達到目標活化效果後,透過既有後段條件使酵素作用不再延續,避免儲槽或管線停留期間持續改變黏度。公開纖維素酶應用研究普遍指出,溫度、pH、基質可及性與時間會共同影響酵素對纖維素材料的結果。[5]
需要特別說明的是,本文不提供活性單位、分析方法或單位定義,也不將產品描述成製造端規格書。對使用者而言,更實際的評估重點是:在自有流程中,酵素活化是否能穩定改善溶解均一性、反應性、過濾負荷、黏度控制與下游紡絲表現。酵素在生質材料加工中的應用通常需依基質差異調整,這也是溶解漿活化研究反覆強調的限制。[2]
再生纖維產業正在尋求降低化學負荷、改善水與能源使用效率,以及擴大可再生纖維素來源。酵素技術的價值在於其選擇性與相對溫和的反應條件;在紡織與生物基加工領域,酵素已被廣泛討論為降低環境衝擊的工具之一。生物基紡織加工研究指出,酵素可在退漿、精練、表面改質等多個環節協助更溫和的處理路徑。[12]
對 Lyocell 與再生纖維用溶解漿而言,永續效益不應被簡化為「加了酵素就一定更環保」。更準確的說法是:若酵素活化能在特定工廠條件下降低過度精煉、縮短溶解時間、減少不合格批次或降低部分化學處理負擔,才會轉化為可量化的資源效率改善。近期溶解級紙漿與纖維生產研究也指出,原料選擇、製漿路徑、溶劑循環與製程控制共同決定整體永續性。[1]
Lyocell Dissolving Pulp Activation Enzyme 可應用於多種以纖維素為主的溶解漿情境,但不同原料的反應差異可能很大。硬木 kraft-based dissolving pulp、針葉木溶解漿、預水解 kraft 漿、亞硫酸鹽漿、升級紙漿或含較多非纖維素組分的替代原料,其孔隙結構、半纖維素殘留與初始黏度都可能不同。溶解漿分級與纖維素酶處理研究指出,透過分級可改善部分紙漿特性,而酵素處理效果也會受不同纖維組分影響。[10]
限制方面,最重要的是避免把酵素活化視為彌補所有原料缺陷的手段。若原料含有過高雜質、木素殘留、灰分或非目標聚合物,酵素對纖維素可及性的改善可能不足以解決後續溶解問題;若初始黏度已接近下限,酵素處理空間也會變小。纖維素與木聚糖降解酵素的研究顯示,酵素具有基質選擇性,但實際複合生物質或紙漿系統中,基質結構會明顯影響反應表現。[13]
Enzymes.bio 供應的 Lyocell Dissolving Pulp Activation Enzyme 以 1 kg 單位在線上直接銷售,適用於需要導入或評估溶解漿活化步驟的企業與技術團隊。CoA 與 SDS 會隨訂單一併提供,以支援收貨確認、安全管理與內部文件留存;本文不提供報價、樣品或大宗採購導向內容,也不替代使用者自身的製程驗證。

在安全面,酵素屬於工業生物製劑,操作時應避免吸入氣膠、粉霧或液滴,並依 SDS 進行個人防護與廠內風險管理。酵素蛋白可能造成敏感人員過敏,因此即使處理條件相對溫和,也仍需遵循一般化學品與生物製劑的職業安全要求。工業纖維素酶應用文獻亦提醒,酵素產品的有效性與安全使用需同時納入製程設計。[5]
Lyocell Dissolving Pulp Activation Enzyme 的技術價值,在於以受控、選擇性的方式改善溶解用纖維素漿的可及性、膨潤性與反應性,協助 Lyocell 或其他再生纖維流程獲得更穩定的溶解與紡絲前原料狀態。公開研究支持纖維素酶在提升 dissolving pulp 反應性、調整黏度與改善加工表現方面具有潛力,但效果取決於原料、前處理、製程條件與品質目標,不能以單一添加步驟保證所有結果。[2]
對產業使用者而言,較務實的定位是:將此酵素視為溶解漿活化與流程穩定化工具,搭配既有精煉、溶解、過濾與紡絲控制,評估其對溶解均一性、Fock reactivity、黏度保持與下游成形穩定度的實際貢獻。當酵素處理被放在正確的位置並受到良好控制,它可以成為 Lyocell 與再生纖維製程中兼顧品質與低負荷加工的一項有用選項。[1]
以 1 kg 單位販售,現貨供應,可立即出貨。請直接於我們的線上商店下單並付款,我們將為您處理訂單。每筆訂單皆附分析證明書與安全資料表。
購買 Lyocell Dissolving Pulp Activation Enzyme →依首次引用順序編號。所有來源皆為開放取用資料,並於發布時確認可連線;正文中的引用編號會連結至此。