Neutral cellulase is used in denim washing to create controlled fading, surface cleaning, softness, and a worn-in “bio-stone” appearance by acting on exposed cotton cellulose at the garment surface. Instead of chemically bleaching indigo, it weakens and releases tiny dyed cotton fibrils during wash agitation, giving a lighter shade and smoother hand with less dependence on pumice stones when the process is well controlled. Cellulase-based denim washing is supported by textile-finishing studies on color fading, biopolishing, pumice reduction, and sustainable processing routes [1].
Enzymes.bio supplies Neutral Cellulase for Textile Industry in Denim Washing Process as a 1 kg product available for direct online purchase. Orders are placed and paid for online, then processed and shipped; a Certificate of Analysis and Safety Data Sheet are included with the order.
Denim is typically a cotton fabric dyed with indigo, and cotton is primarily cellulose. Neutral cellulase is a cellulase enzyme preparation used under near-neutral washing conditions to modify the cotton surface in a controlled way. Cellulases catalyze the hydrolysis of cellulose, breaking bonds within the cellulose structure so that small, accessible fiber fragments can be weakened and removed during laundering [2].
In denim finishing, this action is valuable because the surface of ring-dyed denim yarn carries much of the visible indigo. When neutral cellulase acts on exposed surface fibrils, the enzyme does not need to penetrate and destroy the whole yarn; the useful effect comes from limited surface hydrolysis. Mechanical tumbling then removes loosened indigo-bearing fibrils, producing a faded, aged, or washed-down appearance without relying only on harsh abrasion.
This is why cellulase washing is often described as enzyme washing, bio-stoning, or enzymatic denim fading. Studies on cotton denim have specifically examined cellulase treatment for color properties and fading behavior, showing that cellulase can be used as a controlled route to alter denim shade and appearance [3]. The practical value is not only the visual effect but also the improvement in fabric feel: removing surface fuzz and loose microfibers can make denim feel smoother and more comfortable.
Neutral cellulase is positioned between aggressive acid cellulase systems and more alkaline cellulase approaches. It is commonly used where a moderate, controllable wash-down is desired and where fabric strength, back-staining control, surface clarity, and repeatability matter. Research focused specifically on optimum process conditions for neutral cellulase treatment of denim confirms that neutral cellulase has been treated as a distinct technical option in denim finishing, not merely as a generic cellulase category [4].
The key substrate is cotton cellulose. Cellulose is a long-chain polysaccharide made of glucose units linked mainly by β-1,4-glycosidic bonds. Cellulase enzymes hydrolyze these cellulose chains, and in a denim wash bath the most accessible cellulose is found on the outer surface: protruding fibers, fibrils, broken fiber ends, and weakly attached lint-like material [2].
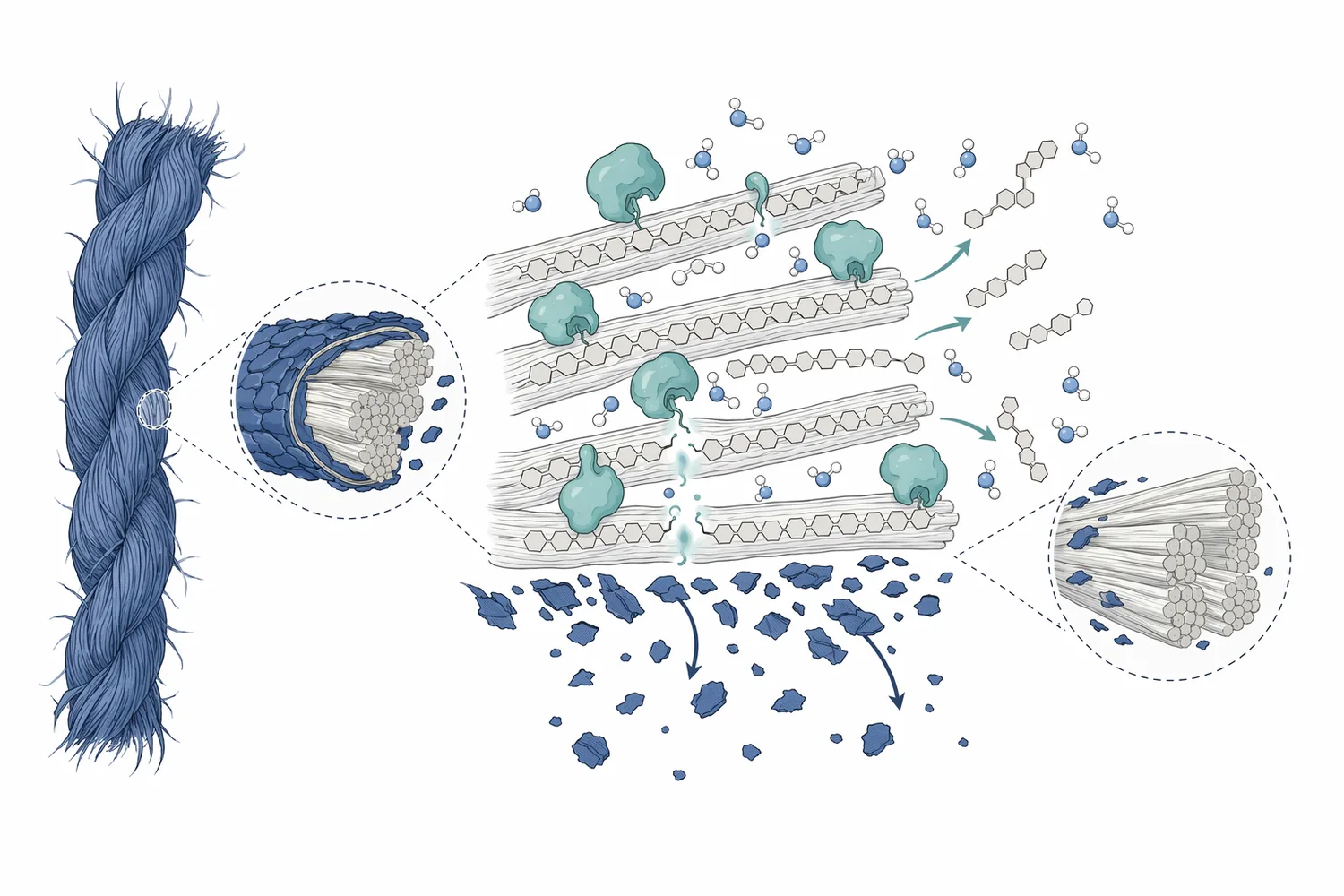
On indigo denim, those surface fibrils are visually important because they carry dye. The enzyme weakens the fibrils by cutting cellulose chains in exposed regions. The wash machine supplies movement, garment-to-garment rubbing, and liquor flow; that mechanical action detaches the weakened particles. Because the detached particles contain indigo, their removal lightens the garment surface. The effect is therefore a physical-biochemical release of dyed cotton fragments, not a direct oxidation or bleaching of the indigo molecule.
This mechanism explains why enzyme washing can resemble stone washing. Pumice stones abrade the garment surface mechanically. Neutral cellulase produces micro-abrasion biologically by weakening selected cellulose points so that normal tumbling can remove them. A study on optimizing denim washing with cellulase enzymes evaluated the enzyme route as an eco-friendly method to reduce pumice consumption, reflecting the role of cellulase as a partial substitute for stone-driven abrasion [1].
The same mechanism also improves fabric hand. Surface hairs and loose fibrils scatter light, create a fuzzy appearance, and contribute to a harsher touch. When cellulase removes these fibrils, the fabric surface becomes cleaner and smoother. This biopolishing effect has been studied directly in textile processing of cellulosic fibers, including the application of cellulases to improve the surface quality of cotton-based materials [5].
Controlled action is essential. If the enzyme treatment is too weak, the wash effect may be insufficient. If cellulose hydrolysis goes too far, fabric strength and garment durability can be affected. Textile literature on cellulase finishing has long recognized that cellulase can improve appearance while also creating risks if treatment conditions are not controlled, especially where strength loss or uneven fading would be unacceptable [6].
Traditional stone washing depends on pumice stones to abrade denim. It can produce strong contrast and a familiar worn look, but it also brings process burdens: stone dust, machine wear, garment damage, cleanup, and variability from the physical abrasion load. Cellulase-assisted denim washing reduces the need to obtain all fading from stones alone by shifting part of the effect to enzyme-driven surface modification.
The practical difference is that neutral cellulase works at the fiber surface rather than striking the fabric with hard mineral particles. This can support more uniform surface cleaning and a softer handle, particularly in recipes targeting medium or mild vintage effects rather than very heavy destruction. The cellulase route has been studied specifically for reducing pumice use while maintaining denim washing effects, making it relevant for laundries seeking a cleaner and more controllable finishing approach [1].
Another benefit is flexibility. Neutral cellulase can be integrated into wash programs that also include desizing, rinsing, softening, tinting, or other finishing steps. Its specific role remains cellulose modification: it does not remove starch sizing like amylase, decompose peroxide like catalase, or oxidize dye like laccase. Its value is the selective weakening and removal of cotton surface fibrils.
Cellulase treatment has also been investigated in relation to yarn type and fabric construction. Research on denim fabrics made from torque-free ring-spun yarn and conventional ring-spun yarn examined color properties and fading behavior after cellulase treatment, showing that the final visual result depends not only on the enzyme but also on the fabric structure that presents the cellulose surface to the enzyme [7].
Cellulases are not all the same. Their preferred operating conditions and finishing effects differ, especially across acid, neutral, and alkaline cellulase systems. The table below gives a practical conceptual comparison for denim finishing.
| Cellulase type | Typical denim-finishing role | Surface effect | Process character | Main practical consideration |
|---|---|---|---|---|
| Acid cellulase | Stronger, faster denim abrasion and fading in acid-side systems | Can give pronounced wash-down and contrast | Often more aggressive on cotton surface | Requires careful control to avoid excessive strength loss or harsh effects |
| Neutral cellulase | Controlled bio-stone effect, softening, fuzz removal, medium fading | Milder surface hydrolysis under near-neutral washing conditions | Useful where balanced fading and fabric feel are priorities | Results depend on wash time, pH control, temperature, mechanical action, garment construction, and rinsing |
| Alkaline cellulase | Surface polishing or washing where alkaline conditions are preferred | Can support fuzz reduction and cotton surface modification | More compatible with selected alkaline textile processes | Must be matched to the rest of the wash route and fabric requirements |
Neutral cellulase is often favored when the desired effect is controlled abrasion rather than maximum attack on the cotton. The neutral route is particularly relevant for denim programs where shade consistency, reduced over-processing, and smoother fabric hand are valued. A study specifically titled around optimum process conditions for neutral cellulase denim treatment indicates that neutral cellulase performance is closely tied to the wash environment, not just the presence of enzyme in the bath [4].
Alkaline cellulases are also important in textile research, especially for processing conditions that sit on the alkaline side. Recent work on cellulase applications in textiles includes enzymes from different microbial sources and pH behaviors, showing how enzyme selection has been adapted to the chemistry of textile wet processing [8]. For denim washing, however, neutral cellulase occupies a practical middle ground: active enough to remove surface fibrils, but typically chosen for a more controlled effect than very aggressive systems.
The strongest evidence for neutral cellulase in denim comes from the broader body of cellulase textile research plus denim-specific studies on fading, color behavior, biopolishing, and reduced pumice use. Microbial cellulases are widely reviewed as industrial enzymes, with applications across textiles, biomass processing, food, feed, and waste treatment; in textiles, their relevance is tied directly to cellulose hydrolysis and controlled surface modification [2].
Denim-specific studies support the practical mechanism. Research on color properties of cellulase-treated cotton denim fabric examined how cellulase treatment changes denim appearance, while related work on optimizing color fading investigated cellulase treatment as a way to obtain controlled shade-down effects [9]. These studies are valuable because they focus on the actual textile substrate of interest: dyed cotton denim, not only purified cellulose.
Research comparing denim fabric made with conventional ring-spun and torque-free ring-spun yarns further shows that cellulase fading is affected by yarn and fabric construction. That matters in production because two denim lots can respond differently even if the same cellulase is used; the enzyme acts on exposed cellulose, and the amount, accessibility, and dyed character of that cellulose are influenced by yarn structure [7].
Cellulase has also been studied as part of denim biopolishing and textile processing of cellulosic fibers. Work on cellulases from Acrophialophora nainiana and Penicillium echinulatum examined their application in textile processing of cellulosic fibers, reinforcing the established role of cellulases in surface modification rather than bulk fabric dissolution [5].
Newer textile-enzyme studies continue to evaluate cellulase sources and denim applications. A 2024 study on Aspergillus awamori cellulase included textile applications, while another 2024 study examined cellulase purified from Bacillus paramycoides for textile-industry use [10]. These papers show continuing technical interest in cellulase performance for textile finishing and confirm that cellulase remains a current research topic, not an obsolete treatment.
Experimental design has also been applied to denim enzyme washing. A study on analysis of enzyme washing of denim using experimental design reflects the reality that enzyme washing is a process system: appearance and fabric effects are shaped by multiple interacting conditions rather than a single input [11]. This supports the practical view that neutral cellulase should be used as part of a controlled wash recipe.
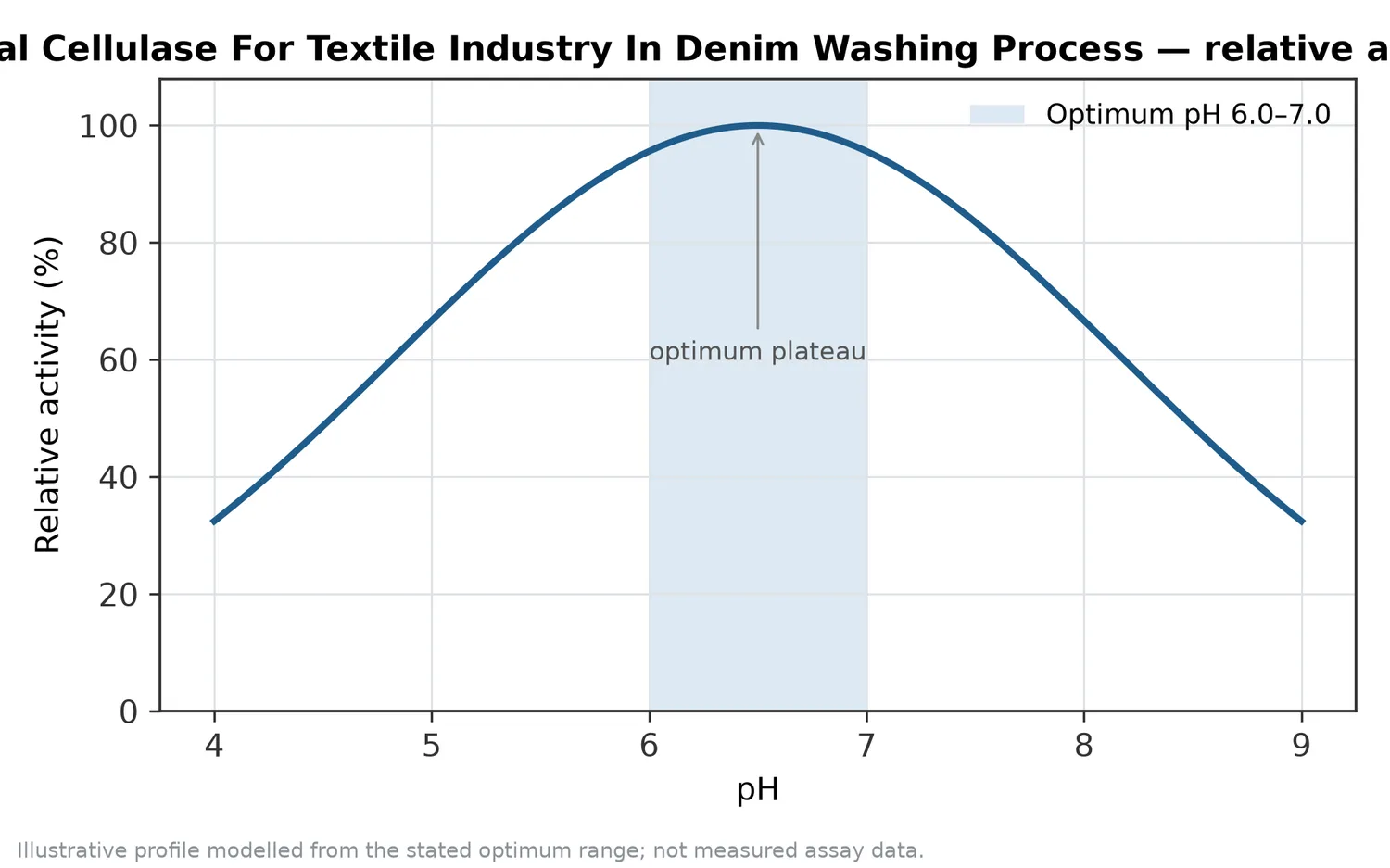
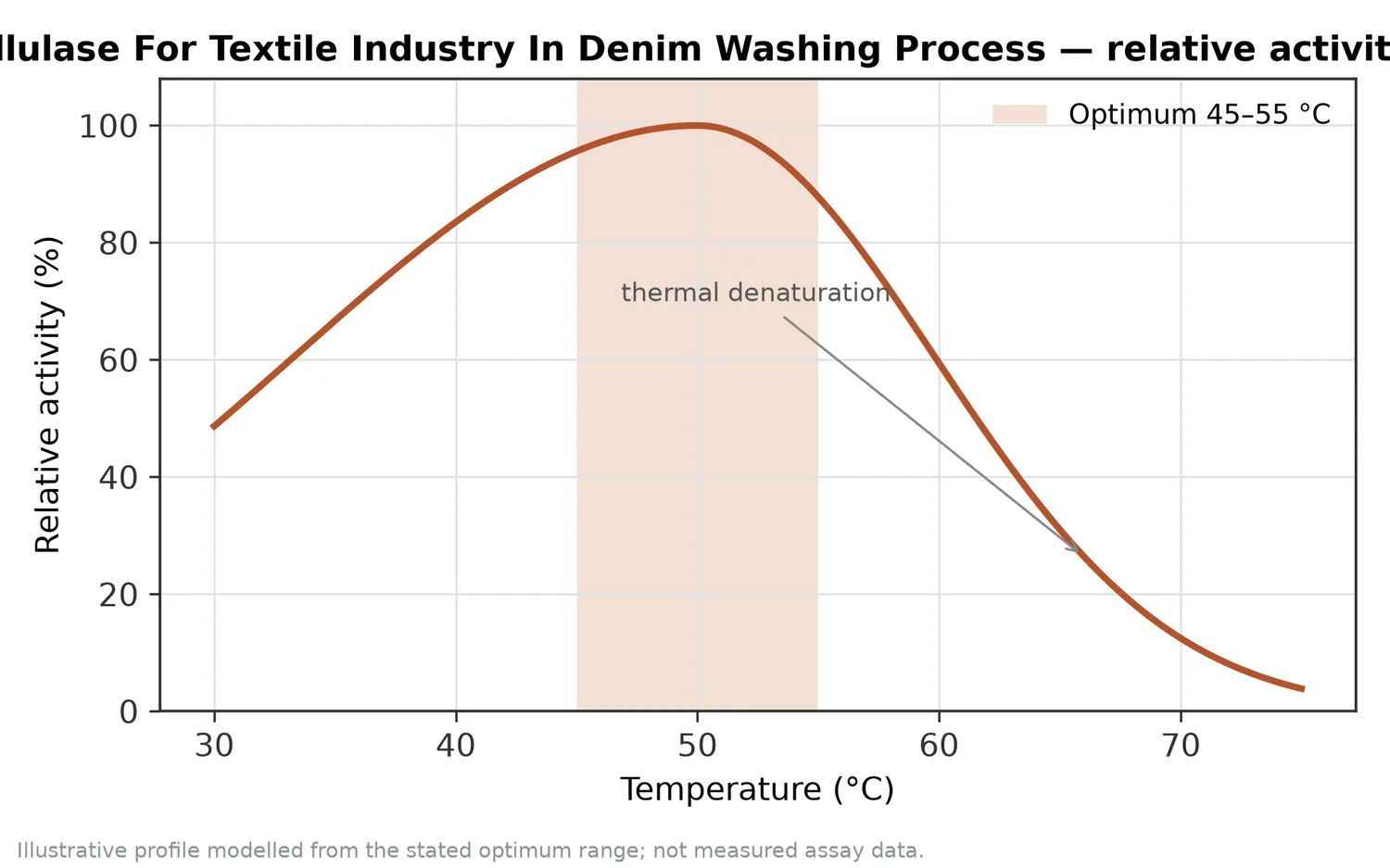
Neutral cellulase performance depends on the wash environment because enzyme action is sensitive to physical and chemical conditions. The most important influences are the garment substrate, pH, temperature, processing time, liquor movement, mechanical action, and how thoroughly the garment is rinsed after treatment. Research on neutral cellulase treatment of denim specifically frames the application around optimum process conditions, underlining that controlled operation is central to reliable results [4].
Temperature affects both enzyme activity and enzyme-fiber interaction. A study on the effects of temperature on cellulose binding ability of cellulase enzymes shows that temperature can change how cellulases interact with cellulose, which helps explain why denim enzyme washing can shift if the process runs outside its intended operating window [12]. In practice, temperature is not only about reaction speed; it can affect adsorption to the fiber surface, release of hydrolyzed fragments, and the balance between useful fading and excess cellulose damage.
pH also matters because cellulase structure and catalytic performance depend on ionization states within the enzyme. Neutral cellulase is designed for near-neutral textile conditions, where it can work without the stronger acid-side environment associated with acid cellulase systems. If the bath drifts too far from the intended range, enzyme action may become weaker, less predictable, or more damaging depending on the enzyme and fabric.

Mechanical action is the other half of the process. The enzyme weakens exposed cellulose, but tumbling removes the loosened dyed fibrils. Too little movement may leave hydrolyzed material on the garment surface; too much mechanical stress may create damage beyond the enzyme effect. This is why cellulase denim washing is best understood as enzyme-assisted abrasion, not enzyme-only fading.
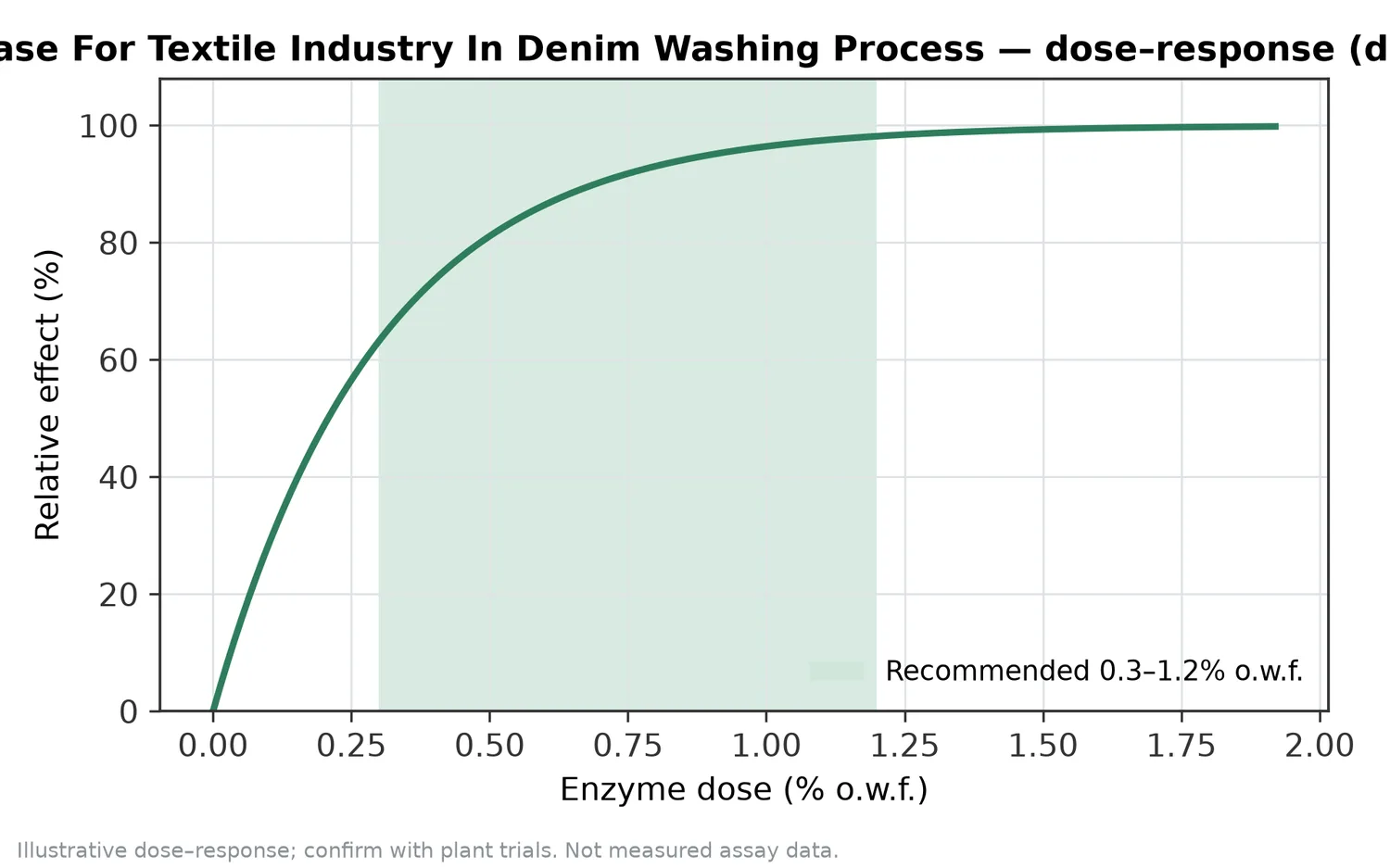
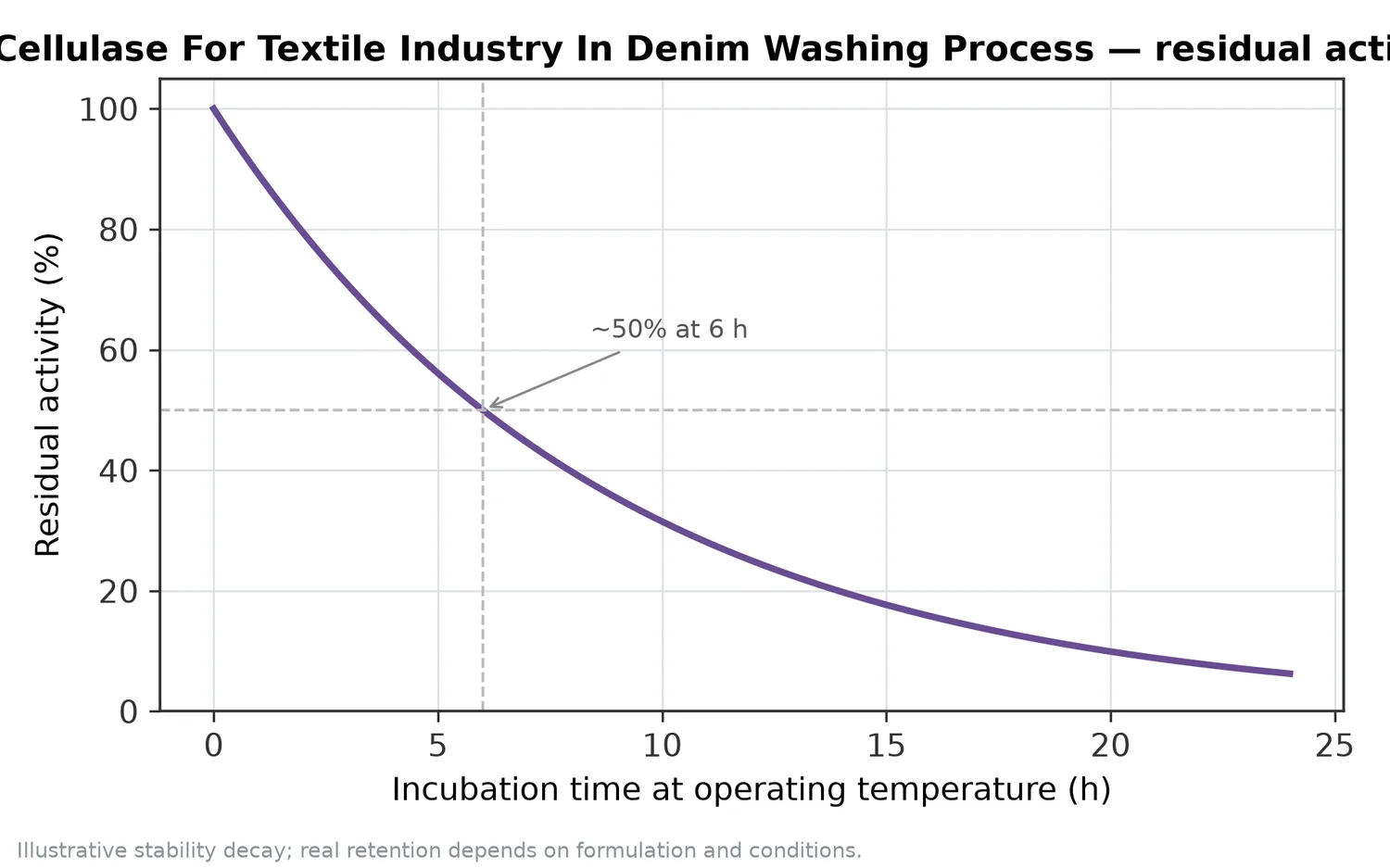
Time controls the extent of surface hydrolysis. Shorter exposure may support mild surface cleaning and softness, while longer exposure generally increases the chance of stronger fading and greater fabric impact. The literature on problems in cellulase application to textile dyeing and finishing highlights this balance: useful cellulase action must be controlled so that surface improvement does not turn into unwanted loss of fabric performance [6].
Neutral cellulase acts on cotton cellulose, but denim fabrics are not identical. Yarn type, twist, fabric weight, dye depth, ring-dye penetration, finishing history, garment construction, and previous wet processing all affect how much cellulose is exposed and how the surface responds. This is why the same enzyme treatment may create a different look on two denim styles.
Ring-spun yarn structure is especially relevant because it influences surface hairiness and dye distribution. Studies comparing cellulase fading in denim fabrics manufactured from conventional ring-spun and torque-free ring-spun yarns show that yarn construction can affect color fading behavior under cellulase treatment [7]. In practical terms, a hairier or more accessible surface gives the enzyme more exposed cellulose to attack, while a tighter or differently constructed yarn may respond more slowly or more subtly.
Dye distribution matters as well. In indigo denim, the classic worn look comes from removing dyed material from the yarn surface while the inner yarn remains less dyed or more protected. Neutral cellulase supports that effect by acting mainly where cellulose is accessible. The result is a natural fading mechanism aligned with how denim is dyed and worn: the surface lightens first.
Garment construction can affect local abrasion. Seams, pockets, hems, waistbands, and raised areas experience more mechanical contact during tumbling, so they may show stronger fading even under the same enzyme exposure. This localized abrasion is part of the desired denim aesthetic, but it also means enzyme washing has to be viewed as a garment-level process rather than a flat-fabric reaction.
Enzymes are widely studied in textile processing because they can replace or reduce harsher chemical and mechanical steps in selected operations. Reviews of sustainable textile processing identify enzyme applications as important tools for reducing the environmental burden of textile wet processing when they are integrated appropriately into the overall route [13].
For denim specifically, cellulase can reduce reliance on pumice stones in suitable recipes. Lower pumice use can mean less stone residue, less sludge-like grit to remove, less garment damage from hard abrasion, and easier machine cleanup. A 2025 study focused on optimizing denim washing with cellulase enzymes as an eco-friendly method to reduce pumice consumption, directly linking cellulase use with lower-stone denim finishing strategies [1].
This does not mean neutral cellulase automatically makes every denim process sustainable. Water use, energy use, rinsing, dye chemistry, bleaching, softening, wastewater treatment, and garment rework all affect the total footprint. Current reviews of microbial enzyme applications in sustainable textile processing present enzymes as part of a wider toolkit rather than a single solution for all environmental impacts [14].
Neutral cellulase is therefore best viewed as a practical contributor to cleaner denim finishing. It can help move some of the finishing effect from high mechanical abrasion to controlled biocatalysis, especially for soft vintage washes and moderate shade reduction. The environmental value is strongest when the enzyme step is integrated into a well-managed wash route that avoids overprocessing and unnecessary rewash cycles.
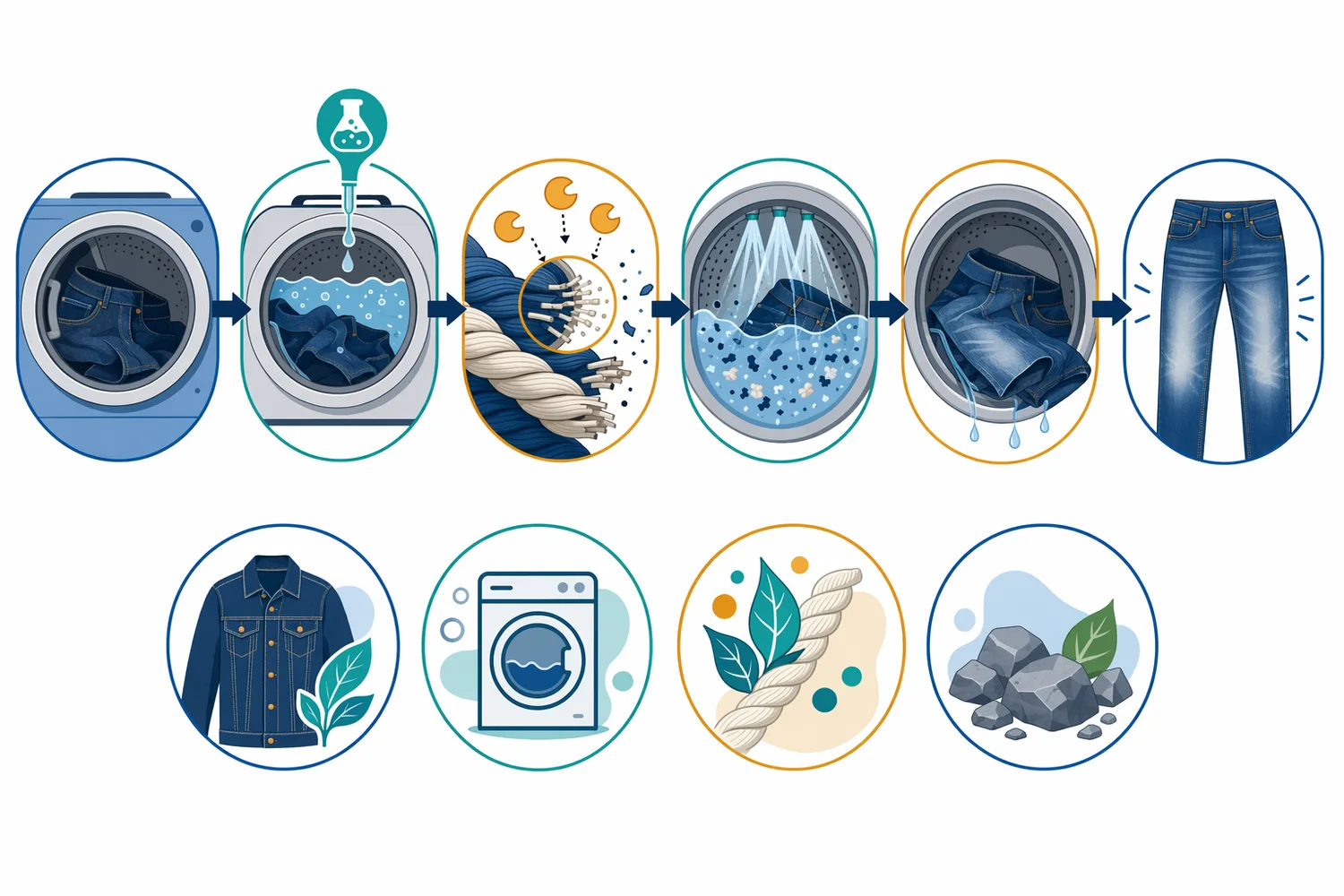
Neutral cellulase often sits within a broader denim wet-processing sequence. A garment may be desized before enzyme washing, rinsed after enzyme treatment, softened for hand feel, tinted for shade correction, or combined with additional physical finishing methods. Each step has a different function, and cellulase should be understood by its substrate specificity: it modifies cellulose.
Desizing, for example, is typically associated with removing starch-based size from the fabric, whereas cellulase acts on cotton cellulose. Oxidative bleaching or ozone processes change color through different chemical mechanisms. Softening agents alter fabric hand by depositing or interacting with the fiber surface. Neutral cellulase contributes by removing or weakening surface fibrils before those later finishing effects are finalized.
Combination processes can increase design flexibility. Ultrasound has been studied in denim worn-out processing, showing that physical intensification methods can influence abrasion and surface effects in denim finishing [15]. Where such methods are used, the principle remains the same: cellulase changes the fiber surface chemically and biologically, while physical energy helps detach weakened material.
Because denim finishing is visual and tactile, integration matters. A neutral cellulase step can make a garment softer and cleaner, but the final customer-facing appearance also depends on rinse quality, shade control, drying, post-treatment softening, and garment handling. The enzyme creates the surface opportunity; the process route determines how that opportunity appears in the final product.
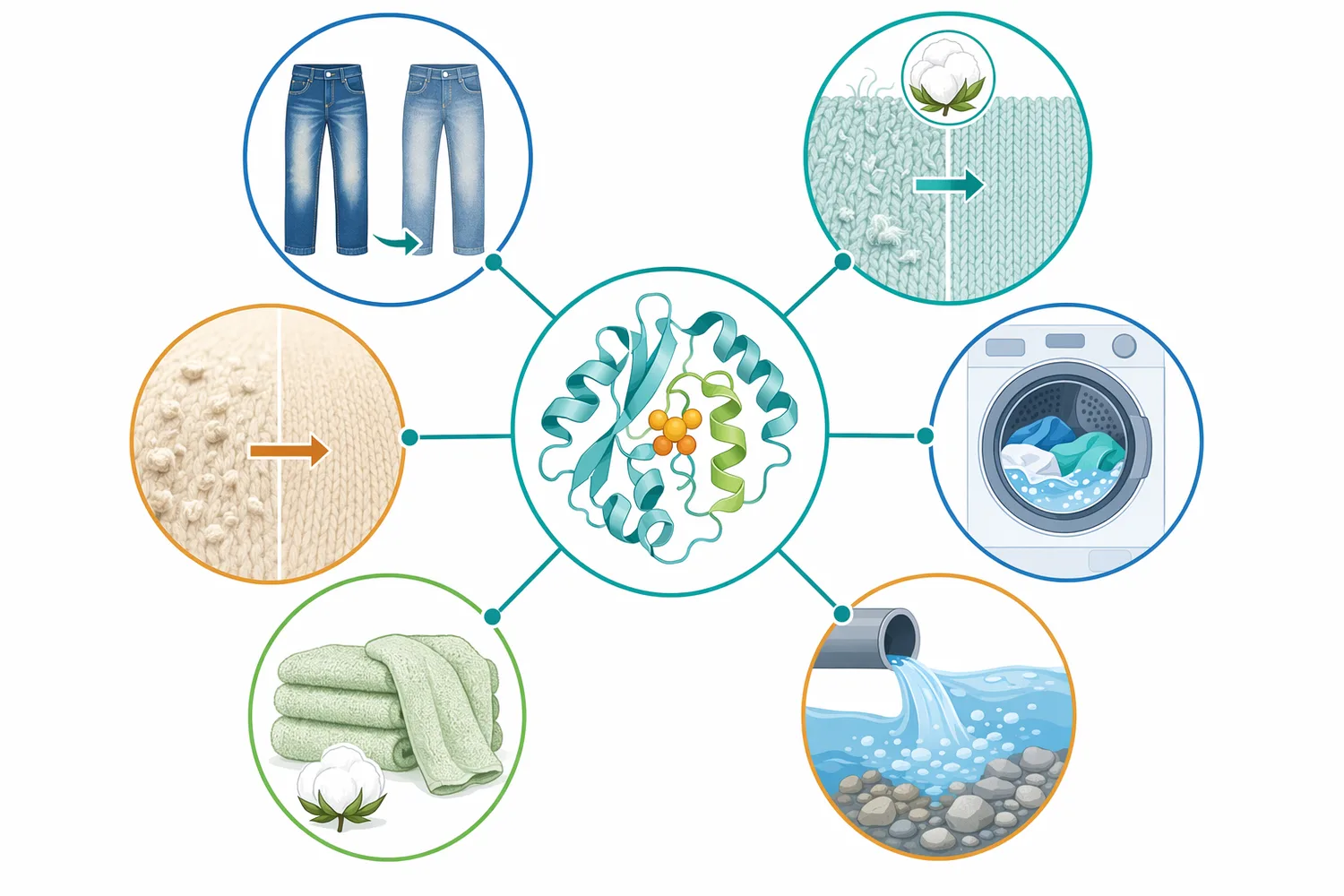
The main benefit of neutral cellulase is controlled surface modification. It can help produce a worn-in appearance, reduce surface fuzz, soften the garment, and support a bio-stone effect with less dependence on pumice-only abrasion. Denim studies on cellulase treatment and color fading support its use for visible shade change and surface effects in cotton denim [9].
A second benefit is process control. Stone-only abrasion can be highly dependent on stone size, stone loading, machine mechanics, garment packing, and physical contact patterns. Neutral cellulase adds a biochemical route that can be managed through the wash environment. This does not remove the need for control; it gives processors another lever for creating a consistent garment finish.
A third benefit is fabric feel. By reducing loose surface fibers, cellulase can improve smoothness and hand. This is especially valuable where the target garment is a comfortable everyday denim product rather than a heavily destroyed fashion item. Studies on cellulase applications in textile processing of cellulosic fibers support this surface-polishing role [5].
A fourth benefit is reduced pumice pressure in suitable recipes. Where pumice is partially replaced or reduced, there may be less grit handling, less machine abrasion from stones, and less post-wash cleanup. The research focus on reducing pumice consumption with cellulase-assisted denim washing reflects this practical production interest [1].
Neutral cellulase is not a universal substitute for every denim finishing technology. It does not behave like bleach, and it does not create fading by directly destroying indigo dye. Its fading effect comes from removing indigo-bearing cellulose fragments from the garment surface. That distinction matters because the final look depends on how the denim was dyed, how much surface cellulose is accessible, and how the wash machine moves the garment.
It is also not intended to digest the entire fabric. The commercial value comes from limited, surface-selective hydrolysis. Over-treatment can reduce strength or produce excessive shade loss, while under-treatment can leave the garment too dark, fuzzy, or stiff. The known challenges in cellulase applications for textile dyeing and finishing are tied to this need for balance [6].
Back-staining is another practical consideration in enzyme denim washing. As indigo-containing particles are removed, they can redeposit on lighter areas such as pocketing, weft yarns, labels, or garment interiors if the overall wash process is not managed properly. Neutral cellulase itself is a cellulose-acting enzyme; the appearance outcome depends on the complete bath environment and rinsing route.
The most accurate expectation is that neutral cellulase provides a controlled enzymatic route for mild-to-moderate denim fading, softening, and biopolishing. It is particularly useful when the desired result is a natural worn look with less aggressive fabric attack than very harsh mechanical or acid-side treatments.
The evidence base is broad and consistent. General cellulase literature explains the enzyme’s ability to hydrolyze cellulose, which is the core material in cotton denim [2]. Textile-specific studies show cellulases being applied to cellulosic fibers for surface modification, and denim-specific studies show changes in color properties, fading behavior, and bio-stone effects.
The category is also current. Recent studies continue to examine cellulase-producing microorganisms, textile applications, denim fading, and sustainable processing routes [10]. This ongoing research matters because denim finishing is still evolving toward lower-impact methods, better repeatability, and more controlled visual effects.
Neutral cellulase is especially well supported where a moderate, balanced wash effect is required. The existence of research dedicated to optimum conditions for neutral cellulase denim treatment indicates that this enzyme class has been evaluated for the specific processing reality of denim washing, not only for laboratory cellulose hydrolysis [4].
At the same time, the literature supports a realistic view: the enzyme is powerful because it changes cellulose, and that same capability requires controlled use. The best results come when neutral cellulase is treated as a precise surface-finishing tool within a full denim wash recipe.
Enzymes.bio supplies Neutral Cellulase for Textile Industry in Denim Washing Process for buyers who want to purchase the product directly online in 1 kg units. The order is paid for online, then processed and shipped.
A Certificate of Analysis and Safety Data Sheet are included with the order. These documents support routine receiving, handling, and internal documentation without changing the basic purchase model: the product is available online by the 1 kg unit.
For denim washing, neutral cellulase is best understood as a practical enzyme for controlled cotton surface modification. It supports bio-stone effects, smoother fabric hand, reduced surface fuzz, and moderated pumice dependence when used within a properly managed denim finishing process.
Neutral cellulase helps create faded, softer, cleaner denim by hydrolyzing exposed cotton cellulose on the garment surface. Wash agitation then removes loosened indigo-bearing fibrils, producing a natural worn-in effect without relying only on stone abrasion.
The scientific and technical literature supports cellulase use in denim fading, biopolishing, textile surface modification, and reduced pumice washing strategies [1]. Neutral cellulase is most useful where the target is controlled mild-to-moderate abrasion, improved hand, and a balanced bio-stone appearance under near-neutral washing conditions.
Sold by the 1 kg unit, in stock and ready to ship. Order directly on our store — pay online and we process your order. A Certificate of Analysis and Safety Data Sheet are included with every order.
Buy Neutral Cellulase For Textile Industry In Denim Washing Process →Numbered in order of first citation. Open-access sources, each verified reachable at publication; citation numbers in the text link here.