Neutral Protease Enzyme for Distillation Products is used to hydrolyze proteins in grain-, cereal-, and fermentation-based distillation streams, converting larger proteins into smaller peptides and amino-acid fragments. In practical processing terms, this can support yeast nutrition, reduce protein-related handling issues, and help make high-protein mashes more consistent without replacing starch-converting enzymes such as alpha-amylase or glucoamylase.
Enzymes.bio supplies Neutral Protease Enzyme for Distillation Products directly online by the 1 kg unit. Buyers place and pay for the order online, after which the order is processed and shipped; a Certificate of Analysis and Safety Data Sheet accompany the order.
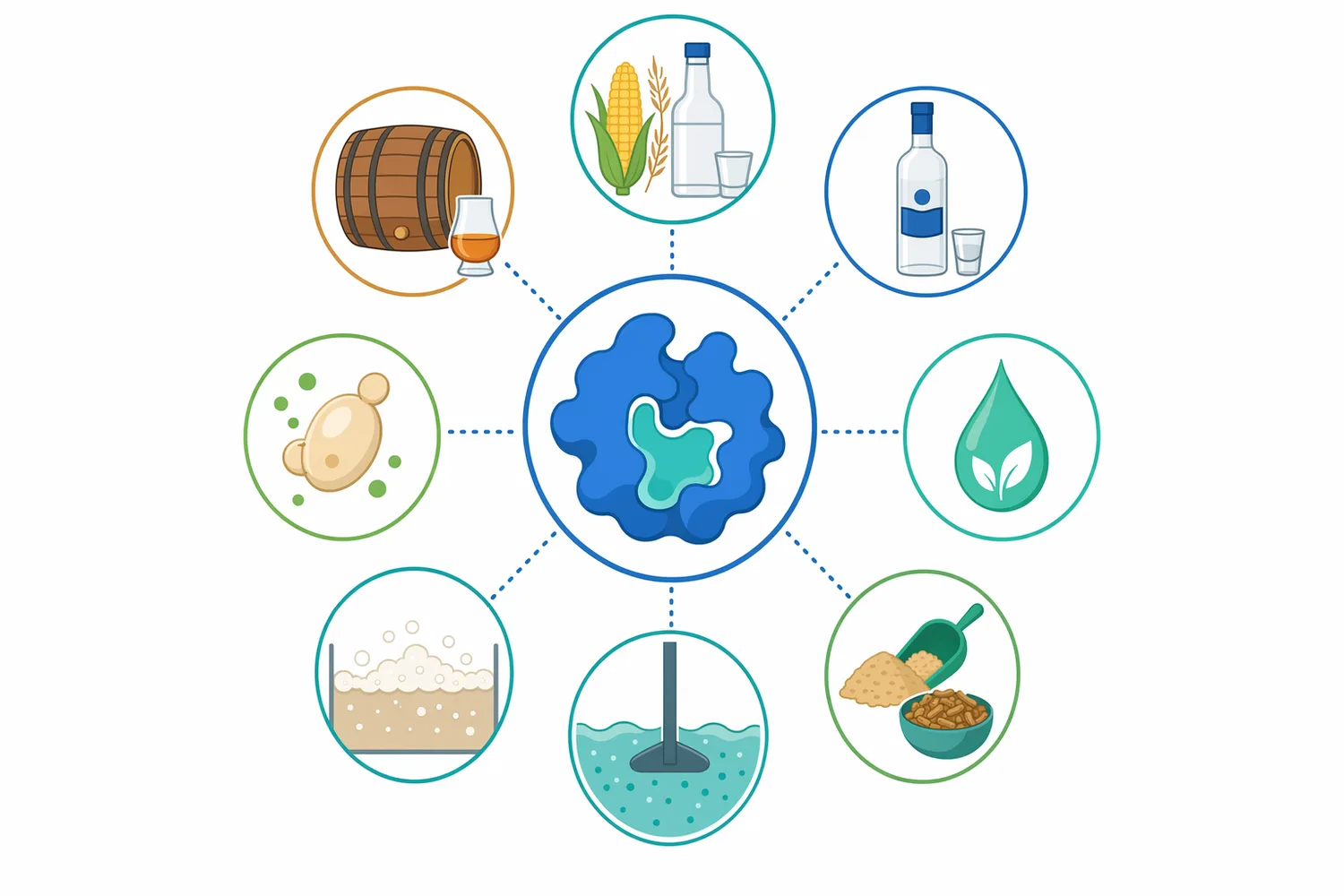
Neutral protease is a protein-degrading enzyme preparation intended for process streams where proteins are present and accessible. In grain-based distillation, beverage alcohol, neutral spirit, fuel ethanol, and related fermentation processes, raw materials such as corn, wheat, barley, rye, sorghum, and rice contain proteins along with starch, fiber, oil, minerals, and other minor components. Proteases are widely described as industrial biocatalysts because they catalyze the hydrolysis of peptide bonds in proteins and peptides, which is the core reaction behind their use in food, detergent, biotechnology, waste processing, and other sectors [1].
The word “neutral” refers to the operating character of the enzyme class: neutral proteases are generally associated with mildly acidic to near-neutral process environments rather than strongly acidic or strongly alkaline ones. This distinction matters in distillation because many mash, liquefaction, fermentation-preparation, or yeast-propagation environments sit closer to the neutral range than to the highly alkaline conditions used in some detergent or hide-processing applications. Food-grade protease literature has long treated microbial proteases as practical processing enzymes because they can be produced from organisms such as Bacillus and fungi and used to modify proteins in controlled ways [2].
For distillation products, neutral protease is best understood as a processing aid for the protein fraction of the feedstock. It does not liquefy starch, saccharify dextrins, or ferment sugars. Instead, it acts on proteins that may otherwise remain as large, partially insoluble, foam-stabilizing, nutrient-locking, or deposit-forming macromolecules in the mash and downstream streams. Industrial work on neutral protease genes in Bacillus subtilis illustrates that neutral protease has been studied specifically as an industrial enzyme category, not only as a laboratory biochemical tool [3].
Distillation discussions often focus on starch conversion because fermentable sugar is central to alcohol production. However, grain protein is not an inert background component. It can influence nitrogen availability, mash rheology, foam behavior, suspended solids, heat-transfer fouling, and the composition of stillage or distillers grains. Broad reviews of protease applications emphasize that proteases are valuable precisely because protein structure affects so many industrial materials and process outcomes [1].
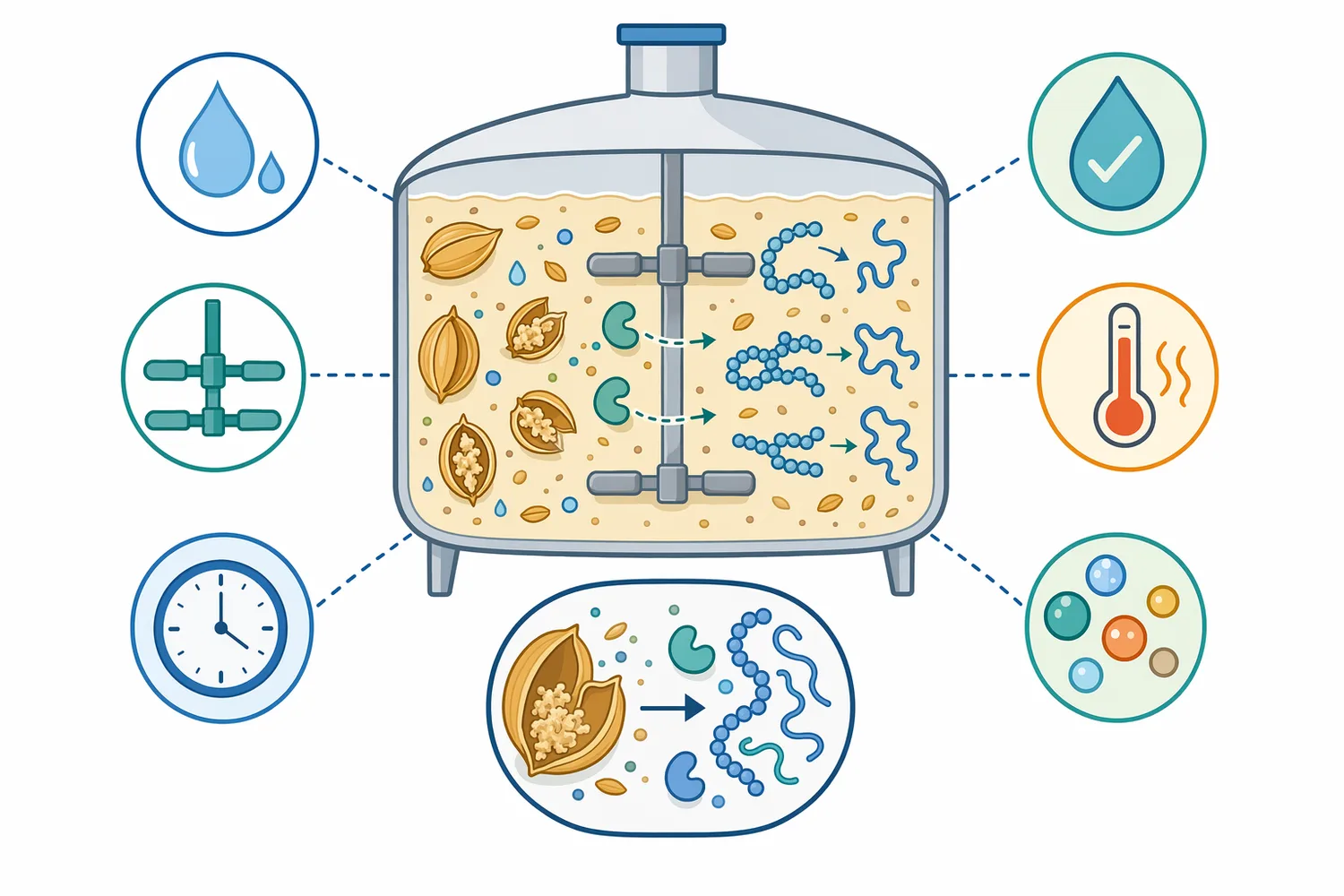
In a grain kernel, proteins are organized within cellular structures and can be associated with starch granules, fiber, lipids, and minerals. During milling, cooking, liquefaction, and mashing, heat and water disrupt some of this structure, but not all proteins become immediately soluble or available to yeast. A neutral protease can help by cleaving peptide bonds after hydration and partial unfolding expose susceptible protein regions. Studies on microbial proteases repeatedly show that enzyme performance depends on the organism, enzyme type, substrate, and processing environment, which is why the same biochemical principle can be applied in many different industrial contexts [2].
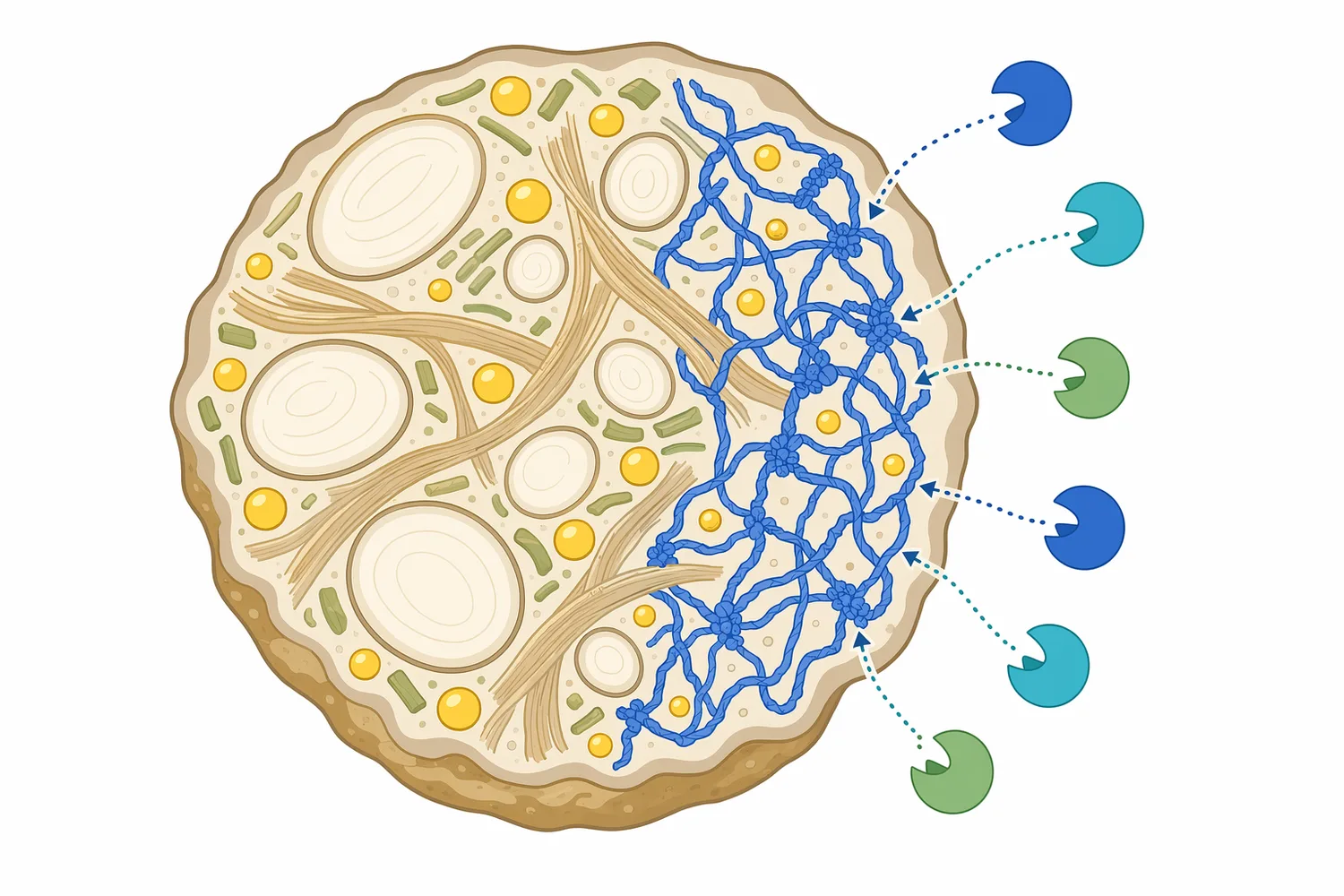
The practical value in distillation is that protein hydrolysis changes how the material behaves. Large proteins can be surface-active and help stabilize foam films; partially denatured proteins can interact with suspended solids; intact storage proteins may hold nitrogen in forms less accessible to fermentation organisms. When neutral protease cuts those proteins into smaller peptides, the resulting fragments usually have different solubility, charge distribution, surface behavior, and nutritional availability. Research on enzymatic deproteinization of industrial fungal biomass shows the same broad principle in another process setting: proteolytic treatment can reduce proteinaceous structure and shift biomass components into more processable fractions [4].
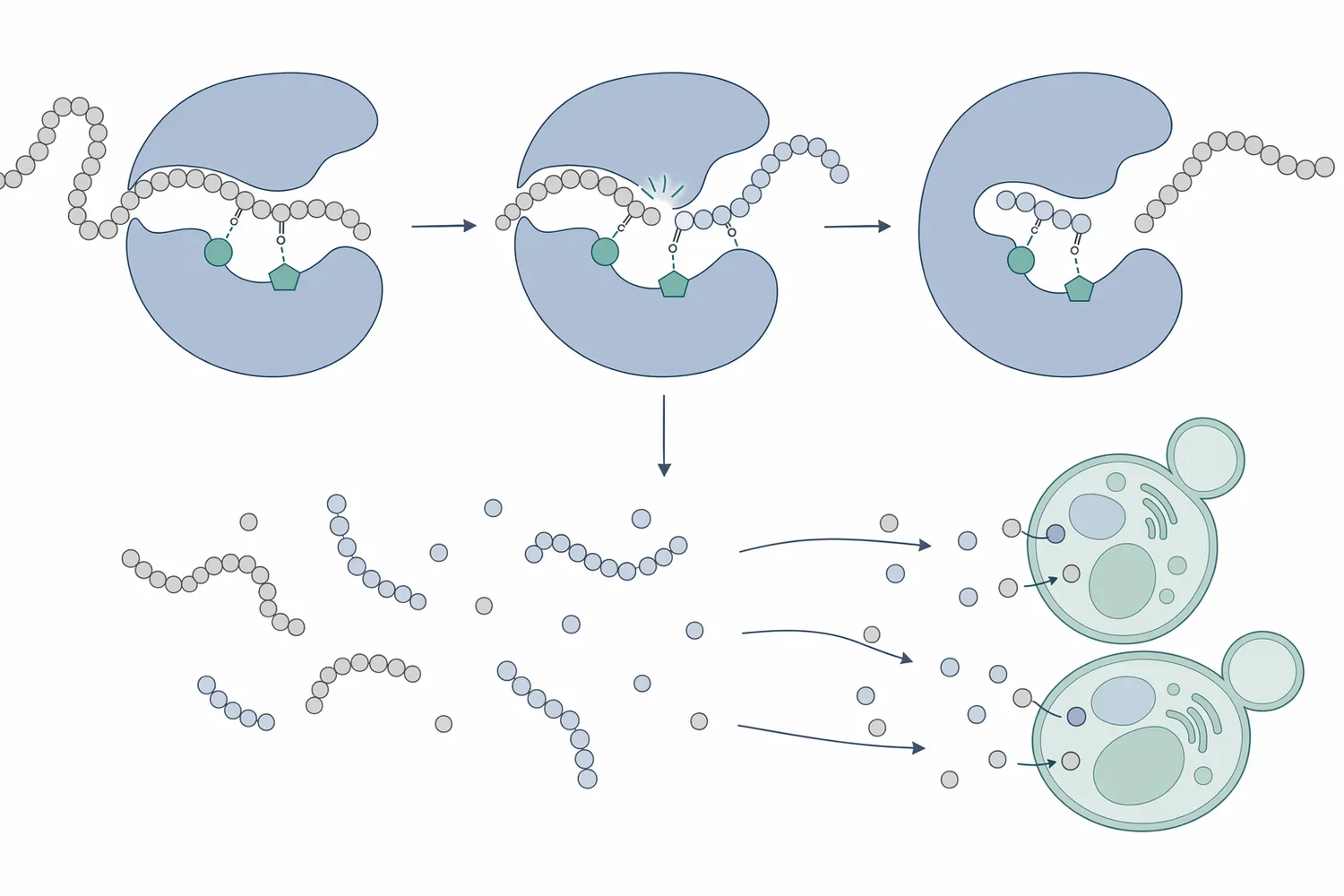
Proteins are chains of amino acids connected by peptide bonds. A protease accelerates the hydrolysis of those bonds, meaning that water is used to split the chemical linkage between amino acids. The enzyme does this by binding a section of the protein chain in its active site, positioning the peptide bond, and lowering the energy barrier for bond cleavage. General enzyme-mechanism literature describes this as the central feature of catalysis: the enzyme creates a specialized microenvironment where the reaction proceeds faster and more selectively than it would in bulk solution [5].
Many industrial neutral proteases are metalloproteases, although not every protease marketed as neutral belongs to the same mechanistic family. In a metalloprotease, a catalytic metal ion helps polarize the peptide bond and activate a water molecule so that it can attack the carbonyl carbon of the peptide linkage. The protein chain is then split into two shorter fragments. Neutral metalloendoproteinases are well described in biochemical literature, including work identifying insulin-degrading enzyme as a neutral metalloendoproteinase distinct from classical endoproteinase families [6].
Other proteases use different catalytic groups, such as serine-based mechanisms, but the practical result is still peptide-bond cleavage. In serine proteases, for example, the catalytic residue participates directly in forming and breaking a transient intermediate before water completes hydrolysis; mechanistic studies of serine protease action have examined the tetrahedral intermediate formed during peptide-bond cleavage [7]. For the distillation buyer, the important operational point is not the mechanistic label but the material change: large feedstock proteins become smaller peptides and amino-acid-containing fragments.
This protein breakdown is different from starch hydrolysis. Alpha-amylase attacks starch chains to reduce viscosity and produce dextrins; glucoamylase releases fermentable glucose from dextrins. Neutral protease instead targets peptide bonds. In a mixed grain mash, these enzyme functions can be complementary because the feedstock contains both carbohydrate and protein fractions. Reviews of industrial proteases highlight this broad compatibility with enzyme-based processing, especially where complex biological materials require more than one catalytic function [1].
The first visible process effect of protease use is often not “protein disappearance” but a change in protein size distribution. Large proteins are converted to medium and small peptides; some peptides may be further shortened depending on the enzyme, substrate accessibility, temperature, and contact time. This matters because peptide size influences solubility, diffusion, foam stability, and how nitrogen is accessed by microorganisms. Food-grade protease literature connects these effects to practical food and fermentation processes where controlled protein modification is used to change functionality [2].
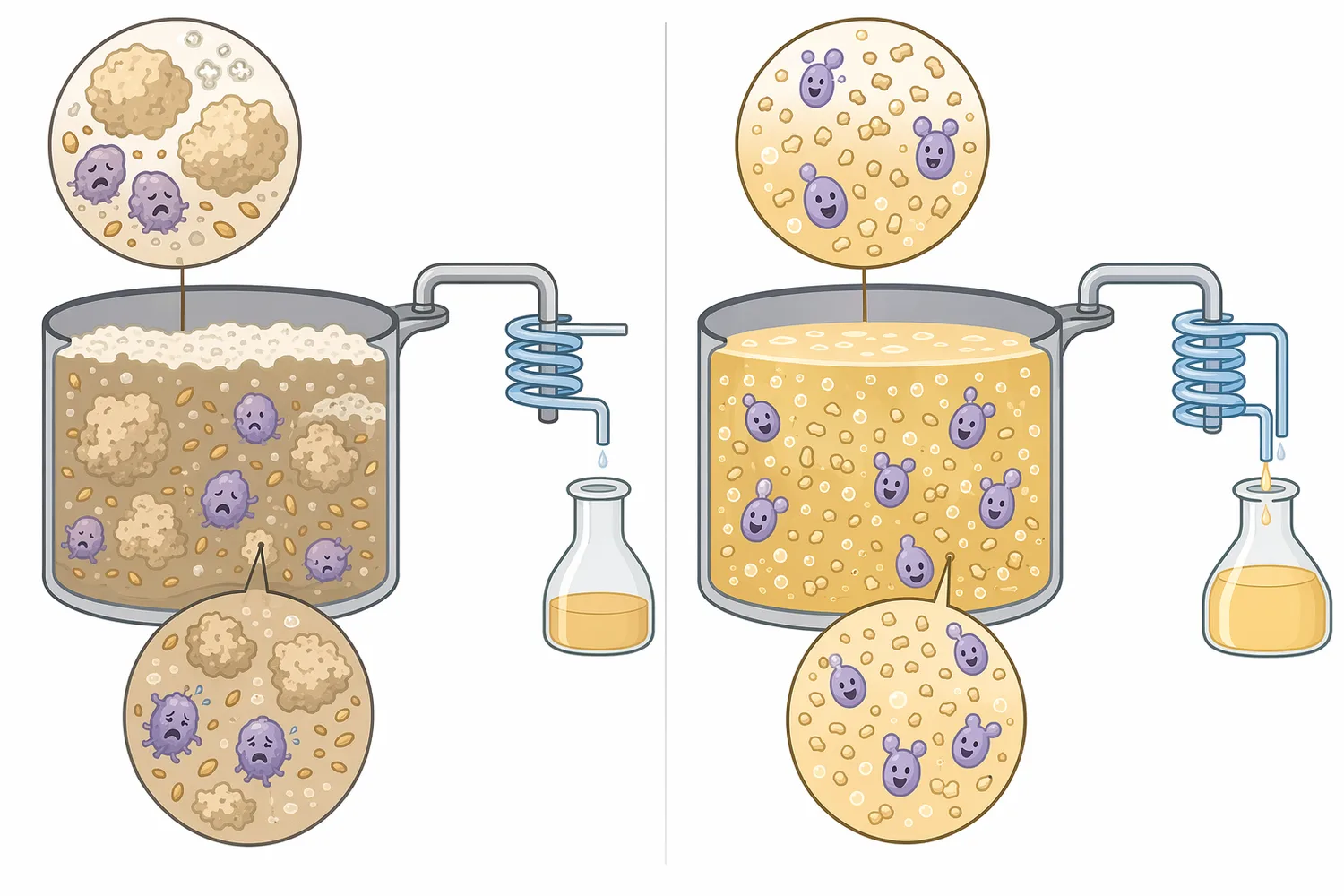
In fermentation, one of the key potential benefits is improved access to nitrogen-containing compounds. Yeast and other fermentation organisms use nitrogen for growth, enzyme production, stress response, and metabolic activity. Grain proteins can contain substantial nitrogen, but intact proteins are not automatically equivalent to readily assimilable nitrogen. Neutral protease can release peptides and amino-acid fragments from those proteins, increasing the pool of smaller nitrogenous compounds that may be more accessible in the fermentation environment. The broad industrial use of proteases for generating protein hydrolysates is one reason they are studied across food and biotechnology applications [1].
Mash handling may also improve when protein-related structure is reduced. While starch, beta-glucans, arabinoxylans, and insoluble fiber are often the dominant drivers of viscosity, proteins can contribute to particle-particle interactions, suspended solids behavior, and the formation of sticky or elastic material under heat. Hydrolysis disrupts the continuity of protein chains and reduces their ability to form networks. Enzymatic processing research on protein-containing biomass demonstrates that proteases can materially change separation and saccharification behavior by removing or reducing protein constraints in the substrate matrix [4].
Foam and deposits are another practical concern. Proteins can adsorb at air-liquid interfaces and help stabilize foam by forming elastic surface films. They can also participate in heat-induced deposits, especially when denatured proteins interact with minerals, carbohydrates, or suspended solids. Neutral protease reduces the size and structural integrity of these proteins, which can make them less effective as persistent foam stabilizers or deposit precursors. The same peptide-bond-cleaving function that makes proteases useful in detergents, leather, and food systems underlies their ability to alter protein behavior in process streams [1].
Downstream, protein hydrolysis can influence stillage, thin stillage, wet cake, syrup, and dried co-products. More protein may appear as soluble peptides rather than larger insoluble particles, depending on where the enzyme is used and how the process is operated. That can change separation behavior and co-product composition in ways that are helpful in some systems and neutral or process-specific in others. Because protease effects depend on substrate and conditions, industrial studies typically characterize proteases in relation to process environment rather than assuming one universal outcome [8].
Proteases are often grouped by the pH environment in which they are most useful. This does not mean every product in a category behaves identically; it means the enzyme class is broadly associated with a certain type of process chemistry. Reviews of alkaline proteases, for example, emphasize their importance in industries where alkaline conditions are expected, while food and fermentation processes often use enzymes compatible with less extreme conditions [9].
| Protease type | Conceptual process fit | Main protein effect | Distillation relevance |
|---|---|---|---|
| Acid protease | Processes run under acidic conditions, such as some food and fermentation applications | Hydrolyzes proteins where low-pH stability is important | May be relevant in acidified streams, but not always aligned with mash or preparation stages |
| Neutral protease | Mildly acidic to near-neutral process environments | Hydrolyzes grain, microbial, or soluble proteins into smaller peptides | Often a practical fit where protein modification is desired without strongly alkaline conditions |
| Alkaline protease | Alkaline cleaning, detergent, hide, and certain industrial treatments | Protein breakdown under high-pH process chemistry | Useful in alkaline industries, but conceptually different from neutral mash processing |
Neutral protease therefore occupies the middle ground: it is used where the process is not strongly acidic or strongly alkaline and where protein breakdown is desired without shifting the chemistry to extremes. Literature on neutral protease production from organisms such as Aeromonas hydrophila and soil fungi reflects continued interest in enzymes that operate in this middle process space [8].
Commercial proteases are commonly associated with microbial production because bacteria and fungi can generate extracellular enzymes that break down proteins in their environment. Food-grade protease literature discusses microbial proteases from bacteria and fungi as important tools for industrial biotechnology, including food processing and protein modification applications [2]. For distillation products, this matters because microbial proteases can be selected and formulated for process use rather than extracted from animal or plant tissues.
Bacillus species are especially important in industrial enzyme history. A classic study on a cloned neutral protease gene in Bacillus subtilis examined industrial applications of a neutral protease gene, supporting the relevance of this enzyme class in large-scale processing contexts [3]. Bacillus enzymes are often valued because many species secrete robust extracellular enzymes, including proteases and amylases, which is useful when working with complex agricultural materials.
Fungal neutral proteases are also widely studied. Work on a Cladosporium strain isolated from soil focused on neutral protease production and optimization, showing that non-Bacillus microorganisms can also be sources of neutral protease activity [10]. Fungal proteases can be relevant to food and biomass processing because fungal enzyme systems often include multiple extracellular activities that act on complex biological substrates.
Recent research continues to treat metallo-neutral protease as relevant for food-industry applications, including studies that model production and evaluate activity kinetics in process-oriented terms [11]. Although a distillation mash is not the same as a dairy, meat, or biomass hydrolysis system, the shared technical theme is controlled protein conversion under industrially realistic conditions.
Neutral protease performance depends on whether the enzyme can reach the protein substrate under compatible process conditions. The key practical variables are pH, temperature, hydration, mixing, contact time, mineral content, and the physical state of the grain proteins. Industrial protease reviews consistently emphasize that pH and temperature strongly influence enzyme behavior because they affect both enzyme structure and substrate conformation [1].
Hydration is essential because hydrolysis requires water and because dry or poorly wetted proteins are less accessible. In a mash, water penetrates milled grain particles, heat unfolds proteins, and mixing distributes enzyme through the slurry. When proteins unfold, previously buried peptide bonds may become available to the enzyme. This is why protease action can be different in a cold, poorly hydrated slurry than in a cooked or conditioned mash where proteins have been physically opened.
Temperature has two opposing effects. Higher temperature can increase reaction rate up to the point where enzyme structure begins to destabilize; excessive heat can reduce activity by denaturing the enzyme. Neutral protease studies commonly evaluate temperature behavior because industrial usefulness depends on retaining enough structure and activity during processing [8]. In distillation, this is why neutral protease is generally used where it has time to act before severe heat exposure in later stages.
Minerals and other process chemicals can also matter. Many neutral proteases, especially metalloproteases, are influenced by metal ions because the catalytic mechanism may involve a bound metal or because ions affect enzyme stability. Research on neutral metallo-protease systems highlights the connection between catalytic behavior and the enzyme’s metal-dependent structural environment [11]. In a real mash, mineral content comes from grain, process water, backset, added nutrients, and other inputs.
Contact time determines how far hydrolysis proceeds. A short exposure may clip accessible proteins and modestly shift the peptide profile; longer exposure can generate a broader range of smaller fragments if conditions remain favorable. This is not simply a matter of adding more enzyme: the reaction slows as accessible substrate is depleted, as conditions change, or as the enzyme becomes less stable. Industrial studies on protease production and characterization typically treat time, pH, temperature, and substrate availability as interacting factors rather than independent switches [10].
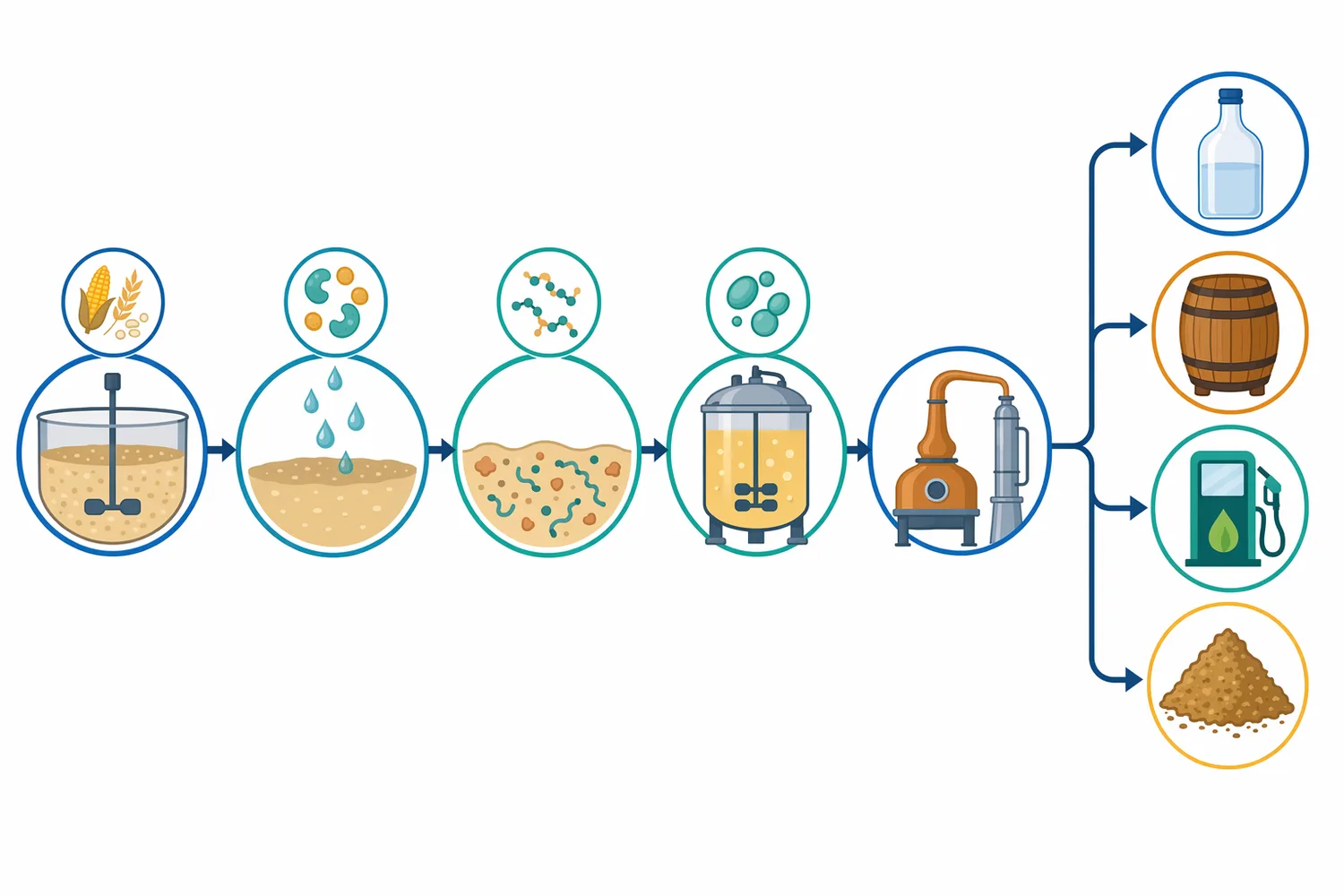
A distillation enzyme program usually includes enzymes with different substrate targets. Alpha-amylase reduces the viscosity of gelatinized starch and produces shorter dextrins. Glucoamylase converts dextrins into glucose for fermentation. Cellulases, xylanases, beta-glucanases, or related enzymes may be used where fiber and non-starch polysaccharides contribute to viscosity or yield limitations. Neutral protease adds another function: it modifies the protein fraction. Reviews of proteases position them as one member of a broad industrial enzyme toolkit rather than as a universal replacement for other enzyme classes [1].

This division of labor is important because protein hydrolysis cannot substitute for starch saccharification. If a process is limited by incomplete starch conversion, a protease will not solve that carbohydrate problem directly. Conversely, if the mash contains protein-related foam, nutrient limitation, solids behavior, or deposit tendency, additional amylase will not directly cut peptide bonds. Neutral protease is most relevant where the protein fraction is contributing to the process behavior being addressed.
In grain-based beverage alcohol, neutral protease may be used to support mash consistency and fermentation nutrition in whiskey, vodka, grain-neutral spirit, and other cereal fermentations. In fuel ethanol and industrial alcohol, it may help convert part of the feedstock protein into smaller soluble nitrogenous compounds while influencing stillage and co-product behavior. These applications are consistent with the broader recognition of microbial proteases as multi-industry biocatalysts for protein modification [1].
Neutral protease can also be relevant when feedstock protein varies by crop, season, variety, or grain blend. Wheat- or barley-containing mashes, for example, may present a different protein and fiber matrix from corn-based systems, and mixed grains can behave differently from single-grain inputs. The enzyme does not make all feedstocks behave identically, but it can reduce the size and structural impact of protein components that contribute to variation. Research on microbial protease optimization underscores that substrate and growth/process environment strongly affect protease outcomes [8].
The strongest evidence is the biochemical function: proteases hydrolyze peptide bonds in proteins and peptides. This is a foundational enzyme reaction and the reason proteases are used across food, detergent, leather, biotechnology, waste treatment, and related sectors [1]. For distillation, this directly supports the claim that neutral protease can break down proteins present in grain and fermentation streams.
There is also strong evidence that neutral proteases are industrially relevant. Work on cloned neutral protease genes in Bacillus subtilis and studies on neutral protease production from microbial isolates show that neutral protease has been investigated with industrial application in mind [3]. These studies support the legitimacy of neutral protease as a process enzyme category.
Additional support comes from enzymatic deproteinization research. In industrial fungal biomass processing, enzymatic treatment was studied as an environmentally friendlier route for deproteinization and saccharification, showing that protease-based processing can alter protein-rich biomass and improve subsequent handling or conversion steps [4]. The substrate is different from grain mash, but the underlying principle—protein reduction to improve processing—is directly relevant.
The literature also supports the idea that enzyme performance is condition-dependent. Studies on neutral protease production and optimization from organisms such as Aeromonas hydrophila and Cladosporium strains focus on how production and performance vary with process variables [8]. This aligns with practical distillation experience: raw material, water chemistry, temperature history, mash solids, residence time, and downstream operations all shape the result.
A responsible product description should distinguish between biochemical certainty and process-specific outcomes. It is well supported that neutral protease hydrolyzes proteins. It is also reasonable that protein hydrolysis may improve nitrogen availability, reduce protein-related foam stability, influence viscosity or solids behavior, and alter co-product peptide distribution. However, the size of those effects is not universal across every distillation system.
The available evidence does not justify a fixed claim that neutral protease will always increase alcohol yield, always shorten fermentation, or always eliminate fouling. Yield and fermentation time are influenced by starch conversion, sugar profile, yeast strain, oxygen exposure, nutrients, inhibitors, temperature control, contamination, solids level, and process design. Protease addresses the protein fraction, so its contribution depends on whether protein is a meaningful limiting factor in the specific process.
It is also important not to confuse neutral protease with alkaline protease. Alkaline protease literature highlights applications in alkaline environments and industries where high-pH protein degradation is desirable [9]. Neutral protease is chosen for a different process logic: protein hydrolysis under milder, near-neutral conditions that better match many mash and fermentation-related stages.
Finally, neutral protease should not be treated as a flavor additive. In beverage alcohol processes, protein hydrolysis can indirectly influence fermentation health and precursor availability, but the enzyme’s direct function is catalytic protein breakdown. Food-processing studies show that protease systems can contribute to flavor development in products such as cheese through peptide and amino-acid generation, but that is a different matrix and application from distillation [12].
For a buyer viewing Neutral Protease Enzyme for Distillation Products on Enzymes.bio, the simplest accurate description is: a process enzyme used to break down proteins in grain- and fermentation-based distillation streams, producing smaller peptides and amino-acid fragments that can support fermentation nutrition and improve protein-related handling characteristics. This description follows directly from the established role of proteases as peptide-bond-hydrolyzing enzymes [1].
The product fits into enzyme-assisted distillation where proteins are part of the feedstock and where protein behavior affects mash consistency, foam, deposits, fermentation support, or downstream solids. It is complementary to starch- and fiber-targeting enzymes, not a replacement for them. The most defensible expectation is protein modification; any broader process benefit depends on how important protein is in the operating system and how much opportunity the enzyme has to act.
Enzymes.bio supplies the product directly online by the 1 kg unit. The buying process is straightforward: place the order online, complete payment online, and the order is processed and shipped. A Certificate of Analysis and Safety Data Sheet accompany the order, giving the buyer the standard documentation associated with the supplied product.
Neutral Protease Enzyme for Distillation Products targets the protein fraction of grain and fermentation streams. It works by hydrolyzing peptide bonds, turning large proteins into smaller peptides and amino-acid fragments. In distillation-related processing, that can support yeast nutrition, reduce protein-related foam or deposits, improve mash consistency, and influence downstream stillage or co-product handling where proteins are part of the processing challenge.
The scientific foundation is strong for the core mechanism: proteases are industrial biocatalysts that hydrolyze proteins and peptides [1]. Neutral proteases have been studied in microbial systems such as Bacillus, Aeromonas, and fungal isolates, supporting their industrial relevance as a practical enzyme class [3]. The most reliable claim is protein hydrolysis; the scale of operational benefits in any distillation process depends on feedstock composition, process conditions, contact time, and how the enzyme is integrated with the rest of the enzyme program.
Sold by the 1 kg unit, in stock and ready to ship. Order directly on our store — pay online and we process your order. A Certificate of Analysis and Safety Data Sheet are included with every order.
Buy Neutral Protease Enzyme For Distillation Products →Numbered in order of first citation. Open-access sources, each verified reachable at publication; citation numbers in the text link here.