Neutral Protease Enzyme for Distillation Products è una proteasi neutra destinata all’impiego a monte della distillazione, nella preparazione di mash, mosti e substrati fermentabili contenenti proteine. La sua funzione è idrolizzare legami peptidici, trasformando proteine complesse in peptidi e amminoacidi che possono rendere più gestibile la matrice e, in alcune condizioni, supportare la nutrizione del lievito prima della separazione del distillato [1].
Una proteasi neutra è un enzima proteolitico che catalizza l’idrolisi dei legami peptidici nelle proteine in condizioni prossime alla neutralità. Nella pratica industriale, il termine “proteasi” comprende enzimi capaci di degradare catene proteiche in frammenti più corti; studi recenti sulle serina-proteasi, ad esempio, descrivono in modo generale la capacità di queste famiglie enzimatiche di riconoscere e scindere substrati proteici, con applicazioni molto diverse a seconda del sistema biologico e del contesto di processo [1].
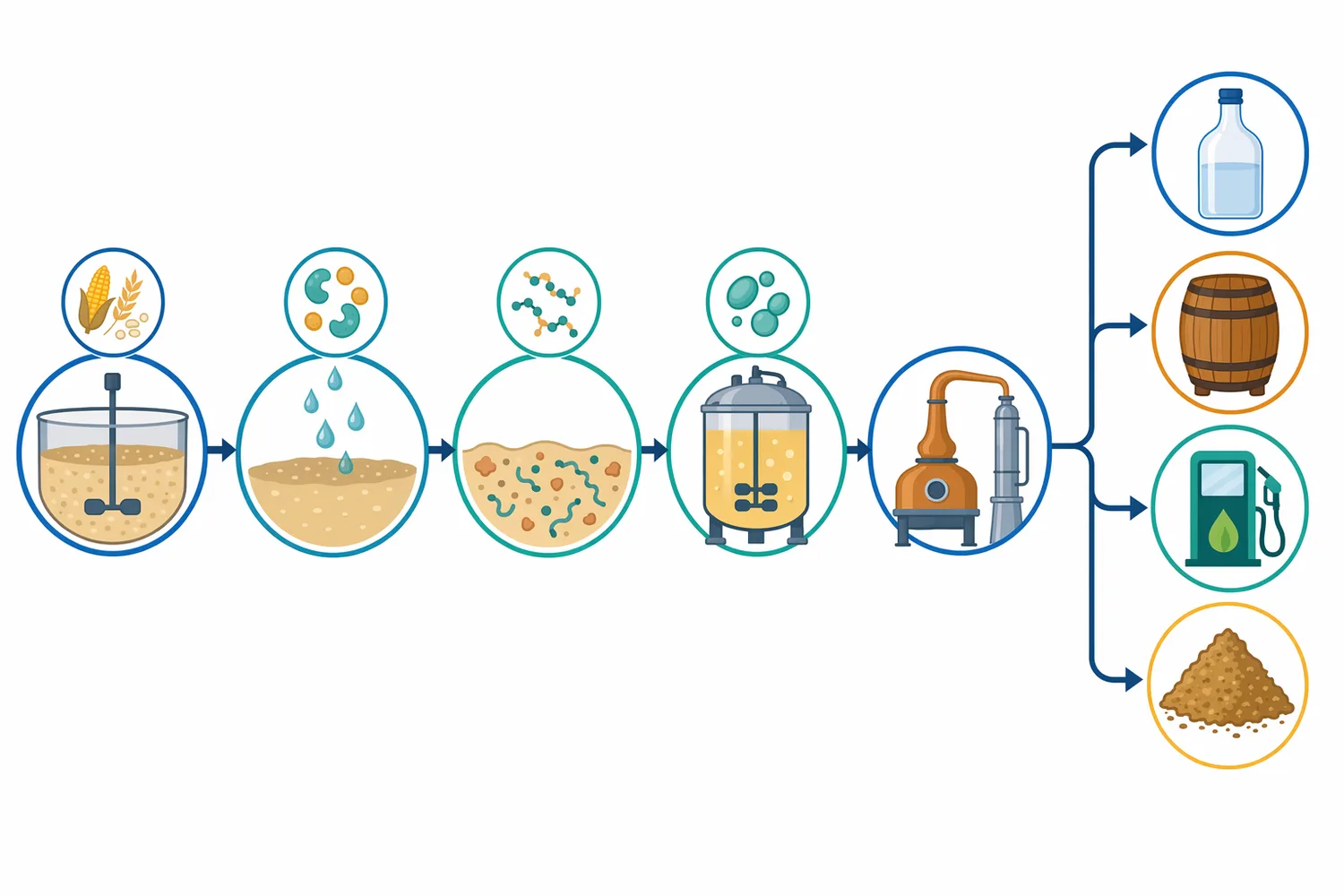
Nel caso dei prodotti da distillazione, l’enzima non va interpretato come un agente che opera nella colonna di distillazione o nel distillato finale. La fase più coerente con il suo meccanismo è prima della distillazione, quando cereali, farine, residui amidacei, sottoprodotti vegetali o matrici ad alto contenuto di solidi sono idratati e sottoposti a conversione enzimatica e fermentazione. La distillazione resta una tecnologia di separazione termica; anche in ambiti non alimentari, la letteratura la descrive come un passaggio di purificazione e separazione, non come il luogo naturale di azione di un enzima proteolitico [2].
La parola “neutra” distingue questa categoria da proteasi progettate per lavorare meglio in ambienti fortemente acidi o alcalini. In un mash o in un mosto fermentabile, questo è rilevante perché molte materie prime destinate a fermentazione alcolica si trovano in una zona di pH compatibile con l’attività di enzimi usati per l’idrolisi controllata, anche se il risultato concreto dipende dalla composizione del substrato, dalla temperatura, dal tempo di contatto, dalla disponibilità d’acqua e dalla co-presenza di altri enzimi.
Enzymes.bio opera come fornitore online, non come produttore né come laboratorio. Il prodotto è acquistabile direttamente online in unità da 1 kg; il certificato di analisi e la scheda di dati di sicurezza sono forniti insieme all’ordine. Le informazioni qui riportate sono tecniche ed educative: servono a spiegare razionale, applicazioni e limiti della proteasi neutra nei processi collegati a fermentazione e distillazione.
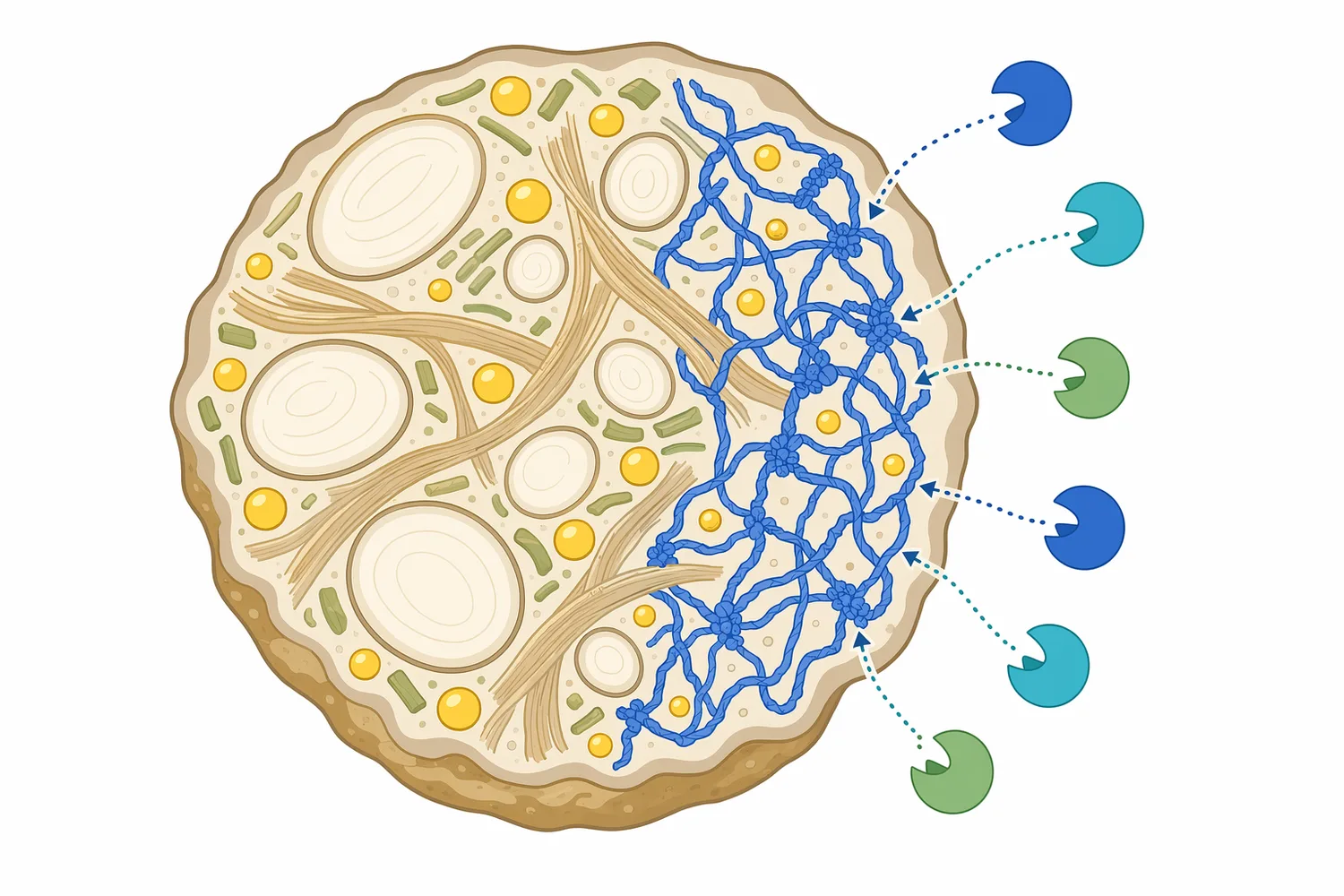
Le materie prime usate per ottenere prodotti da distillazione non contengono solo amido o zuccheri. Cereali come mais, frumento, orzo, riso e sorgo apportano anche proteine; lo stesso vale per alcune matrici vegetali miste o per sottoprodotti agricoli utilizzati in processi fermentativi. Durante la preparazione del mash, queste proteine possono rimanere parzialmente insolubili, aggregarsi, interagire con amidi e fibre o contribuire a viscosità, torbidità e gestione irregolare dei solidi.
Dal punto di vista fermentativo, il lievito non utilizza le proteine intere con la stessa immediatezza con cui assimila piccole molecole azotate. Amminoacidi e piccoli peptidi sono più accessibili come forme di azoto organico, mentre proteine globulari o frazioni aggregate richiedono una degradazione preliminare. Per questo, nei processi in cui la nutrizione azotata è limitante, la proteolisi può avere un significato tecnologico: non crea zuccheri fermentescibili, ma modifica una frazione diversa del substrato.
La letteratura sulle fermentazioni per bioetanolo mostra che la resa e la stabilità del processo dipendono dalla combinazione di pretrattamento, carico enzimatico, accessibilità del substrato e fermentazione. Studi su riso cotto residuo e biomasse lignocellulosiche, pur focalizzati soprattutto su enzimi amilolitici o carboidrasici, confermano un punto generale: l’effetto degli enzimi non è isolato, ma dipende dal materiale di partenza e dall’integrazione con le condizioni operative [3][4].
In questa cornice, la proteasi neutra va considerata come un enzima complementare. Le amilasi e glucoamilasi agiscono sull’amido liberando destrine e glucosio; cellulasi ed emicellulasi agiscono su polisaccaridi strutturali; la proteasi agisce sulla parte proteica. Confondere questi ruoli porta ad aspettative scorrette: una proteasi non sostituisce gli enzimi necessari alla saccarificazione dell’amido, ma può rendere più trattabile la matrice proteica che accompagna l’amido.
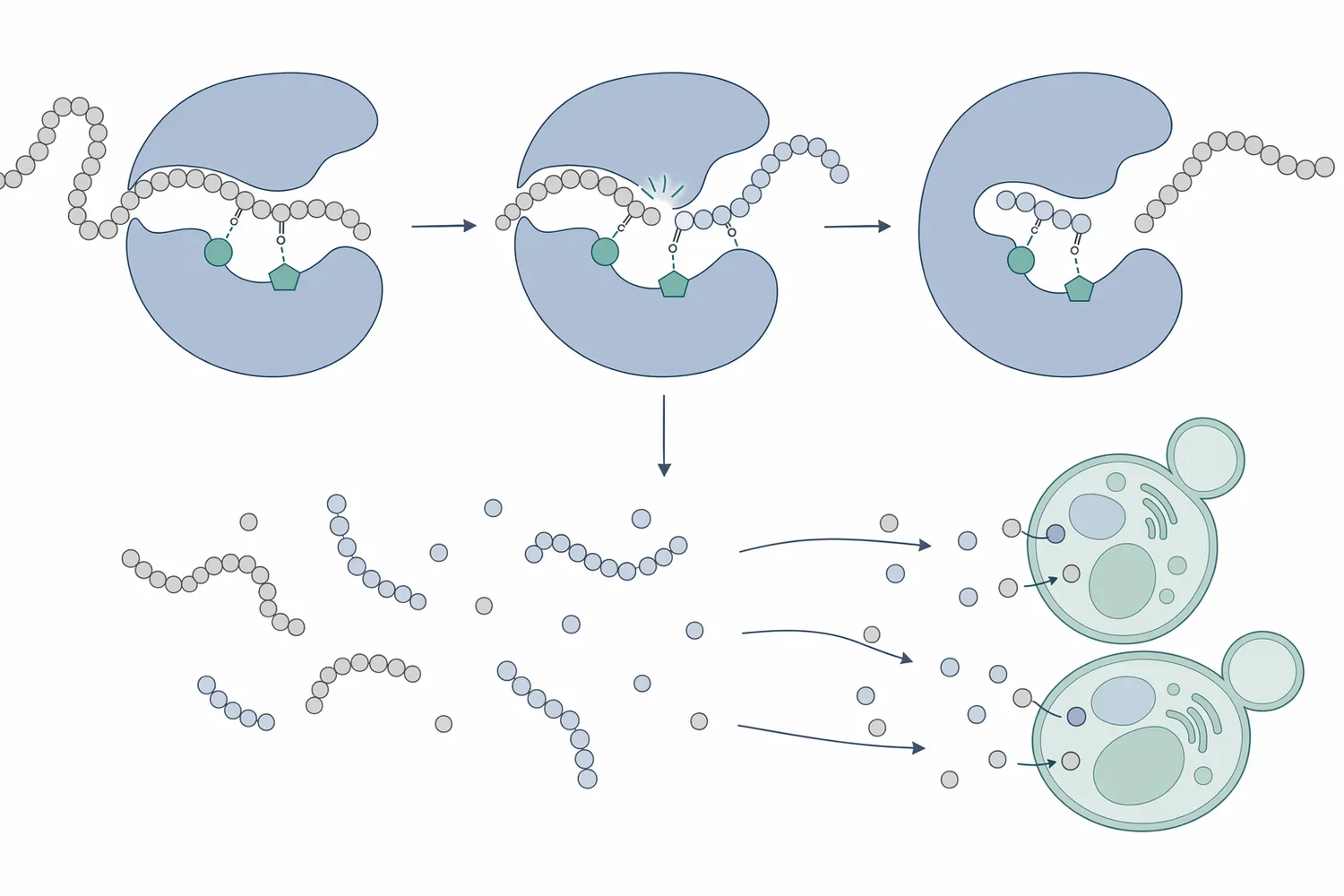
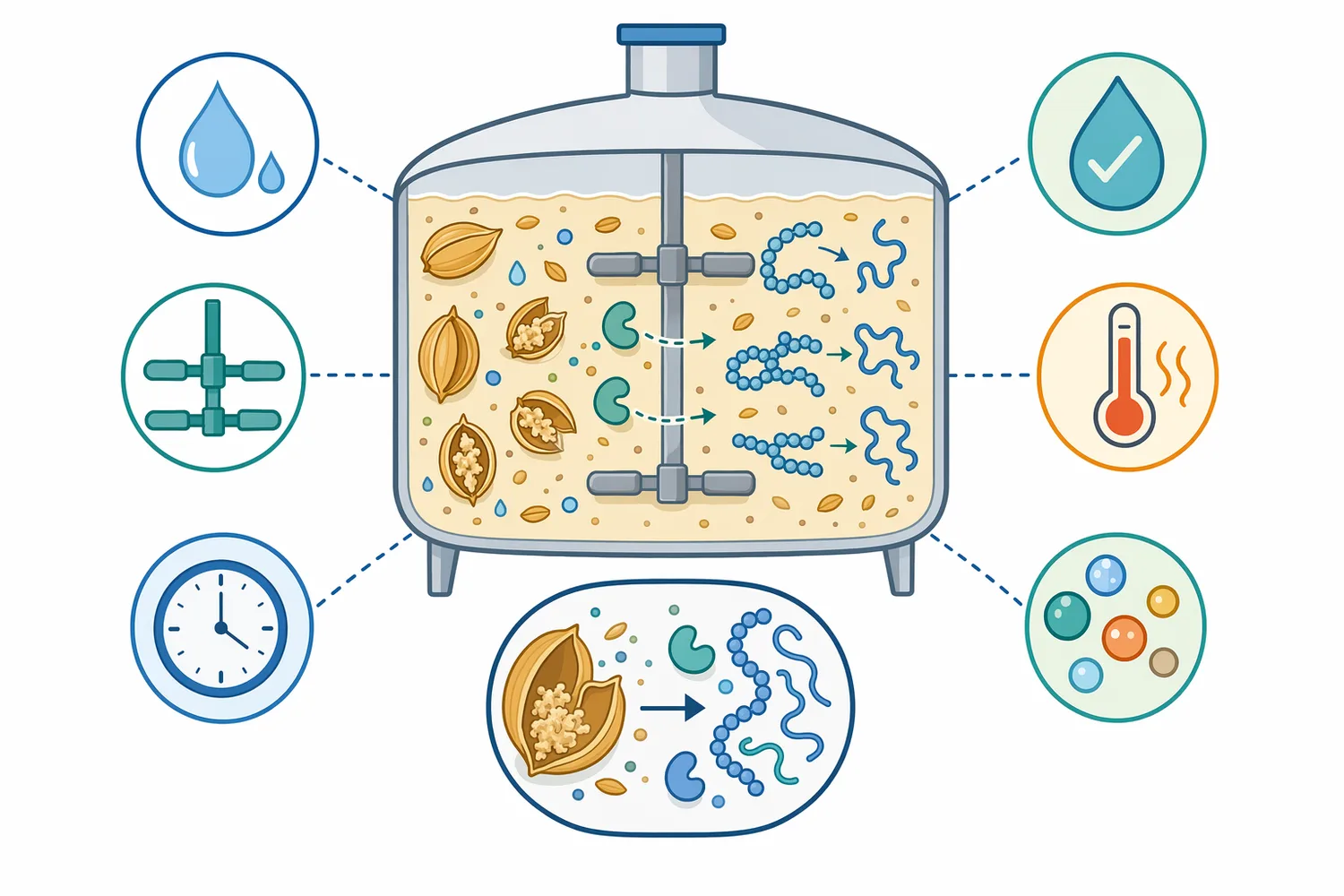
Il meccanismo fondamentale è l’idrolisi. La proteasi neutra riconosce regioni accessibili della proteina e catalizza la rottura di specifici legami peptidici, introducendo acqua nel legame e generando catene più corte. Il risultato non è una singola molecola uniforme, ma una distribuzione di peptidi di diversa lunghezza e, in misura variabile, amminoacidi liberi.
Questo cambiamento molecolare può modificare proprietà macroscopiche del mash. Proteine grandi, parzialmente denaturate o associate a granuli amidacei e particelle vegetali possono contribuire a sospensioni più difficili da pompare o chiarificare. La loro frammentazione può alterare solubilità, carica superficiale, capacità di aggregazione e interazione con altri componenti. Studi su idrolizzati proteici vegetali, come quelli da proteine di fagiolo mungo, mostrano che l’idrolisi enzimatica cambia il profilo fisico-chimico degli idrolizzati e le loro proprietà funzionali, anche se tali risultati non vanno trasferiti automaticamente a ogni mash da distillazione [5].
La specificità dell’enzima è importante. Le proteasi non tagliano tutte le proteine allo stesso modo: il sito di attacco dipende dalla conformazione del substrato, dalla sequenza aminoacidica, dall’accessibilità della catena e dalle condizioni di processo. Per questo due materie prime con uguale contenuto proteico possono rispondere in modo diverso: una proteina già denaturata e idratata può essere più accessibile di una proteina compatta o inglobata in una matrice ricca di fibre.
Il processo è anche tempo-dipendente. L’idrolisi iniziale può produrre peptidi relativamente lunghi; un trattamento più esteso può aumentare la quota di frammenti piccoli. Tuttavia, un’idrolisi “più spinta” non è automaticamente migliore: nei processi fermentativi e alimentari, la dimensione dei peptidi influenza solubilità, sapore, reattività e comportamento colloidale. La scelta dell’impiego deve quindi essere collegata allo scopo tecnologico: nutrizione del lievito, riduzione di proteine problematiche, miglioramento della lavorabilità o integrazione con altri passaggi enzimatici.
La proteasi neutra trova la sua collocazione più logica in una fase acquosa e pre-distillativa: preparazione del mash, trattamento di cereali idratati, condizionamento del mosto o gestione di una matrice proteica prima della fermentazione. In questi momenti, le proteine sono ancora presenti nella fase liquida o sospesa, e l’enzima può entrare in contatto con il substrato.
Durante la distillazione, invece, lo scenario cambia. La distillazione separa componenti volatili in base al comportamento termodinamico; proteine, enzimi e peptidi non sono i composti volatili principali che definiscono il distillato. Inoltre, le temperature associate alla separazione tendono a inattivare la maggior parte degli enzimi proteici. Per questo, descrivere la proteasi neutra come enzima “per prodotti da distillazione” significa riferirsi al processo che genera il fermentato da distillare, non a un’azione nel distillato finito.
Questa distinzione è utile anche per evitare confronti impropri con la distillazione reattiva enzimatica. Esistono review sulla biocatalisi nei biocarburanti e sull’immobilizzazione enzimatica, inclusa la strategia CLEAs, che discutono modi per rendere gli enzimi più stabili o riutilizzabili in specifici processi industriali [6]. Tuttavia, tali lavori non costituiscono prova diretta dell’uso di una proteasi neutra nella colonna di distillazione di bevande o alcoli: mostrano piuttosto che gli enzimi possono essere integrati in processi complessi quando il sistema è progettato per farlo.
Nei distillati da cereali, come whisky, vodka da cereali o alcoli neutri ottenuti da materie prime amidacee, la conversione dell’amido è il passaggio centrale per produrre zuccheri fermentescibili. In parallelo, però, la frazione proteica può influenzare viscosità, sedimentazione, schiuma e nutrizione. Una proteasi neutra può intervenire su questa quota senza sostituire amilasi o glucoamilasi.
Nei mash ricchi di cereali non maltati, il contributo degli enzimi endogeni della materia prima può essere limitato. Questo riguarda soprattutto l’attività proteolitica naturale che, nel malto, contribuisce alla degradazione delle proteine durante l’ammostamento. In formulazioni con alta quota di adjunct o materie prime trattate termicamente, la proteasi neutra può essere considerata uno strumento per rendere più prevedibile la degradazione proteica.
La stessa logica vale per substrati di riso, cereali misti o residui amidacei cotti. Uno studio sulla produzione di etanolo da riso cotto residuo ha mostrato che il volume di enzimi impiegato può influenzare idrolisi e fermentazione, evidenziando come l’ottimizzazione enzimatica dipenda dal substrato e dal disegno di processo [3]. Anche se lo studio non riguarda specificamente la proteasi neutra, è coerente con il principio secondo cui gli enzimi vanno considerati in relazione alla matrice reale, non come additivi universali.
Per biomasse e sottoprodotti più complessi, la proteasi può avere un ruolo secondario ma non trascurabile. Studi su olive stones, bagassa e altri residui mostrano che pretrattamento, accessibilità e dosaggio enzimatico influenzano l’efficienza della produzione di etanolo da matrici complesse [4][7]. In questi casi, le carboidrolasi restano dominanti per liberare zuccheri, ma la presenza di proteine può comunque incidere sulla gestione fisica del mezzo e sul profilo nutrizionale della fermentazione.
Il lievito necessita di fonti di carbonio, minerali, vitamine e azoto assimilabile. In un mosto da distillazione, la disponibilità di azoto dipende dalla materia prima e dal trattamento subito. La proteolisi può liberare amminoacidi e piccoli peptidi, che sono più facilmente coinvolti nel metabolismo microbico rispetto a proteine integre.
Questo non significa che l’aggiunta di proteasi garantisca sempre una fermentazione più rapida o una resa alcolica più alta. Se l’azoto non è il fattore limitante, l’effetto può essere modesto. Se invece la matrice contiene proteine poco accessibili e una carenza di azoto disponibile, la proteasi può contribuire a riequilibrare il mezzo. Il risultato dipende anche dal ceppo di lievito, dalla concentrazione zuccherina, dalla temperatura di fermentazione, dalla presenza di inibitori e dalla sanità microbiologica.
La ricerca su enzimi per bioetanolo di seconda generazione conferma che i sistemi enzimatici sono spesso combinati per affrontare più barriere del substrato: cellulosa, emicellulosa, lignina, amido residuo e altri componenti. Le review sugli enzimi di Aspergillus per etanolo di seconda generazione descrivono un quadro in cui la conversione efficiente richiede consorzi enzimatici e non un singolo meccanismo isolato [8]. In modo analogo, la proteasi neutra è più realistica come parte di una strategia di processo che come soluzione autonoma.
| Enzima | Substrato principale | Effetto diretto nel processo | Ruolo rispetto ai prodotti da distillazione | Cosa non bisogna aspettarsi |
|---|---|---|---|---|
| Proteasi neutra | Proteine | Peptidi e amminoacidi; modifica della frazione proteica | Supporto alla gestione del mash e potenziale contributo all’azoto assimilabile | Non produce zuccheri fermentescibili dall’amido |
| Alfa-amilasi | Amido gelatinizzato | Destrinizzazione; riduzione della viscosità dell’amido | Preparazione alla saccarificazione e fermentazione | Non degrada proteine o fibre strutturali |
| Glucoamilasi | Destrine e oligosaccaridi | Liberazione di glucosio fermentescibile | Aumento della disponibilità di zuccheri per il lievito | Non migliora direttamente la quota proteica |
| Xilanasi / β-glucanasi | Emicellulose e β-glucani | Riduzione di polisaccaridi viscosizzanti | Utile in cereali e biomasse con pareti cellulari complesse | Non sostituisce amilasi o proteasi |
| Cellulasi | Cellulosa | Liberazione di zuccheri da biomassa cellulosica | Rilevante per bioetanolo e substrati lignocellulosici | Poco utile se il processo è basato solo su amido facilmente accessibile |
| Fitasi | Fitato | Rilascio di fosfato e riduzione di effetti antinutrizionali | Possibile supporto nutrizionale in alcune fermentazioni | Non idrolizza proteine o amido |
La tabella evidenzia perché la proteasi neutra debba essere descritta con precisione. Nella produzione di etanolo e biocarburanti, molti studi si concentrano su enzimi che liberano zuccheri fermentescibili da carboidrati, come xilanasi, β-glucosidasi o sistemi immobilizzati su supporti; tali approcci possono migliorare la conversione della biomassa, ma agiscono su substrati diversi dalle proteine [9][10]. La proteasi neutra è complementare, non intercambiabile.
La fitasi offre un ulteriore esempio di specificità enzimatica. Uno studio su Williopsis saturnus ha considerato la produzione di fitasi per applicazioni in alimentazione animale ed etanolo, mostrando come un enzima possa essere rilevante per un processo fermentativo senza avere lo stesso bersaglio biochimico di amilasi o proteasi [11]. Nei mash da distillazione, la scelta dell’enzima deve quindi seguire il problema da risolvere: amido, proteine, fitati, fibre o combinazioni di questi.
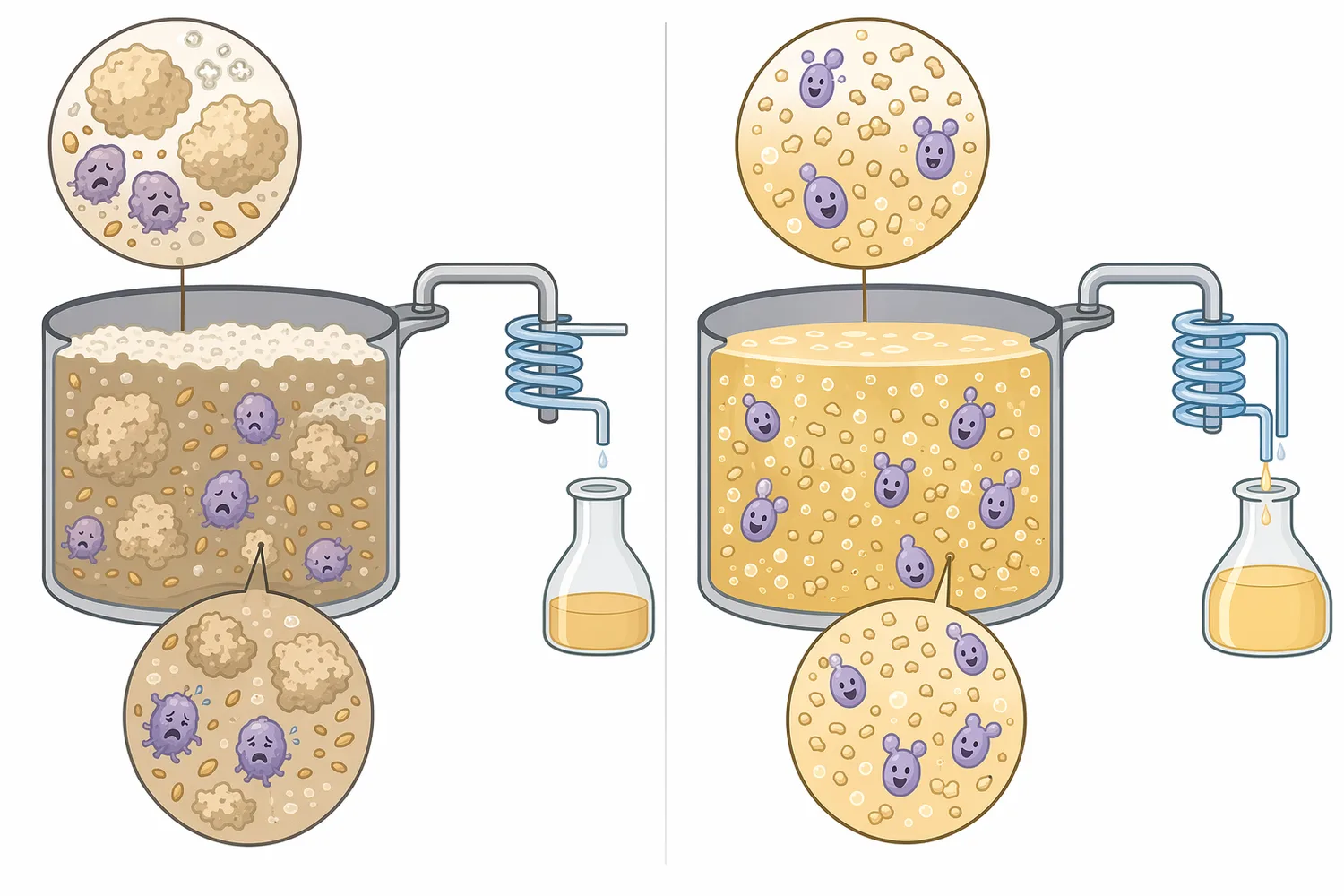
Il primo beneficio potenziale è la migliore gestione della matrice proteica. Nei mash ad alto contenuto di solidi, le proteine possono contribuire a particelle sospese, sedimenti compatti o interazioni con amido e pareti cellulari. L’idrolisi controllata può ridurre la dimensione media delle catene proteiche e modificare la loro tendenza ad aggregare. Studi su idrolizzati proteici vegetali mostrano che l’enzimolisi può cambiare stabilità e proprietà fisico-chimiche dei prodotti proteici, confermando la capacità delle proteasi di trasformare la funzionalità delle proteine [5].
Il secondo beneficio è il supporto alla nutrizione del lievito quando la disponibilità di azoto è insufficiente. La proteasi può generare peptidi e amminoacidi a partire da proteine presenti nella materia prima. Questo aspetto è più rilevante in substrati poveri di azoto assimilabile o in ricette ad alta variabilità, dove la composizione del cereale o del sottoprodotto cambia tra lotti.
Il terzo beneficio è la coerenza di processo. Le distillerie e gli impianti fermentativi lavorano spesso materie prime con umidità, contenuto proteico, grado di trattamento termico e granulometria variabili. Un enzima mirato sulla frazione proteica può aiutare a ridurre una parte di questa variabilità, soprattutto quando viene inserito in un protocollo stabile di mash e fermentazione.
Il quarto beneficio è la compatibilità concettuale con approcci enzimatici multi-fase. La letteratura sul bioetanolo mostra un interesse crescente per l’uso di enzimi più efficienti, immobilizzati o combinati, con l’obiettivo di migliorare idrolisi e fermentazione di matrici difficili [6][12]. La proteasi neutra si colloca nello stesso paradigma generale: usare biocatalizzatori selettivi per intervenire su componenti specifici della materia prima.
Una proteasi neutra non converte l’amido in zuccheri. Nei processi da cereali, se il problema principale è la saccarificazione incompleta, la soluzione tecnologica riguarda amilasi, glucoamilasi, gelatinizzazione, granulometria, tempo di conversione o accessibilità dell’amido. La proteasi può migliorare altri aspetti del mash, ma non sostituisce gli enzimi carboidrasici.
Non elimina da sola inibitori, contaminazioni o errori di fermentazione. Un mosto contaminato, un lievito stressato, una temperatura non controllata o un accumulo di composti inibenti possono compromettere la fermentazione anche se la proteolisi è adeguata. La letteratura sui processi di etanolo da biomassa sottolinea spesso l’interdipendenza tra pretrattamento, idrolisi e fermentazione; nessun singolo enzima compensa un’intera catena di processo non ottimizzata [4][7].
Non garantisce automaticamente un aumento di resa alcolica. La resa dipende soprattutto dalla quantità di zuccheri fermentescibili e dalla loro conversione in etanolo. La proteasi può influenzare indirettamente la fermentazione tramite azoto e lavorabilità, ma l’entità dell’effetto dipende dal caso specifico. Parlare di “supporto di processo” è tecnicamente più corretto che promettere un miglioramento quantitativo universale.
Non deve essere considerata un ingrediente funzionale del distillato finale. L’enzima opera prima della separazione; la distillazione e il calore separano la frazione volatile dal residuo non volatile. La proteasi e i peptidi prodotti restano legati alla fase di processo e alla matrice residua, non alla funzione organolettica diretta del distillato come molecole volatili principali.

L’evidenza più solida riguarda il meccanismo generale delle proteasi: idrolisi di proteine in peptidi e amminoacidi. Questo è un principio biochimico consolidato, comune a molte applicazioni, dalla trasformazione alimentare alla ricerca biomedica. Studi recenti su proteasi naturali e sistemi proteolitici confermano la specificità catalitica verso substrati proteici e la rilevanza applicativa delle proteasi in diversi contesti [1].
Vi sono inoltre evidenze applicative sull’uso di proteasi neutre in matrici alimentari e fermentative. Uno studio su Bacillus amyloliquefaciens LX-6 ha affrontato il miglioramento dell’attività di una proteasi neutra e la sua applicazione nella fermentazione della farina di soia, un esempio pertinente perché coinvolge una matrice vegetale proteica trasformata tramite fermentazione [13]. Anche se la soia non è un tipico mash da distillazione, il lavoro supporta il ruolo delle proteasi neutre nella modifica di substrati proteici vegetali.
La stabilità dell’enzima in condizioni di processo è un altro tema documentato. Uno studio su una proteasi neutra commerciale da Bacillus subtilis ha esaminato gli effetti dell’omogeneizzazione ad alta pressione su attività e stabilità, mostrando che le condizioni fisiche applicate al processo possono influenzare il comportamento dell’enzima [14]. Per un impianto fermentativo, questo rafforza un principio pratico: miscelazione, trattamento meccanico, temperatura e matrice non sono dettagli secondari.
L’evidenza direttamente specifica su “proteasi neutra per prodotti da distillazione” è invece più limitata rispetto a quella disponibile per amilasi, glucoamilasi, cellulasi o xilanasi nella produzione di etanolo. Gli studi su enzimi per bioetanolo riguardano spesso conversione di carboidrati e biomasse lignocellulosiche, non proteolisi del mash da distillazione come variabile isolata [9][8]. Per questo è corretto presentare la proteasi neutra come uno strumento con razionale biochimico forte e applicazione plausibile, ma con risultati dipendenti dal processo.
L’impiego è più pertinente quando la materia prima contiene una frazione proteica significativa e quando tale frazione influenza fermentazione o lavorabilità. I cereali ad alto contenuto proteico, i mash con frumento o sorgo, le miscele con residui vegetali, i substrati cotti e le matrici ricche di solidi sospesi sono esempi in cui la proteolisi può avere un ruolo tecnico.
Nei cereali trattati termicamente, la denaturazione delle proteine può aumentare o ridurre l’accessibilità enzimatica a seconda della matrice. Una proteina denaturata può esporre siti di taglio prima nascosti, ma può anche aggregarsi e diventare meno accessibile se inglobata in strutture insolubili. Studi su trattamenti termici e idrotermici di proteine vegetali mostrano che denaturazione, unfolding e idrolisi sono fenomeni collegati e possono modificare l’impatto di fattori antinutrizionali e proteasi-inibitori [15].
Nelle matrici già sottoposte a fermentazione o maturazione, la proteolisi può influenzare anche profili peptidici e composti correlati al sapore. Nel settore lattiero-caseario, ad esempio, studi su sistemi enzimatici per formaggi hanno indagato la compensazione del flavour tramite azione sinergica di estratti cellulari ed enzimi [16]. Questo non implica lo stesso effetto nei distillati, ma conferma che la degradazione proteica può avere conseguenze tecnologiche e sensoriali nelle matrici alimentari complesse.
Per i prodotti da distillazione, tuttavia, l’impatto sensoriale va considerato con cautela. Molti composti aromatici del distillato derivano da fermentazione, reazioni termiche, materia prima, distillazione e maturazione. La proteasi può influenzare precursori azotati e nutrizione del lievito, ma non è corretto attribuirle da sola un profilo aromatico finale.
La proteolisi dipende dall’accessibilità del substrato. Macinazione, idratazione, trattamento termico e miscelazione possono cambiare la superficie disponibile e l’esposizione delle proteine. In alcune matrici alimentari, tecniche fisiche come ultrasuoni o omogeneizzazione sono state studiate per assistere l’enzimolisi o modificare stabilità enzimatica, confermando l’importanza del contesto fisico oltre alla sola presenza dell’enzima [17][14].
Per i processi da distillazione, questo significa che la proteasi neutra deve essere pensata all’interno del flusso reale di lavorazione. Se le proteine sono intrappolate in particelle troppo grandi, se l’acqua disponibile è insufficiente o se le condizioni inattivano l’enzima troppo presto, il risultato sarà limitato. Se invece la matrice è ben idratata e la proteina accessibile, l’idrolisi ha maggiori probabilità di produrre un effetto misurabile sul mash.
È importante non trasformare questo principio in una procedura analitica o in una prescrizione universale. Ogni impianto ha una sequenza diversa di macinazione, cottura, liquefazione, saccarificazione e fermentazione. Il punto tecnico è che la proteasi neutra non lavora nel vuoto: richiede contatto reale con la proteina e condizioni compatibili con il mantenimento della sua conformazione catalitica.
Un uso responsabile parte da una domanda semplice: quale problema della frazione proteica si vuole affrontare? Se l’obiettivo è sostenere il lievito, l’attenzione va alla disponibilità di azoto assimilabile. Se l’obiettivo è la lavorabilità, l’attenzione va a viscosità, torbidità, sedimentazione e comportamento dei solidi. Se l’obiettivo è integrare un processo multi-enzimatico, la proteasi va coordinata con enzimi che agiscono su amido, fibre o altri componenti.
La proteasi neutra è particolarmente coerente con processi in cui si voglia intervenire in modo mirato sulle proteine senza ricorrere a trattamenti chimici aggressivi. Gli enzimi sono biocatalizzatori selettivi: agiscono su legami specifici e, in condizioni appropriate, possono modificare una classe di molecole preservando in larga misura il resto della matrice. Questa selettività è uno dei motivi per cui l’industria continua a sviluppare enzimi e sistemi biocatalitici per fermentazioni, biomasse e applicazioni alimentari [6][8].
Le aspettative, però, devono restare realistiche. Una proteasi neutra può aiutare a rendere una matrice più adatta alla fermentazione, ma non corregge una formulazione inadatta, un substrato povero di zuccheri fermentescibili, un lievito non performante o un processo termico mal controllato. Il suo valore è massimo quando il problema è effettivamente collegato alle proteine.
Neutral Protease Enzyme for Distillation Products fornito da Enzymes.bio è un enzima di processo destinato a contesti in cui la degradazione controllata delle proteine può supportare mash, mosti e substrati fermentabili prima della distillazione. Enzymes.bio è un fornitore online: non è un produttore e non opera come laboratorio di analisi o sviluppo.
Il prodotto è venduto direttamente online in unità da 1 kg. La documentazione di accompagnamento, inclusi certificato di analisi e scheda di dati di sicurezza, viene fornita insieme all’ordine. Questo modello è pensato per un acquisto diretto e documentato, senza presentare l’enzima come una soluzione universale o come un additivo da impiegare nel distillato finale.
Dal punto di vista tecnico, il valore del prodotto sta nella funzione proteolitica: idrolizzare proteine in una fase di processo in cui il substrato è idratato e accessibile. Nei prodotti da distillazione, ciò può tradursi in migliore gestione della matrice proteica, potenziale supporto alla nutrizione del lievito e integrazione con altri enzimi usati per la conversione dell’amido o di biomasse più complesse.
La proteasi neutra per prodotti da distillazione è più correttamente descritta come un coadiuvante enzimatico pre-distillativo. Agisce sulla frazione proteica di mash e mosti, non sulla frazione volatile del distillato. Il suo meccanismo consiste nella scissione dei legami peptidici, con formazione di peptidi e amminoacidi; questo può influenzare disponibilità di azoto, solubilità proteica e comportamento fisico della matrice.
Le evidenze scientifiche sono forti per il meccanismo generale della proteolisi e per l’uso di proteasi in matrici alimentari e fermentative. Sono invece più caute quando si parla di risultati quantitativi specifici in distilleria, perché l’effetto dipende da materia prima, trattamento termico, altri enzimi, lievito e condizioni operative. In un processo ben progettato, la proteasi neutra può essere uno strumento mirato per gestire le proteine; non è un sostituto di amilasi, glucoamilasi o di un controllo corretto della fermentazione.
Venduto in unità da 1 kg, disponibile a magazzino e pronto per la spedizione. Ordina direttamente dal nostro store: paga online e noi elaboriamo il tuo ordine. Un Certificato di Analisi e una Scheda Dati di Sicurezza sono inclusi in ogni ordine.
Acquista Neutral Protease Enzyme For Distillation Products →Numerati in ordine di prima citazione. Fonti open access, ciascuna verificata come raggiungibile al momento della pubblicazione; i numeri di citazione nel testo rimandano qui.