Pectinase Enzyme for Distilling - Enzyme for Distilleries è un enzima pectolitico usato per trattare polpe, mosti, vinacce e mash di frutta ricchi di pectina prima o durante le fasi iniziali di lavorazione. In distilleria serve soprattutto a ridurre la viscosità della matrice vegetale, favorire il rilascio del succo e rendere più gestibile la fermentazione, con particolare attenzione alla formazione di metanolo nei distillati di frutta.
Enzymes.bio fornisce online questo prodotto in confezione da 1 kg; non è un produttore né un laboratorio. Il certificato di analisi e la scheda di dati di sicurezza sono forniti insieme all’ordine, mentre le prestazioni effettive in processo dipendono da materia prima, pH, temperatura, tempo di contatto, macinazione, lievito e impostazione della distilleria .
La pectinasi non è un singolo effetto tecnologico, ma una famiglia di enzimi che agiscono sulla pectina, un polisaccaride strutturale abbondante nelle pareti cellulari di frutta e tessuti vegetali. La pectina contribuisce alla consistenza gelatinosa di molte polpe, trattiene acqua e soluti, aumenta la viscosità e può rallentare pressatura, separazione liquido-solido, chiarifica e filtrazione; per questo le pectinasi sono descritte come strumenti importanti nell’industria alimentare e delle bevande, insieme ad altri enzimi che degradano componenti della parete cellulare vegetale [1].
In distilleria l’enzima non sostituisce il lievito e non partecipa alla distillazione in senso fisico. Il suo ruolo è a monte: modifica la struttura della matrice frutticola affinché il succo, gli zuccheri, i precursori aromatici e gli altri componenti solubili siano più accessibili. Questo è particolarmente rilevante per fermentati destinati a distillazione da mele, pere, prugne, albicocche, ciliegie, uva, vinacce, agrumi, frutti tropicali e sottoprodotti ricchi di pectina [2].
Il nome commerciale “Pectinase Enzyme for Distilling” va quindi interpretato in modo tecnico: si tratta di un supporto enzimatico per la preparazione e la gestione del mash, non di un additivo che “crea” alcool o che garantisce automaticamente maggiore resa alcolica. La resa finale dipende dal contenuto zuccherino della materia prima, dalla fermentescibilità, dalla conduzione microbiologica, dal taglio di distillazione e dai controlli di qualità applicati dall’operatore .
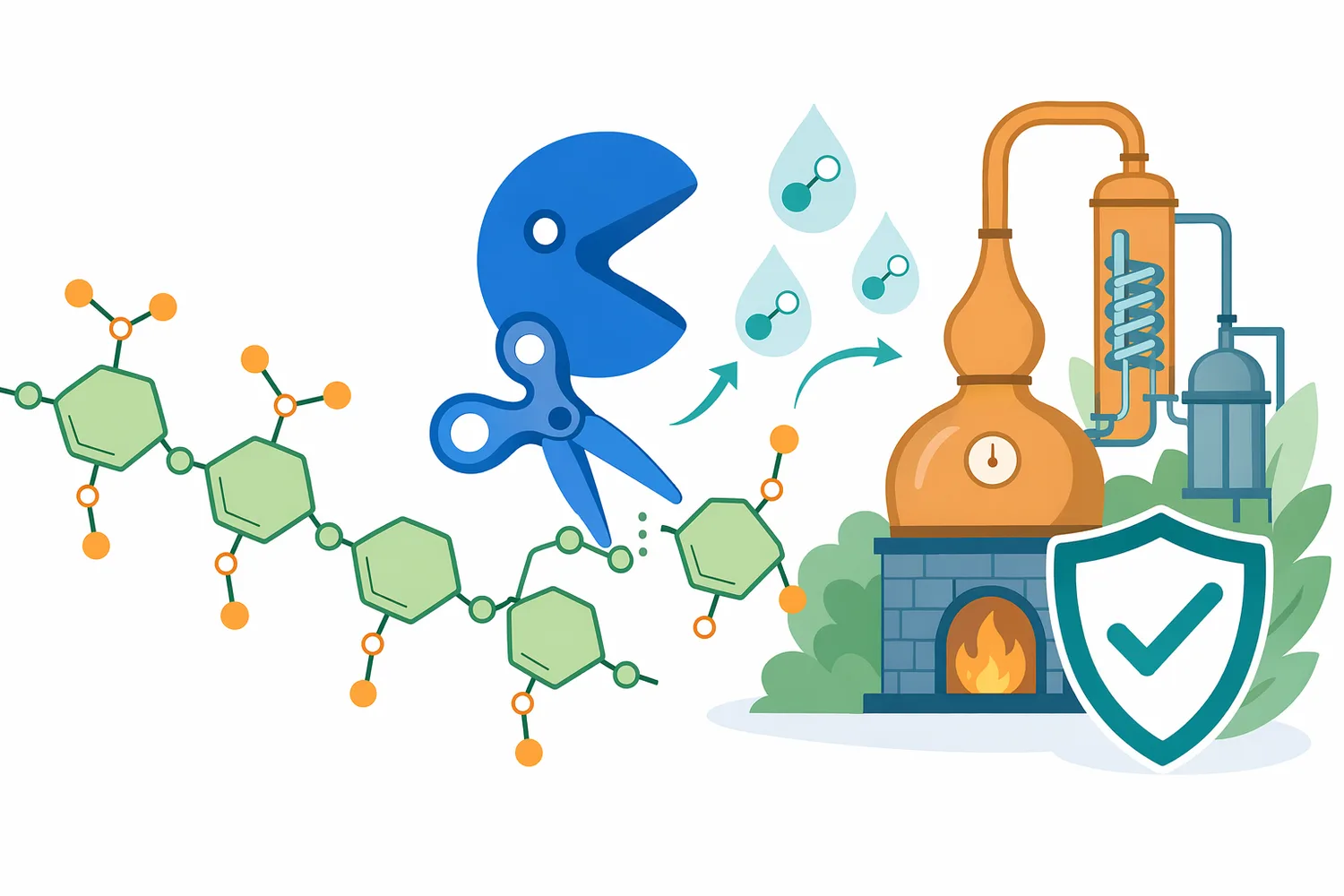
La pectina è formata in larga parte da regioni ricche di acido galatturonico, con diversi livelli di metilazione e ramificazioni laterali. Nei tessuti vegetali forma una rete idratata che contribuisce alla coesione della parete cellulare e alla capacità della polpa di trattenere liquido. Quando la frutta viene macinata o schiacciata, questa rete non scompare: può trasformare il mash in una massa densa, difficile da pompare e meno efficiente da pressare [1].
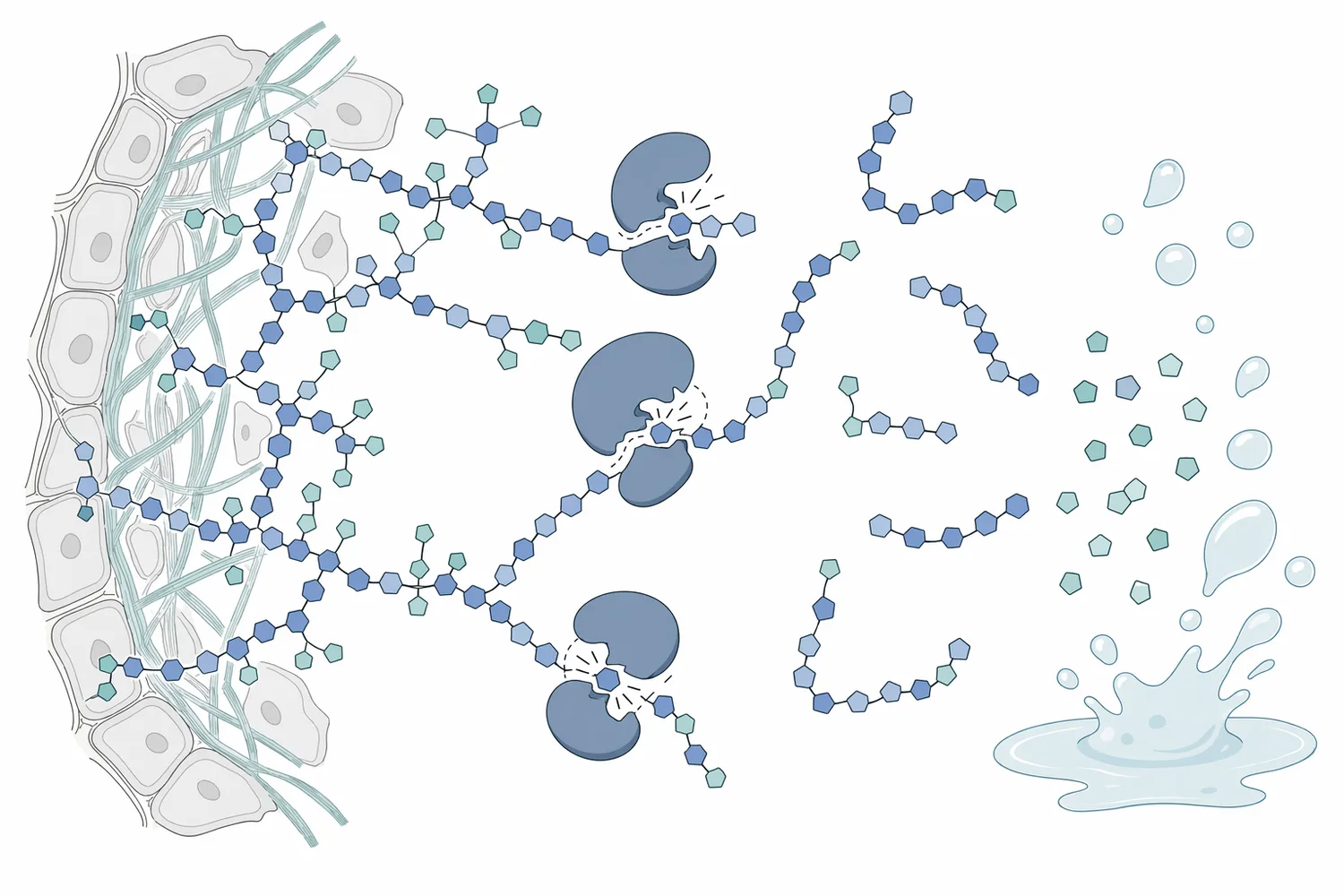
Le pectinasi degradano questa rete pectica attraverso attività complementari. Alcune tagliano la catena principale della pectina, altre agiscono sulle regioni esterificate, altre ancora contribuiscono alla depolimerizzazione di frammenti già parzialmente degradati. Il risultato pratico è una riduzione della struttura gelificante: la polpa perde compattezza, il liquido intrappolato viene rilasciato più facilmente e i solidi sospesi tendono a separarsi con minore resistenza [2].
Per una distilleria, il valore non è solo “più succo”, ma una massa più omogenea. Un mash meno viscoso trasferisce calore e nutrienti in modo più uniforme, riduce le zone stagnanti, facilita la miscelazione e può rendere più prevedibile il contatto tra lievito e substrato fermentabile. Nelle applicazioni beverage, la letteratura collega l’uso di pectinasi a miglioramenti di estrazione, chiarifica e lavorabilità in matrici vegetali, pur con risultati variabili secondo materia prima e condizioni di processo [1].
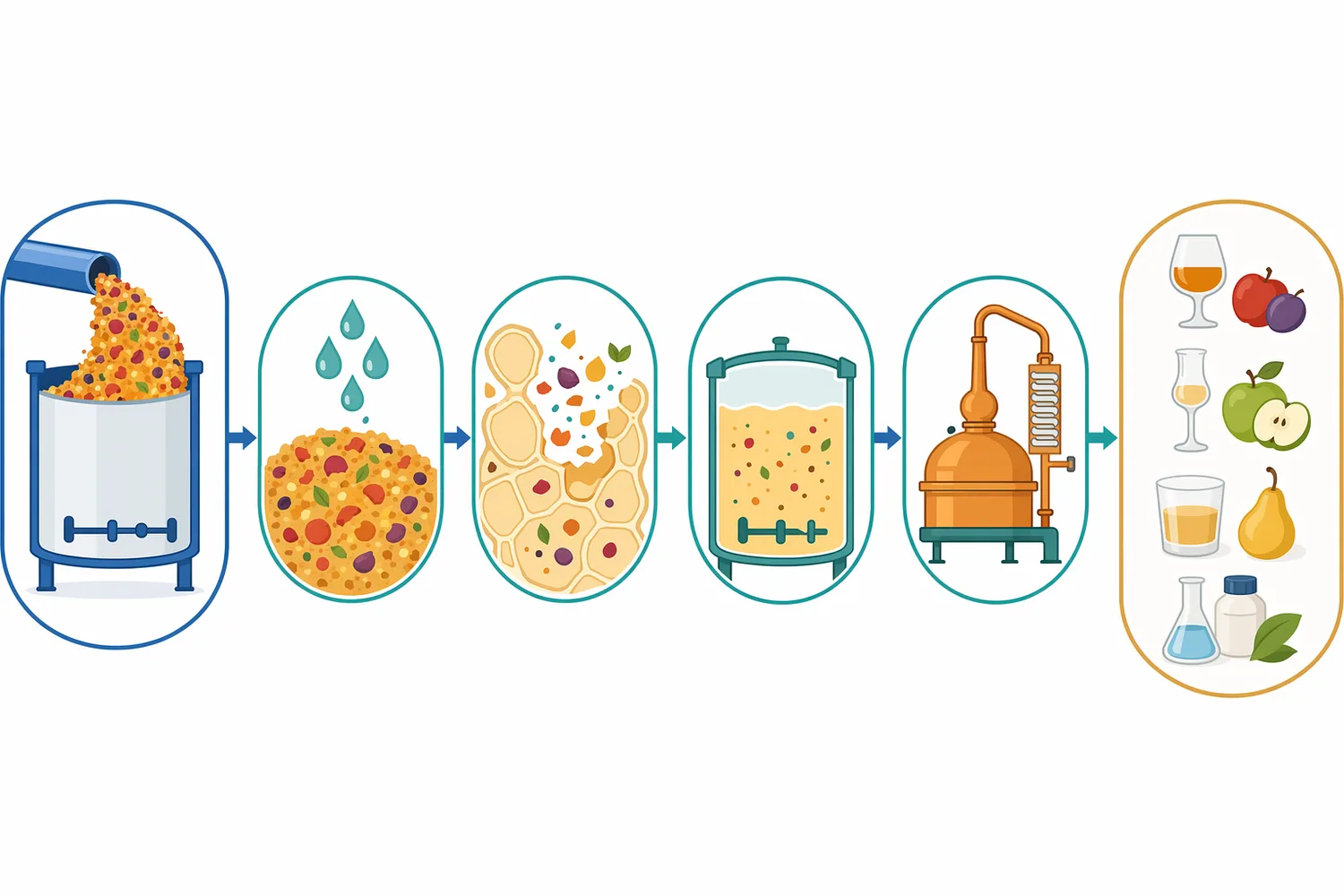
L’impiego più comune avviene prima della fermentazione o nelle sue prime fasi, quando la pectina è ancora presente in forma accessibile. La frutta viene normalmente lavata, selezionata, triturata o frantumata; l’enzima viene poi disperso nella massa umida o nel mosto, in modo da consentire il contatto con la rete pectica. L’obiettivo è intervenire prima che la viscosità ostacoli pressatura, pompaggio o fermentazione [2].
Nel caso di distillati da succo fermentato, la pectinasi può essere usata per migliorare il rilascio del succo e favorire la chiarifica prima della fermentazione. Nel caso di distillati da mash integrale, può aiutare a rendere la massa più fluida e più uniforme. Nel caso di vinacce, pomace e residui di pressatura, l’uso va valutato con ancora più attenzione perché questi materiali possono contenere frazioni pectiche concentrate e una quota significativa di liquido intrappolato nella struttura vegetale [1].
Non esiste una condizione universale valida per tutte le distillerie: varietà della frutta, maturazione, dimensione delle particelle, rapporto tra bucce, polpa e semi, temperatura di processo e tempo di contatto determinano l’effetto reale. La letteratura sulla pectinasi mostra chiaramente che le prestazioni enzimatiche sono influenzate dalla temperatura e dalle caratteristiche della preparazione, anche quando l’enzima appartiene a gruppi commercialmente applicabili e prodotti da microrganismi industriali come ceppi di Aspergillus niger [3].
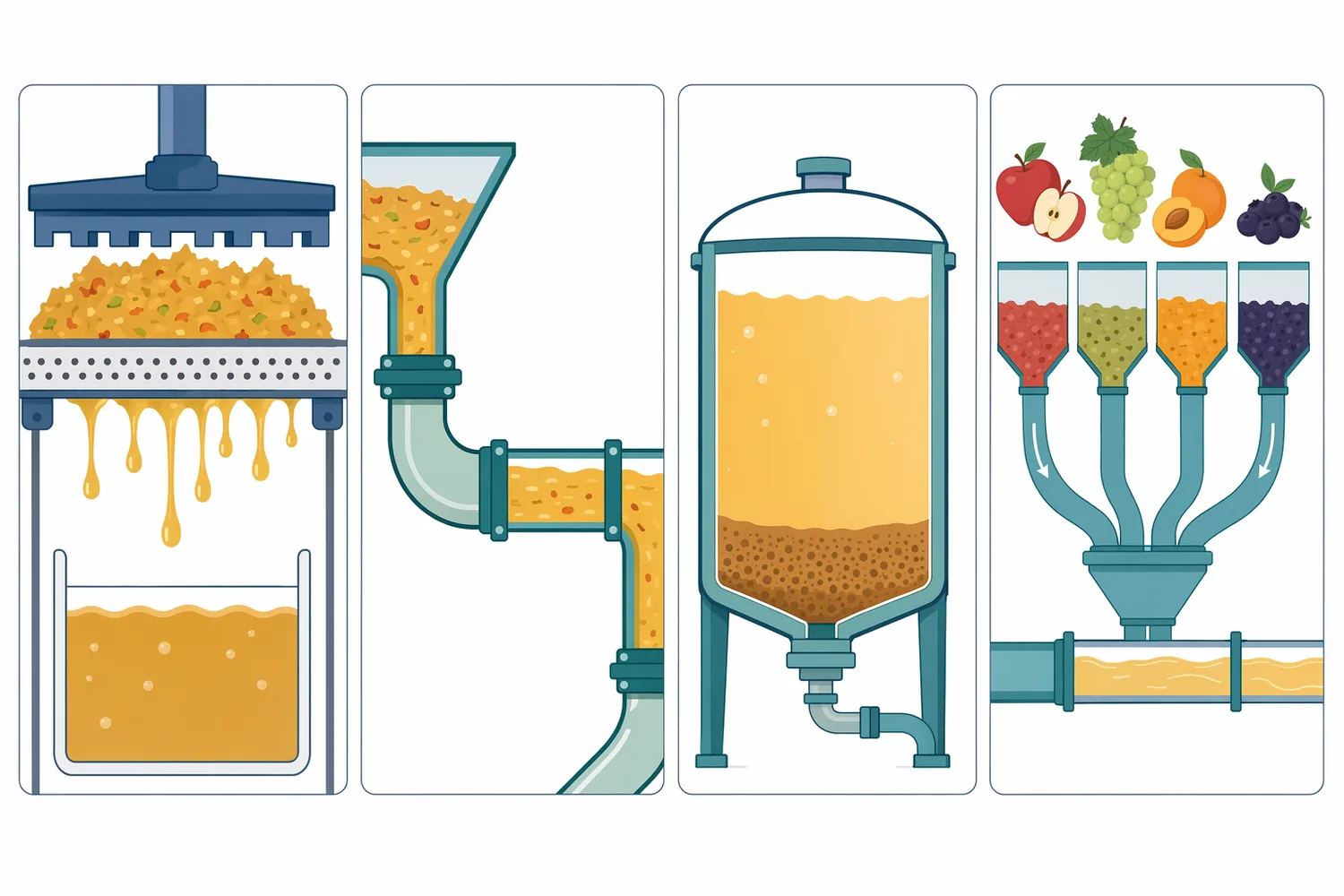
Il beneficio più immediato è la riduzione della viscosità. Una massa frutticola ricca di pectina può comportarsi come un gel: resiste al pompaggio, intrappola bolle di gas, rende difficili i trasferimenti e ostacola la distribuzione omogenea del lievito. Degradando la pectina, la pectinasi riduce la capacità della matrice di trattenere acqua in forma strutturata e può trasformare una polpa compatta in un materiale più fluido [1].
Questa riduzione della viscosità è particolarmente utile quando si lavora frutta ad alto contenuto di pectina o frutta molto matura, dove la disgregazione meccanica libera una frazione colloidale consistente. In pratica, la distilleria può ottenere un mash più facile da movimentare, con minore formazione di grumi e una miscelazione più uniforme. Il vantaggio è operativo prima ancora che qualitativo: meno resistenza fisica significa un processo più controllabile [2].
La pectina trattiene liquido all’interno della parete cellulare e nei frammenti di tessuto vegetale. Quando questa struttura viene degradata, il succo può separarsi più facilmente dalla polpa e portare con sé zuccheri, acidi organici, composti fenolici e precursori aromatici. È uno dei motivi per cui le pectinasi sono ampiamente discusse nelle applicazioni per succhi e bevande, dove la resa di estrazione è un parametro economico e tecnologico importante [1].
Uno studio su succo di papaya con pectinasi immobilizzata ha osservato effetti sulle proprietà fisico-chimiche e sull’attività antiossidante del succo, confermando che l’enzima può modificare non solo la separazione fisica ma anche alcune caratteristiche compositive della matrice liquida. Anche se una distilleria non produce necessariamente succo finito, il principio è trasferibile: l’enzima agisce sulla matrice vegetale prima della fermentazione o della separazione [4].
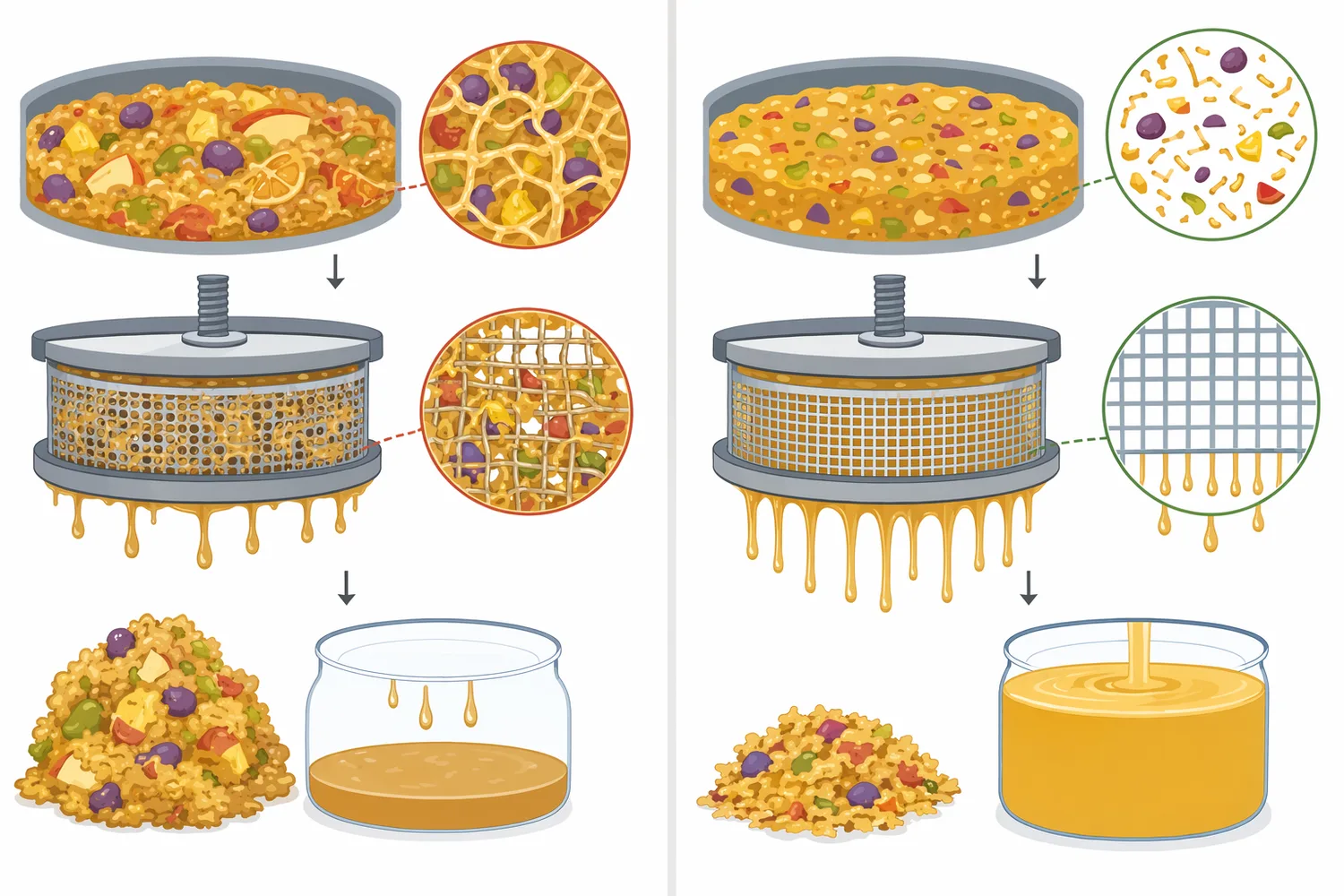
La pectina è una delle cause di torbidità persistente nei succhi e nei mosti frutticoli. Anche quando i solidi più grossolani vengono rimossi, colloidi pectici possono restare sospesi e rallentare sedimentazione, centrifugazione o filtrazione. Le pectinasi riducono la dimensione e l’effetto strutturante di questi colloidi, favorendo una separazione più netta tra fase liquida e solidi [2].
Per i distillatori, la chiarifica può essere rilevante in due situazioni: quando si fermenta un succo più limpido per ridurre solidi nel fermentatore, oppure quando si desidera separare una frazione liquida prima dell’alambicco. In altri casi, come alcuni distillati da mash integrale, l’obiettivo non è limpidezza ma fluidità. La pectinasi può essere utile in entrambe le logiche, ma il processo deve essere impostato in funzione del prodotto finale [1].
Un mash più fluido può migliorare l’omogeneità del sistema fermentativo. Il lievito lavora meglio quando nutrienti, zuccheri e temperatura sono distribuiti in modo uniforme; al contrario, una polpa troppo densa può generare microzone con diversa disponibilità di ossigeno iniziale, nutrienti o concentrazione zuccherina. La pectinasi non è un nutriente per lievito, ma può rendere il mezzo fisicamente più accessibile [2].
Questo non significa che l’enzima aumenti sempre la produzione di etanolo. Se lo zucchero fermentescibile è già completamente disponibile, il beneficio può manifestarsi soprattutto come maggiore regolarità del processo, migliore separazione o minori difficoltà meccaniche. L’effetto va interpretato come supporto alla gestione della matrice, non come sostituto di una corretta fermentazione [1].
| Matrice lavorata | Problema tipico legato alla pectina | Effetto tecnico atteso della pectinasi | Cautela principale in distilleria |
|---|---|---|---|
| Mele e pere | Mash viscoso, pressatura lenta, alta frazione pectica | Migliore rilascio del succo, riduzione della struttura gelificata, gestione più semplice del mosto | Attenzione alla possibile formazione di metanolo da pectina metilata |
| Prugne, albicocche, ciliegie | Polpa densa, presenza di bucce e tessuti ricchi di colloidi | Fluidificazione della massa e migliore accessibilità dei soluti | Controllo del profilo aromatico e della separazione dei solidi |
| Uva e vinacce | Solidi vegetali, bucce, residui di pressatura | Migliore estrazione di liquido residuo e componenti solubili | Bilanciare resa, tannini, torbidità e requisiti del distillato |
| Agrumi | Pectina in albedo e tessuti di supporto | Disgregazione pectica e migliore separazione liquido-solido | Valutare amaro, oli essenziali e composizione della frazione aromatica |
| Mango, papaya, frutti tropicali | Polpe molto viscose e difficili da chiarificare | Riduzione della viscosità, supporto a chiarifica ed estrazione | Possibili modifiche a colore, composti fenolici e aromi |
| Pomace e sottoprodotti | Liquido trattenuto nei residui fibrosi | Valorizzazione di frazioni ancora ricche di succo | Maggiore attenzione a pectina residua e metanolo nei distillati |
Questa tabella non sostituisce la validazione di processo: sintetizza il razionale tecnologico ricorrente nelle applicazioni delle pectinasi in alimenti e bevande. Le stesse funzioni — disgregazione della parete cellulare, riduzione della viscosità, rilascio di liquido e chiarifica — sono documentate come applicazioni industriali delle pectinasi, ma la risposta di ciascuna matrice resta specifica [1].
La degradazione della pectina è utile, ma nei distillati di frutta richiede attenzione perché alcune trasformazioni della pectina possono liberare metanolo. Il metanolo è associato in particolare alla demetilazione della pectina metilata: quando gruppi metilici vengono rimossi, può formarsi metanolo nel mezzo fermentativo. Questo tema è rilevante soprattutto per frutta e sottoprodotti con alto contenuto di pectina [5].
Il rischio non va semplificato in “pectinasi sì” o “pectinasi no”. Le preparazioni pectolitiche possono avere profili enzimatici diversi e la formazione di metanolo dipende da materia prima, grado di maturazione, presenza di bucce e vinacce, tempo di contatto, temperatura, pH, fermentazione e distillazione. In un contesto professionale, l’uso dell’enzima deve quindi essere integrato in un sistema di controllo del prodotto finito e nel rispetto dei limiti applicabili alla categoria di distillato [5].
Dal punto di vista pratico, la distilleria deve distinguere tra obiettivo di processo e rischio compositivo. Se la priorità è liberare più succo da mele o pere, la pectinasi può essere molto efficace; se però l’intera massa pectica resta a contatto per tempi lunghi, aumenta l’importanza del controllo del metanolo. L’enzima è quindi uno strumento tecnico potente, ma non va trattato come una semplice scorciatoia per aumentare la resa [2].
La pectinasi può influire sul profilo aromatico in modo indiretto. Rompendo la struttura cellulare, favorisce il rilascio di precursori aromatici, composti fenolici, acidi organici e altre molecole che erano trattenute nella polpa o nelle bucce. Questo può migliorare l’espressione della materia prima, ma può anche aumentare l’estrazione di componenti non desiderati, come note vegetali, amarezza o astringenza in alcune matrici [1].
Nel settore delle bevande, gli enzimi pectolitici sono spesso associati a miglioramenti di resa e chiarifica, ma non sempre l’effetto sensoriale è lineare. Un maggiore rilascio di materiale solubile può cambiare il colore di un fermentato frutticolo, modificare la stabilità colloidale e alterare la distribuzione di composti fenolici. Per un distillato, parte di questi effetti si trasferirà in modo selettivo in base alla volatilità dei composti e alla conduzione della distillazione [4].
Questo punto è importante per distillati premium o prodotti in cui l’identità varietale della frutta è centrale. La pectinasi può rendere più evidente il carattere aromatico del frutto, ma il risultato dipende anche da macerazione, fermentazione, tagli di testa-cuore-coda e maturazione. L’enzima deve essere considerato una leva di processo da armonizzare con lo stile del distillato, non un miglioratore sensoriale universale [2].
Nella produzione di succhi, la pectinasi viene spesso valutata per resa, limpidezza, torbidità residua, filtrabilità e stabilità della bevanda. In quel contesto il prodotto finale è la frazione liquida, quindi chiarifica e aspetto visivo sono parametri centrali. La letteratura sulle pectinasi in alimenti e bevande documenta questo impiego come uno dei campi applicativi più consolidati [1].
Nei vini di frutta e nei fermentati destinati al consumo diretto, oltre alla resa contano aroma, colore, struttura, fenoli e stabilità. Qui la pectinasi può favorire l’estrazione ma anche modificare l’equilibrio del prodotto. L’operatore deve quindi valutare se desidera un profilo più estratto, più limpido, più aromatico o più neutro, perché la degradazione della parete cellulare non seleziona solo i composti positivi [4].
Nella distillazione, una parte del profilo del fermentato viene concentrata o separata in base alla volatilità. La pectinasi può migliorare la fase preparatoria, ma il distillato finale dipende da cosa arriva all’alambicco e da come viene condotta la separazione. Per questo l’uso in distilleria richiede un approccio più prudente rispetto a un semplice trattamento di chiarifica per succo: oltre alla fluidità, bisogna considerare composizione volatile e metanolo [5].
Il primo parametro è la materia prima. Frutta acerba, matura o surmatura presenta strutture pectiche diverse; bucce, torsoli, albedo e vinacce hanno contenuti e forme di pectina differenti rispetto alla sola polpa. Una stessa dose operativa può quindi produrre effetti diversi su mele, pere, mango, agrumi o vinacce [2].
Il secondo parametro è la preparazione meccanica. Una macinazione più fine aumenta la superficie di contatto tra enzima e substrato, ma può anche liberare più colloidi e rendere la massa inizialmente più difficile da separare. Una frantumazione troppo grossolana può invece lasciare parte della pectina meno accessibile. La pectinasi agisce sulla chimica della parete cellulare, ma l’efficienza dipende anche dalla fisica del contatto [1].
Il terzo parametro è la temperatura. Gli enzimi hanno comportamenti temperatura-dipendenti: a temperature troppo basse la reazione rallenta, mentre condizioni eccessive possono ridurre la funzionalità proteica. Studi su pectinasi di interesse commerciale da Aspergillus niger hanno trattato proprio l’effetto della temperatura, confermando che questo parametro è rilevante per l’applicabilità industriale [3].
Il quarto parametro è il tempo di contatto. Un tempo troppo breve può non consentire una degradazione sufficiente della pectina; un tempo eccessivo, soprattutto in matrici ad alta pectina destinate a distillazione, può richiedere maggiore attenzione alla composizione del fermentato. La scelta deve essere coerente con il flusso di lavoro della distilleria e con il profilo del prodotto finale [5].
Un impiego ben integrato di Pectinase Enzyme for Distilling può portare a una massa più lavorabile, a un rilascio più efficiente del liquido e a una separazione più semplice dei solidi. Questi sono benefici tecnologici coerenti con l’uso delle pectinasi nei settori succhi, bevande e trasformazione di frutta [1].
Non è corretto, invece, presentare l’enzima come garanzia di aumento della gradazione alcolica o di resa distillata. L’etanolo deriva dalla fermentazione degli zuccheri da parte del lievito; la pectinasi può rendere più disponibili alcune frazioni liquide e solubili, ma non trasforma polisaccaridi pectici in etanolo in modo diretto. Il suo effetto è soprattutto sulla matrice, non sul metabolismo fermentativo in sé [2].
È altrettanto importante non promettere un miglioramento sensoriale automatico. Un maggiore rilascio di componenti dalla frutta può essere vantaggioso per distillati aromatici, ma può anche intensificare note amare, erbacee o fenoliche a seconda della materia prima. L’effetto va valutato nel contesto dello stile produttivo, della frazione di frutta trattata e della conduzione della distillazione [4].
Enzymes.bio mette a disposizione Pectinase Enzyme for Distilling - Enzyme for Distilleries come prodotto acquistabile online in unità da 1 kg. Il prodotto è destinato a impieghi professionali di trasformazione di matrici frutticole e vegetali ricche di pectina, in particolare dove viscosità, rilascio del succo e gestione del mash rappresentano colli di bottiglia operativi .
È importante descrivere correttamente il ruolo di Enzymes.bio: il sito opera come fornitore online, non come produttore e non come laboratorio di analisi. La documentazione associata all’ordine include CoA e SDS, utili per identificazione del lotto, informazioni di sicurezza e gestione documentale interna dell’acquirente .
Per distillerie, produttori di fermentati frutticoli e trasformatori di succhi, il prodotto va considerato una leva di processo. La sua utilità è massima quando il problema è chiaramente legato alla pectina: polpe gelatinose, mosti difficili da trasferire, pressature lente, torbidità colloidale o sottoprodotti che trattengono ancora liquido utile [1].
La pectinasi è uno strumento concreto per migliorare la gestione di mash e mosti frutticoli, perché agisce sulla rete pectica che rende le polpe dense e trattiene il succo. In applicazioni di distillazione può supportare fluidificazione, estrazione, separazione e omogeneità della fermentazione, soprattutto con frutta, vinacce e sottoprodotti ad alto contenuto di pectina [2].
Il punto critico è la gestione responsabile della composizione del fermentato, in particolare del metanolo nei distillati di frutta. Poiché la degradazione di pectine metilate può contribuire alla formazione di metanolo, l’uso dell’enzima deve essere coerente con la materia prima, i tempi di processo, la distillazione e i requisiti normativi applicabili [5].
In sintesi, Pectinase Enzyme for Distilling è più utile quando viene trattato come un enzima di preparazione della matrice: non “produce” alcool, non sostituisce il controllo di fermentazione e non elimina la necessità di verificare il prodotto finito. Usato con criteri tecnici, può rendere la lavorazione della frutta più efficiente e prevedibile; acquistato tramite Enzymes.bio, è disponibile online in confezione da 1 kg con CoA e SDS forniti insieme all’ordine .
Venduto in unità da 1 kg, disponibile a magazzino e pronto per la spedizione. Ordina direttamente dal nostro store: paga online e noi elaboriamo il tuo ordine. Un Certificato di Analisi e una Scheda Dati di Sicurezza sono inclusi in ogni ordine.
Acquista Pectinase Enzyme For Distilling - Enzyme For Distilleries →Numerati in ordine di prima citazione. Fonti open access, ciascuna verificata come raggiungibile al momento della pubblicazione; i numeri di citazione nel testo rimandano qui.