La alfa-amilasa termoestable se utiliza en la industria del etanol para licuar suspensiones de almidón calentadas, reducir su viscosidad y generar dextrinas que después pueden convertirse en azúcares fermentables. En procesos con maíz, trigo, sorgo, arroz, yuca u otras materias primas amiláceas, su valor técnico está en estabilizar la etapa inicial de hidrólisis del almidón antes de la sacarificación y la fermentación alcohólica.
Enzymes.bio suministra Thermostable Alpha-Amylase For Starch Hydrolysis In Ethanol Industry como proveedor para compra directa en línea en unidades de 1 kg. Enzymes.bio no es fabricante ni laboratorio; el CoA y la SDS se proporcionan junto con el pedido.
La producción de etanol a partir de materias primas amiláceas depende de convertir un polímero insoluble o parcialmente accesible —el almidón— en azúcares que las levaduras puedan fermentar. La alfa-amilasa termoestable actúa en la primera parte de esa conversión: rompe enlaces internos del almidón, transforma masas espesas en líquidos más manejables y prepara el sustrato para enzimas sacarificantes posteriores. Las alfa-amilasas microbianas, especialmente de bacterias del género Bacillus, se describen ampliamente como enzimas extracelulares de interés industrial por su capacidad de degradar almidón y por la posibilidad de obtener variantes con estabilidad frente a condiciones de proceso exigentes [1].
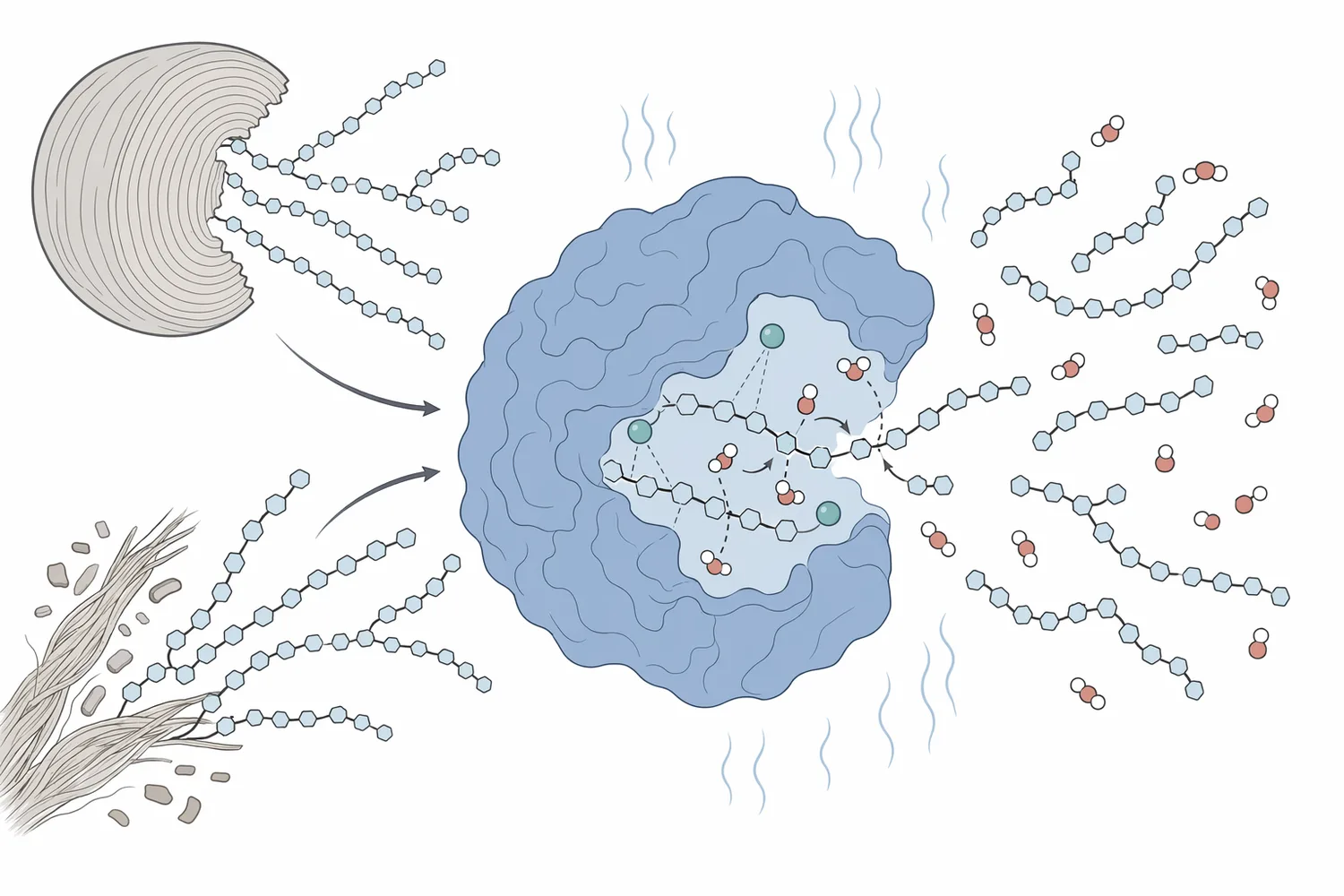
En términos químicos, el almidón está formado por dos fracciones principales: amilosa, mayoritariamente lineal, y amilopectina, ramificada. Ambas están compuestas por unidades de glucosa, pero no se comportan igual durante el calentamiento, la gelatinización y la hidrólisis. La alfa-amilasa corta sobre todo enlaces internos α-1,4-glucosídicos, por lo que reduce rápidamente el tamaño de las cadenas, pero no completa por sí sola la conversión a glucosa; para eso suelen intervenir glucoamilasas u otras enzimas de sacarificación.
La termoestabilidad es relevante porque la licuefacción industrial del almidón suele integrarse con etapas de calentamiento. El calor abre la estructura granular, favorece la gelatinización y hace que el polímero sea más accesible, pero también puede desnaturalizar proteínas si la enzima no es robusta. Por eso la investigación sobre alfa-amilasas termoestables se ha centrado en microorganismos como Bacillus, Geobacillus y otros termófilos, donde se han descrito enzimas capaces de conservar funcionalidad en entornos calientes y útiles para procesos de hidrólisis de almidón [2].
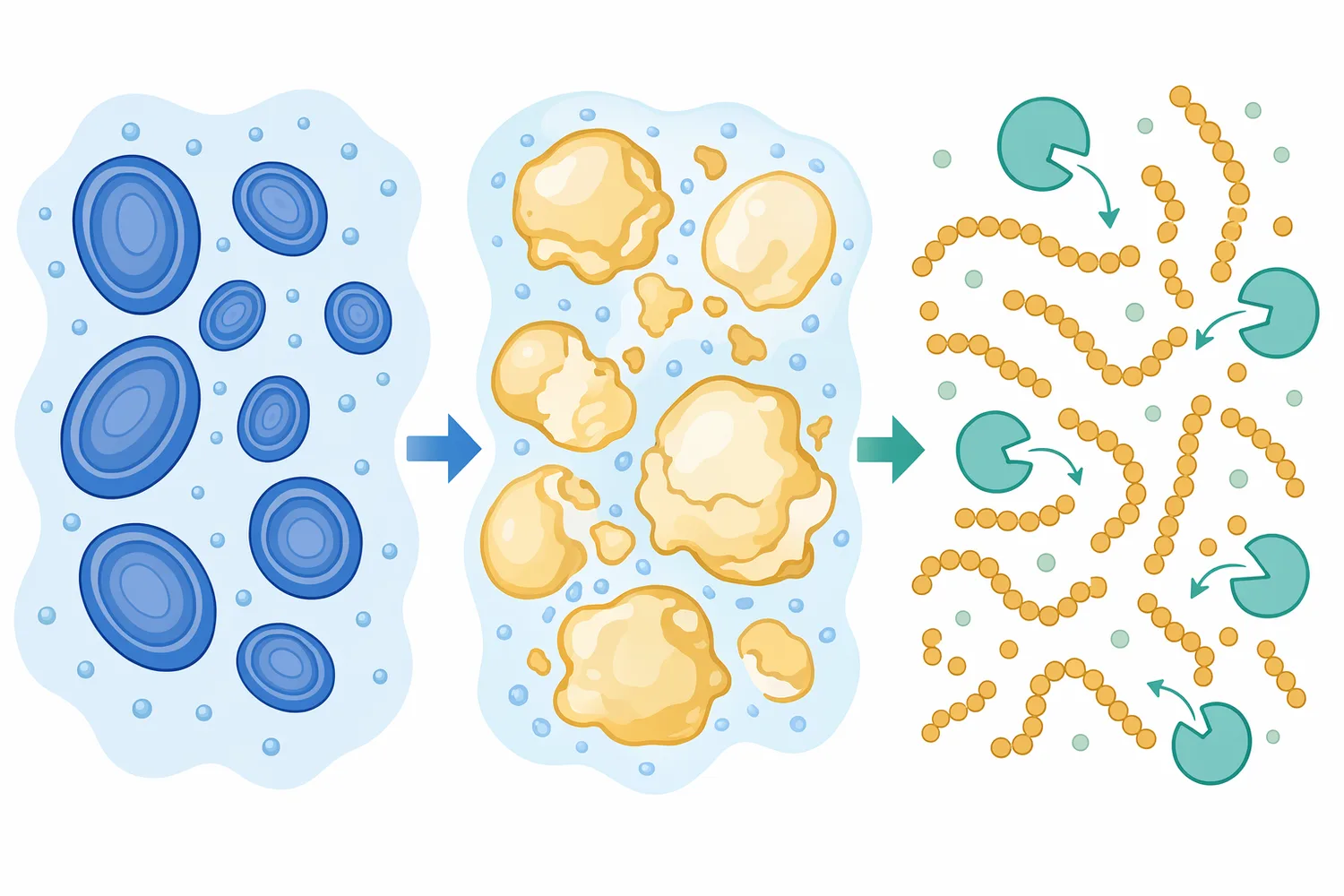
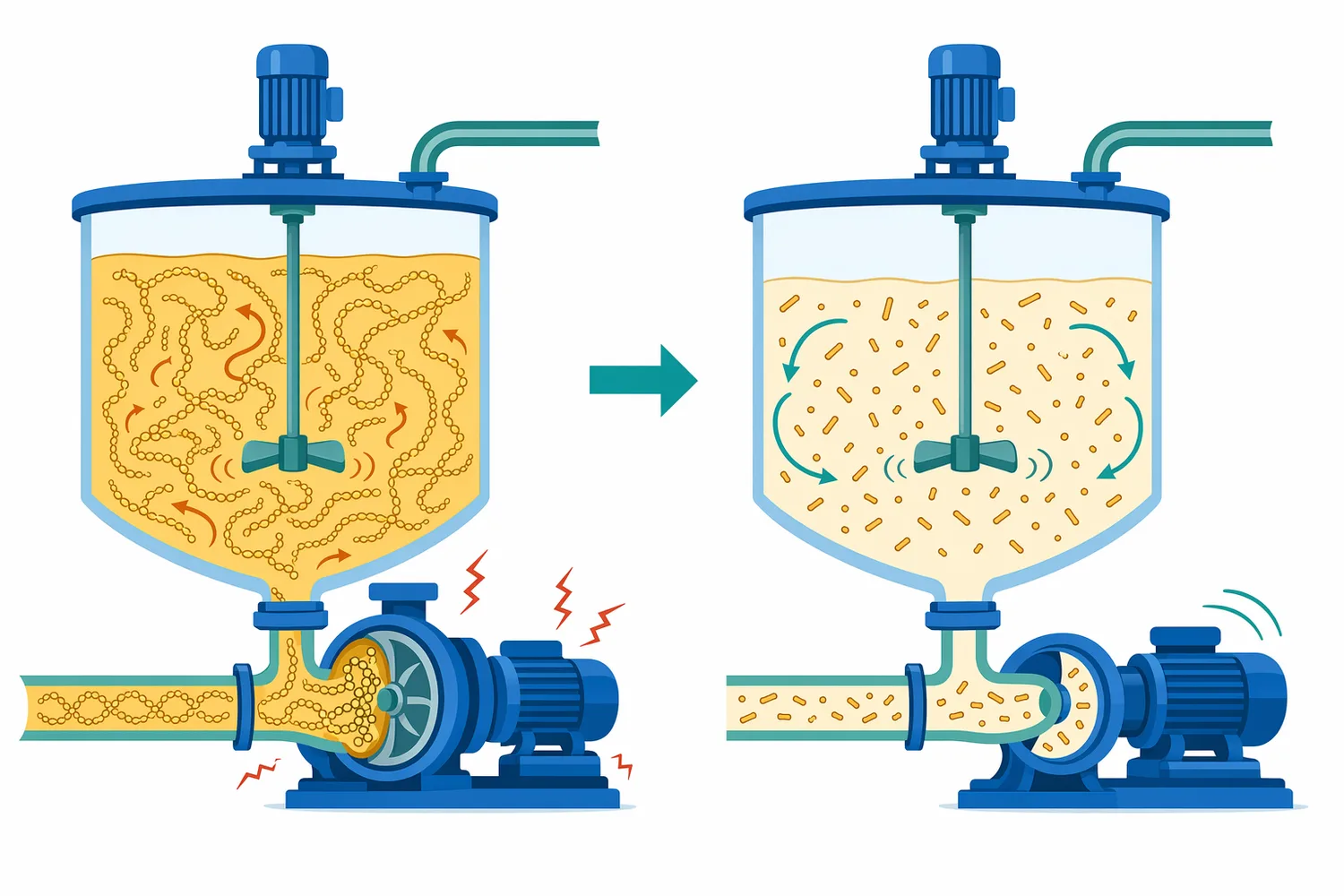
La función de la alfa-amilasa puede entenderse como una reducción controlada de longitud de cadena. Cuando el almidón se dispersa en agua y se calienta, sus gránulos se hinchan, pierden orden cristalino y forman una pasta viscosa. Si esa pasta no se licúa de forma suficiente, el proceso se vuelve difícil de mezclar, bombear y transferir térmicamente. La alfa-amilasa termoestable rompe la red de polímeros desde el interior, disminuye el peso molecular promedio y genera una mezcla de dextrinas, maltodextrinas y oligosacáridos más cortos.
Este mecanismo explica por qué la enzima se considera una enzima de licuefacción, no solo una enzima “productora de azúcar”. Su efecto inmediato es físico y reológico: baja la viscosidad y mejora la movilidad de la suspensión. Su efecto posterior es bioquímico: aumenta la superficie y los extremos de cadena disponibles para que enzimas como la glucoamilasa liberen glucosa. En estudios de producción de bioetanol con sustratos amiláceos, la integración de sacarificación y fermentación se analiza precisamente porque la disponibilidad de azúcares fermentables controla la eficiencia de la conversión a etanol [3].
La conversión teórica también ayuda a dimensionar la importancia de esta etapa. Una unidad anhidroglucosa del almidón incorpora agua durante la hidrólisis para formar glucosa; por balance estequiométrico, 1 kg de almidón puro podría generar aproximadamente 1,11 kg de glucosa. La fermentación de glucosa a etanol y dióxido de carbono tiene un rendimiento teórico de 0,511 kg de etanol por kg de glucosa, por lo que el techo químico para almidón puro ronda 0,568 kg de etanol por kg de almidón, antes de considerar pérdidas, biomasa microbiana, subproductos, sólidos no fermentables y eficiencia real de planta.
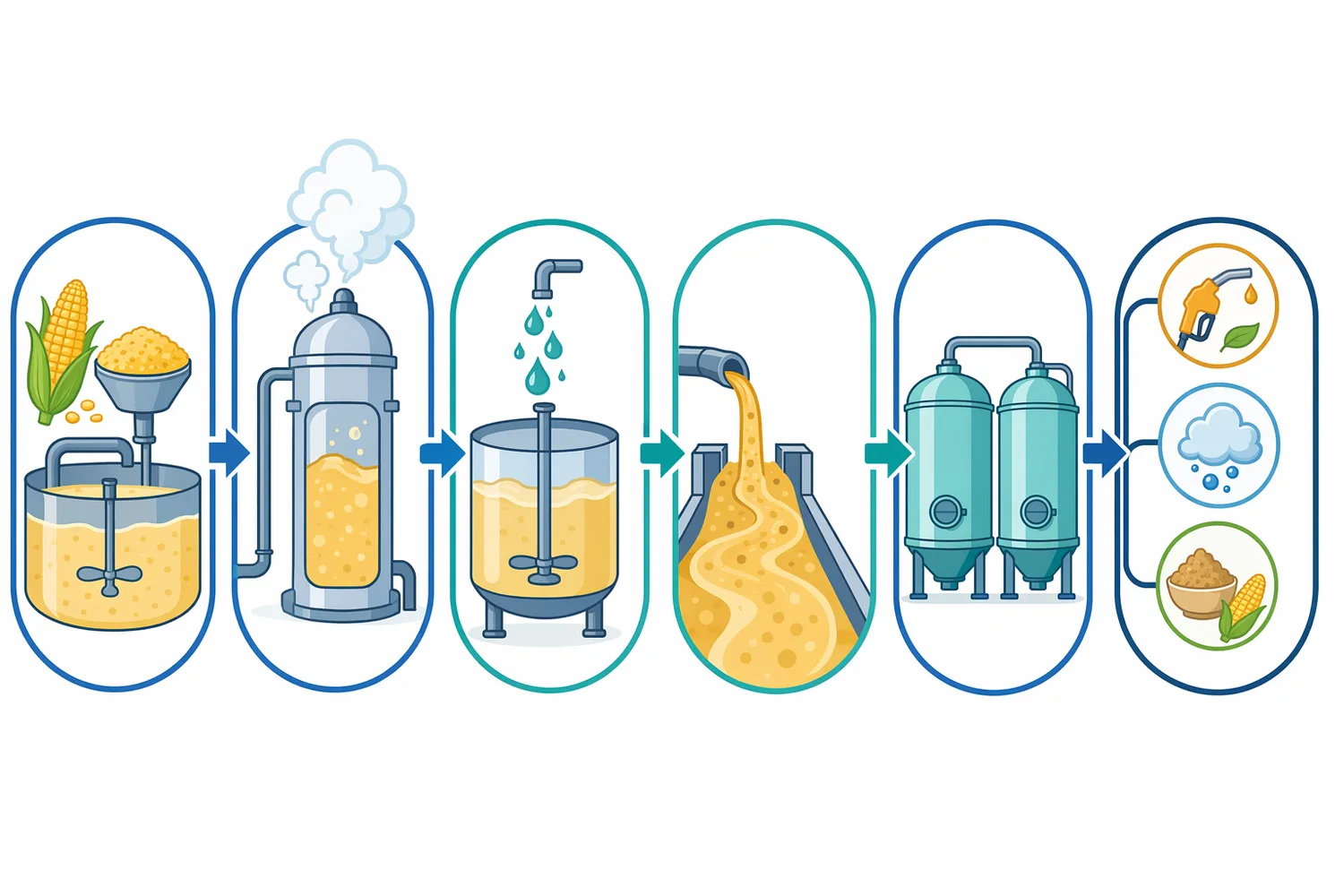
En una línea típica de etanol a partir de grano, el proceso comienza con molienda y preparación de una suspensión. Después se gelatiniza y licúa el almidón, se sacarifica a azúcares fermentables y finalmente se fermenta para producir etanol. La alfa-amilasa termoestable se usa en la zona de licuefacción, donde una enzima resistente al calor tiene ventajas sobre una enzima menos estable. La literatura reciente sobre alfa-amilasas microbianas destaca que estas enzimas se emplean en múltiples industrias, pero la hidrólisis de almidón sigue siendo una de sus aplicaciones centrales por volumen e importancia técnica [1].
La etapa posterior de sacarificación tiene otro objetivo: convertir dextrinas en glucosa o azúcares fermentables. En algunas configuraciones, la sacarificación y la fermentación se hacen en pasos separados; en otras, se combinan en sacarificación y fermentación simultáneas. En trigo, por ejemplo, se han estudiado esquemas de sacarificación simultánea y fermentación para bioetanol a partir de almidón, lo que confirma la relevancia de coordinar enzimas amilolíticas y microorganismos fermentativos en un mismo diseño de proceso [3].
La alfa-amilasa termoestable también puede ser relevante cuando se trabaja con materias primas no convencionales o con variabilidad estacional. Maíz, trigo, sorgo, arroz y yuca tienen almidones con distinta gelatinización, distinta proporción de amilosa y amilopectina, y diferentes matrices de proteína, fibra y lípidos. La investigación sobre bioetanol de harina de sorgo mediante bioprocesamiento consolidado y sacarificación simultánea con fermentación muestra que el tipo de sustrato y la estrategia biológica modifican de forma significativa la conversión final [4].
| Etapa del proceso | Transformación principal | Papel de la alfa-amilasa termoestable | Resultado esperado para la etapa siguiente |
|---|---|---|---|
| Preparación del sustrato | Molienda, hidratación y dispersión del almidón | No sustituye la preparación física; depende de la accesibilidad del almidón | Suspensión con superficie disponible para gelatinización e hidrólisis |
| Gelatinización y licuefacción | Apertura de gránulos y reducción de viscosidad | Corta enlaces internos α-1,4 en cadenas de almidón | Dextrinas más cortas, menor viscosidad y mejor mezclado |
| Sacarificación | Conversión de dextrinas a azúcares fermentables | Aporta sustratos más accesibles para glucoamilasa u otras enzimas | Mayor disponibilidad de glucosa y otros azúcares fermentables |
| Fermentación | Conversión microbiana de azúcares a etanol | No fermenta; su efecto es indirecto a través de la hidrólisis previa | Etanol, dióxido de carbono, biomasa y coproductos |
| Integración de proceso | Coordinación de hidrólisis, fermentación y recuperación | Ayuda a controlar una etapa crítica de viscosidad y conversión inicial | Operación más manejable y consistente |
Esta comparación evita una confusión frecuente: la alfa-amilasa termoestable no reemplaza a las enzimas sacarificantes ni a la levadura. Su función principal es hacer que el almidón sea procesable y que las etapas siguientes encuentren un sustrato parcialmente hidrolizado. En procesos de fermentación alcohólica tradicional también se ha estudiado la inmovilización de alfa-amilasa para sostener la hidrólisis durante la conversión de sustratos ricos en almidón, lo que ilustra el interés por mantener actividad amilolítica disponible durante operaciones prolongadas [5].
La evidencia disponible respalda que las alfa-amilasas termoestables son una clase enzimática ampliamente investigada para degradación de almidón. Se han aislado y caracterizado enzimas de Bacillus subtilis, Bacillus licheniformis, Geobacillus y otros microorganismos, con atención a estabilidad, producción extracelular y desempeño frente a sustratos amiláceos. Un estudio sobre Bacillus subtilis Y25 aislado de tubérculo de ñame en descomposición se enfocó en producir, purificar y caracterizar una alfa-amilasa termoestable, lo que refleja la diversidad de fuentes microbianas evaluadas para aplicaciones de hidrólisis [6].
También se han usado enfoques de optimización estadística para mejorar la producción de alfa-amilasas termoestables y alcalófilas en fermentación en estado sólido. Estos estudios no deben leerse como especificaciones del producto de Enzymes.bio, pero sí como evidencia de clase: la industria y la investigación consideran valiosas las alfa-amilasas que conservan actividad bajo condiciones operativas más severas que las de enzimas mesófilas comunes [7].
Las enzimas de organismos termófilos son especialmente relevantes para procesos de almidón calentado. En Geobacillus sp. D413 se ha investigado la optimización de producción de alfa-amilasa termoestable, y en Geobacillus sp. DS3 se ha reportado purificación y caracterización de una alfa-amilasa termoestable procedente de un ambiente geotérmico. Este tipo de trabajos muestra por qué los biocatalizadores de origen termófilo son atractivos cuando la aplicación requiere estabilidad térmica y compatibilidad con licuefacción [8].
La investigación no se limita a bacterias convencionales. También se han reportado alfa-amilasas acidófilas termoestables de Bacillus termófilos aislados de manantiales minerales, así como enzimas de hongos y de fuentes vegetales. La amplitud de fuentes no significa que todas las alfa-amilasas sean equivalentes; cada enzima tiene perfil propio de estabilidad, compatibilidad de pH, respuesta a iones, cinética y afinidad por distintos almidones [9].
La materia prima determina gran parte de la respuesta a la hidrólisis. En maíz y trigo, el almidón suele estar asociado a matrices de proteína y fibra que cambian con la molienda y el tratamiento térmico. En sorgo, la estructura del endospermo y las interacciones con proteínas pueden afectar la accesibilidad. En yuca y arroz, la gelatinización y el comportamiento de pasta pueden diferir de los cereales. Por eso una misma alfa-amilasa puede generar resultados distintos si cambia el sustrato, aunque el mecanismo molecular de corte sea el mismo.
Los estudios recientes con harina de sorgo para bioetanol muestran que el rendimiento de fermentación depende no solo de las enzimas amilolíticas, sino también del microorganismo fermentativo y de la estrategia de proceso, como bioprocesamiento consolidado o sacarificación simultánea con fermentación. Este punto es importante para compradores industriales: la enzima es una pieza crítica, pero no el único determinante de conversión [4].
En trigo, la sacarificación simultánea y fermentación se ha investigado como vía para producir bioetanol a partir de almidón, integrando la liberación de azúcares con su consumo por microorganismos. En estos sistemas, una licuefacción incompleta puede afectar la etapa integrada porque limita la disponibilidad de dextrinas adecuadas y puede mantener viscosidades elevadas [3].
La yuca, el arroz y otros cultivos ricos en almidón también pueden requerir ajustes propios. Un almidón más fácilmente gelatinizable no siempre se traduce en mayor rendimiento fermentativo si hay inhibidores, sólidos no fermentables o limitaciones de levadura. De forma similar, un sustrato con buen contenido de almidón puede comportarse mal si la molienda deja partículas grandes o si la suspensión no se homogeniza adecuadamente.
El primer beneficio de una alfa-amilasa termoestable es la reducción de viscosidad. Una suspensión de almidón sin licuar puede exigir más energía de agitación, transferir calor de manera desigual y formar zonas de conversión incompleta. Al cortar las cadenas largas, la enzima disminuye la resistencia al flujo y ayuda a que la masa sea más uniforme. Este efecto físico mejora la operación antes incluso de medir la cantidad final de etanol.
El segundo beneficio es la preparación de dextrinas para sacarificación. La glucoamilasa y otras enzimas que liberan glucosa actúan mejor cuando el sustrato ya está fragmentado y accesible. Una licuefacción adecuada genera más puntos de ataque y reduce la proporción de polímeros grandes que pasan sin convertirse. En el marco de la producción de bioetanol, la sacarificación eficiente es esencial porque la fermentación depende de la disponibilidad de azúcares fermentables [3].
El tercer beneficio es la robustez frente a etapas calientes. En la práctica, el calentamiento ayuda a gelatinizar el almidón, pero puede inactivar proteínas sensibles. Una alfa-amilasa termoestable permite que la hidrólisis inicial ocurra en una ventana operativa compatible con el procesamiento térmico, lo que reduce la necesidad de separar completamente la gelatinización de la acción enzimática. La caracterización de alfa-amilasas termoestables de Bacillus y Geobacillus se justifica precisamente por esa necesidad industrial de estabilidad [2].

El cuarto beneficio es la consistencia operacional. Cuando la licuefacción es inestable, las variaciones de viscosidad se trasladan a bombeo, mezcla, sacarificación y fermentación. Una enzima robusta no elimina la variabilidad del grano o del tubérculo, pero puede ayudar a amortiguar los efectos de cambios moderados en composición y preparación del sustrato.
La alfa-amilasa termoestable no convierte todo el almidón en etanol. No fermenta, no sustituye a la levadura, no elimina inhibidores y no corrige una molienda deficiente por sí sola. Su acción genera principalmente dextrinas y oligosacáridos; si no hay sacarificación suficiente, parte de ese material puede quedar como carbohidrato no fermentado. En estudios de fermentación y sacarificación simultánea, la coordinación entre enzimas y microorganismos es el eje técnico que define la conversión final [3].
Tampoco debe asumirse que toda alfa-amilasa termoestable hidroliza almidón crudo con la misma eficiencia. El almidón granular intacto presenta regiones cristalinas y barreras físicas que pueden limitar el acceso enzimático. Algunas enzimas investigadas muestran capacidad frente a almidón crudo o parcialmente procesado, pero esa propiedad depende de la estructura de la enzima, del tipo de almidón y de las condiciones del sistema. La investigación sobre producción y caracterización de alfa-amilasas termoestables explora estas diferencias precisamente porque no todas las enzimas se comportan igual [6].
Otra limitación es la presencia de componentes que reducen la accesibilidad del almidón. Proteínas, lípidos, fibra, compuestos fenólicos, sales y otros materiales de la matriz pueden modificar gelatinización, viscosidad y fermentabilidad. En sorgo, por ejemplo, la matriz del grano y la estrategia de bioprocesamiento pueden afectar el resultado global de bioetanol, incluso cuando se emplean microorganismos y enzimas adecuados [4].
Finalmente, la eficiencia real siempre queda por debajo del techo estequiométrico. Parte de la glucosa se usa para crecimiento microbiano, parte se desvía a subproductos y parte del almidón puede quedar sin convertir por limitaciones de proceso. Por eso el valor de la alfa-amilasa debe evaluarse como contribución a una cadena completa de conversión, no como promesa aislada de rendimiento final.
La sacarificación y fermentación simultáneas buscan reducir acumulaciones de azúcar, acortar etapas o mejorar la eficiencia global al combinar enzimas y microorganismos en un mismo entorno. En ese contexto, la alfa-amilasa termoestable puede desempeñar un papel previo o complementario: reducir viscosidad y generar dextrinas antes de que la sacarificación fina y la fermentación avancen. En trigo, este tipo de integración se ha estudiado para bioetanol a partir de almidón, confirmando que la coordinación temporal de hidrólisis y fermentación es una variable de diseño relevante [3].
En bioprocesamiento consolidado, el objetivo es ir más lejos: que los microorganismos o consorcios produzcan enzimas y fermenten en una operación más integrada. Los estudios con harina de sorgo y cepas de Pichia y Meyerozyma guilliermondii exploran estas rutas, aunque no sustituyen automáticamente las configuraciones industriales establecidas. Sirven para mostrar que la conversión de almidón a etanol puede diseñarse de varias maneras, siempre con la hidrólisis del almidón como cuello de botella central [4].
También se han investigado estrategias de expresión de alfa-amilasas termoestables en plantas transgénicas, como soja, para producir la enzima en biomasa vegetal. Aunque este enfoque no corresponde al suministro de una enzima comercial añadida externamente, demuestra el interés tecnológico por disponer de alfa-amilasa termoestable cerca de las cadenas de suministro agrícolas y de sustratos ricos en carbohidratos [10].
Además de granos destinados directamente a etanol, existen corrientes secundarias con almidón que pueden valorizarse mediante hidrólisis y fermentación. Residuos de panadería, harinas fuera de especificación o corrientes de procesamiento agrícola pueden contener carbohidratos convertibles. La alfa-amilasa termoestable tiene interés en estas aplicaciones porque muchas corrientes requieren calentamiento o tratamiento térmico para higienización, gelatinización o ajuste de viscosidad.
No obstante, las corrientes residuales son más variables que los granos estándar. Pueden contener azúcares ya libres, grasas, sal, conservantes, fibras y mezclas de almidones de distinto origen. La enzima puede facilitar la licuefacción del componente amiláceo, pero el rendimiento de etanol dependerá de la composición total y de la tolerancia del microorganismo fermentativo. En estudios con bioetanol a partir de biomasa y residuos, la etapa de preparación del sustrato es tan importante como la fermentación final [11].
Las aplicaciones en alcoholes tradicionales y bebidas fermentadas también muestran la importancia de la hidrólisis del almidón. La inmovilización de alfa-amilasa en fermentaciones alcohólicas tradicionales se ha investigado para sostener la conversión de sustratos amiláceos durante el proceso, aunque los objetivos de una bebida tradicional y los de una planta de etanol combustible no sean idénticos [5].
Para integrar una alfa-amilasa termoestable de forma responsable, el proceso debe considerar preparación del sustrato, contenido de sólidos, perfil térmico, pH de operación, tiempo de residencia y enzimas complementarias. No existe una condición universal que funcione igual para maíz, trigo, sorgo, arroz y yuca. La literatura sobre producción de alfa-amilasa insiste en que tanto la fuente microbiana como las condiciones de producción y aplicación modifican el desempeño de la enzima [1].
El orden de adición también depende del diseño industrial. En algunos procesos, la enzima se incorpora durante la etapa caliente de licuefacción; en otros, se separan prelicuefacción, licuefacción y sacarificación. Lo importante es que la alfa-amilasa tenga acceso al almidón gelatinizado o suficientemente accesible y que las condiciones no contradigan la estabilidad funcional de la formulación usada.
La compatibilidad con glucoamilasa, levadura y nutrientes de fermentación debe evaluarse dentro del proceso completo. Una licuefacción muy rápida pero mal coordinada con sacarificación puede dejar dextrinas acumuladas; una fermentación robusta pero con hidrólisis limitada no alcanza el potencial de la materia prima. La evidencia en sistemas de sacarificación y fermentación simultáneas subraya que el rendimiento surge de la integración, no de una sola enzima aislada [3].
Thermostable Alpha-Amylase For Starch Hydrolysis In Ethanol Industry está orientada a aplicaciones de licuefacción e hidrólisis inicial de almidón en procesos de etanol. Su finalidad es apoyar la reducción de viscosidad y la generación de dextrinas en suspensiones amiláceas calentadas, para facilitar etapas posteriores de sacarificación y fermentación.
Enzymes.bio actúa como proveedor en línea, no como fabricante ni laboratorio de ensayo. El producto se vende directamente en unidades de 1 kg; el pedido se procesa tras el pago en línea, y el CoA y la SDS se proporcionan junto con el pedido.
Este documento tiene finalidad técnica y educativa para clientes B2B. Las condiciones concretas de uso deben alinearse con el diseño del proceso, la materia prima y la documentación que acompaña al producto, evitando extrapolar resultados de publicaciones académicas como si fueran especificaciones del producto suministrado.
La alfa-amilasa termoestable es una enzima clave para la producción de etanol a partir de almidón porque convierte una suspensión viscosa y difícil de manejar en una mezcla licuada de dextrinas más accesibles. Su mecanismo —corte interno de enlaces α-1,4 en amilosa y amilopectina— no completa la sacarificación, pero prepara el sustrato para la liberación de glucosa y la fermentación alcohólica.
La evidencia científica respalda el papel de las alfa-amilasas termoestables en hidrólisis de almidón, con numerosos estudios sobre enzimas de Bacillus, Geobacillus y otros organismos, además de investigaciones en sacarificación y fermentación simultáneas de sustratos amiláceos [2]. En la práctica industrial, su valor aparece cuando se integra con molienda adecuada, gelatinización, sacarificación, fermentación y control de proceso.
Para plantas y usuarios que trabajan con maíz, trigo, sorgo, arroz, yuca u otros almidones, Thermostable Alpha-Amylase For Starch Hydrolysis In Ethanol Industry de Enzymes.bio ofrece una herramienta enzimática para apoyar la licuefacción y la hidrólisis inicial. Como todo biocatalizador industrial, debe considerarse parte de una estrategia de conversión completa, no una garantía aislada de rendimiento de etanol.
Se vende en unidades de 1 kg, en stock y listo para enviar. Haga su pedido directamente en nuestra tienda: pague en línea y procesaremos su pedido. Con cada pedido se incluyen un Certificado de Análisis y una Ficha de Datos de Seguridad.
Comprar Thermostable Alpha-Amylase For Starch Hydrolysis In Ethanol Industry →Numeradas por orden de primera cita. Fuentes de acceso abierto, verificadas como disponibles en el momento de publicación; los números de cita en el texto enlazan aquí.