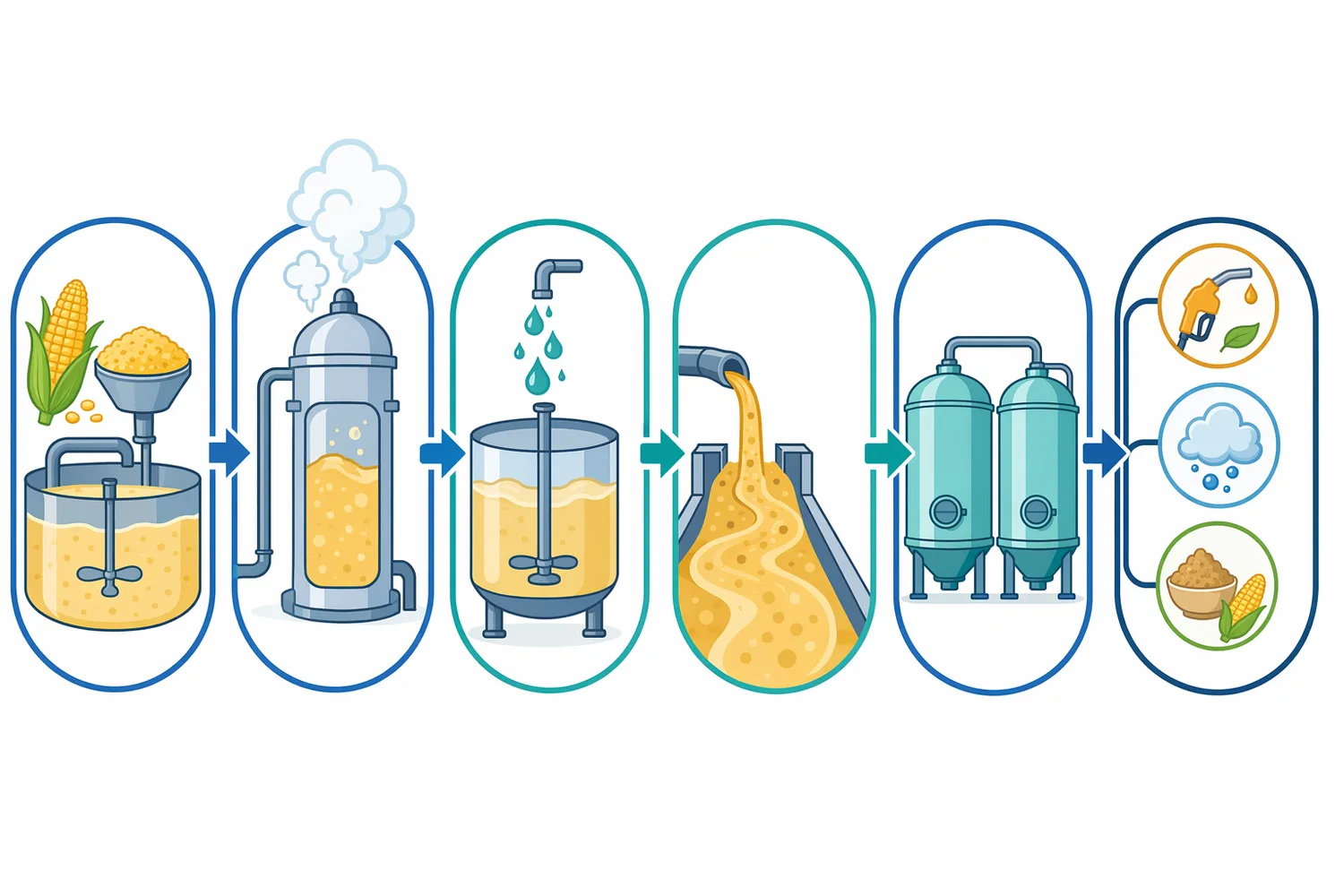
L’alpha-amilasi termostabile per idrolisi dell’amido è un enzima usato nella produzione di etanolo per liquefare materie prime amidacee, ridurre la viscosità del mash e generare destrine più facilmente convertibili in zuccheri fermentescibili. In un processo tipico, agisce prima della saccarificazione con glucoamilasi e della fermentazione, rendendo l’amido gelatinizzato più gestibile e più accessibile agli enzimi successivi [1].
Enzymes.bio fornisce Thermostable Alpha-Amylase For Starch Hydrolysis In Ethanol Industry come prodotto acquistabile online in unità da 1 kg. Enzymes.bio è un fornitore, non un produttore né un laboratorio; il CoA e la SDS accompagnano l’ordine.
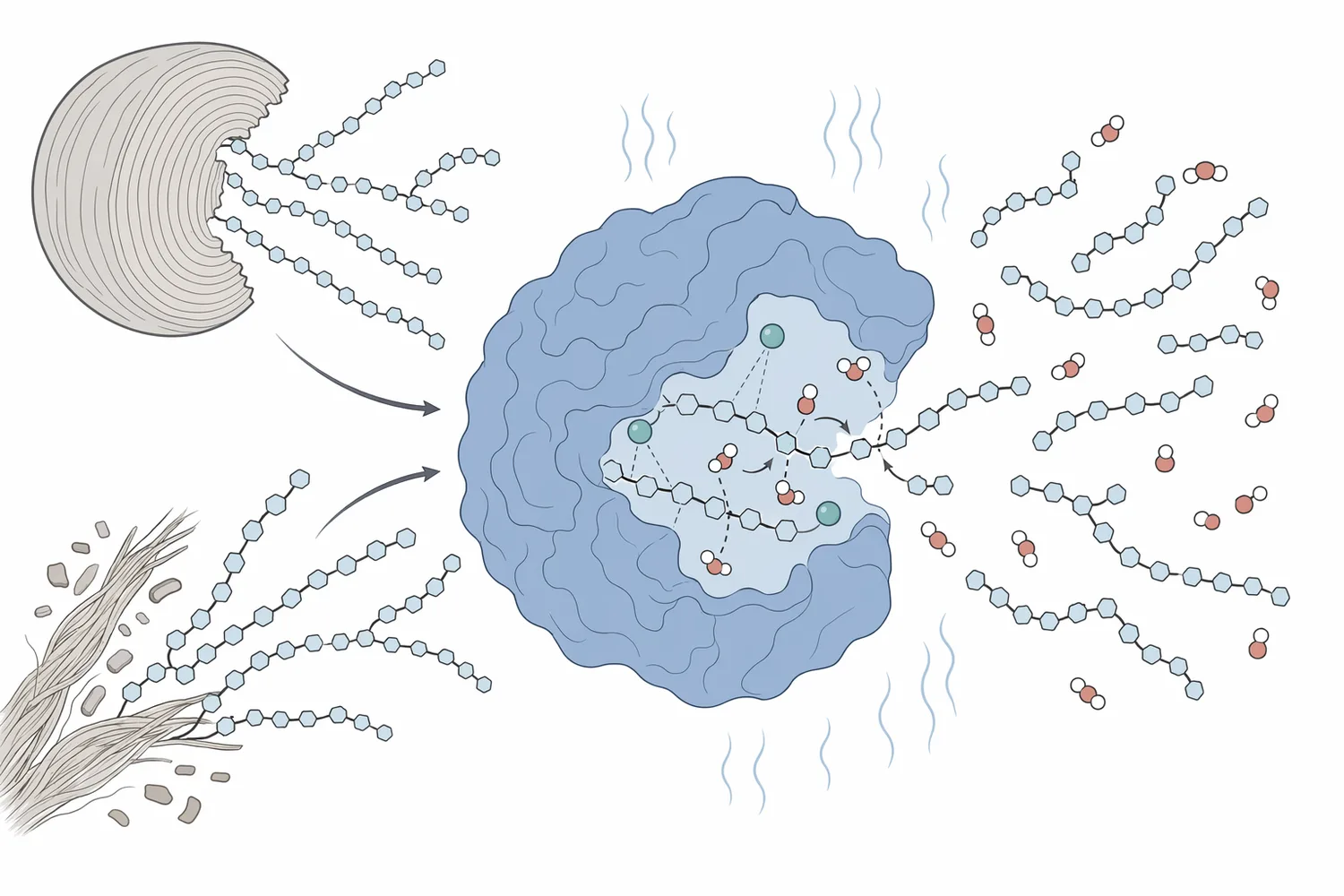
L’alpha-amilasi è un enzima amilolitico che catalizza l’idrolisi dei legami glicosidici interni dell’amido, in particolare nelle catene di amilosio e amilopectina. Il risultato non è una conversione completa e immediata in glucosio, ma la formazione di destrine, maltodestrine e oligosaccaridi che abbassano la viscosità e preparano il substrato alla saccarificazione successiva [2].
Nel contesto della produzione di etanolo, l’aggettivo termostabile è rilevante perché l’amido diventa molto più accessibile dopo riscaldamento e gelatinizzazione. Durante questa fase, i granuli assorbono acqua, perdono parte della loro struttura ordinata e formano una sospensione più viscosa; un’alpha-amilasi termostabile è utilizzata proprio perché può operare in condizioni calde, quando l’amido è più disponibile all’idrolisi ma molte proteine enzimatiche sarebbero meno stabili [3].
Il ruolo industriale dell’enzima è quindi concentrato soprattutto nella liquefazione dell’amido. Questa fase riduce rapidamente la lunghezza media delle catene polisaccaridiche e trasforma un mash denso in una miscela più fluida, pompabile e omogenea. Nelle filiere di bioetanolo, la liquefazione è normalmente seguita dalla saccarificazione, spesso con glucoamilasi, che libera glucosio e altri zuccheri fermentescibili per lieviti o altri microrganismi [1].
Le alpha-amilasi termostabili sono state studiate in modo esteso in ceppi batterici, in particolare del genere Bacillus, per applicazioni che includono liquefazione dell’amido, saccarificazione parziale, produzione di alcol, sciroppi, detergenti, tessile e carta [4]. Per il settore etanolo, il valore tecnico non consiste in un effetto generico “migliorativo”, ma in una funzione precisa: trasformare l’amido gelatinizzato in intermedi a minore peso molecolare compatibili con le fasi successive del processo.
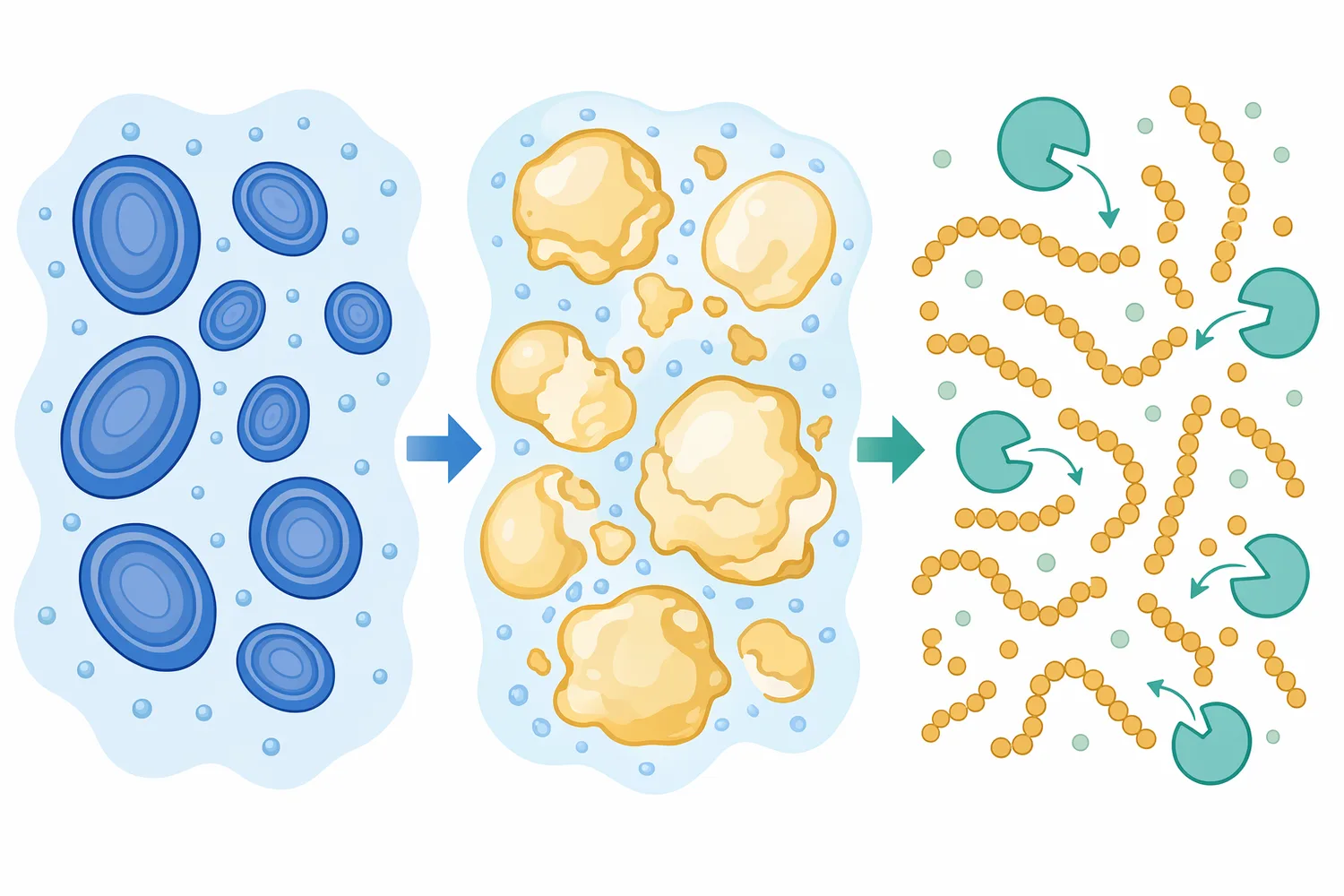
L’amido nativo è formato da due frazioni principali: amilosio, più lineare, e amilopectina, altamente ramificata. In acqua fredda, molti granuli di amido restano relativamente resistenti all’attacco enzimatico; con il riscaldamento, invece, si gonfiano e gelatinizzano, aumentando la viscosità del sistema e rendendo le catene glucidiche più accessibili [3].
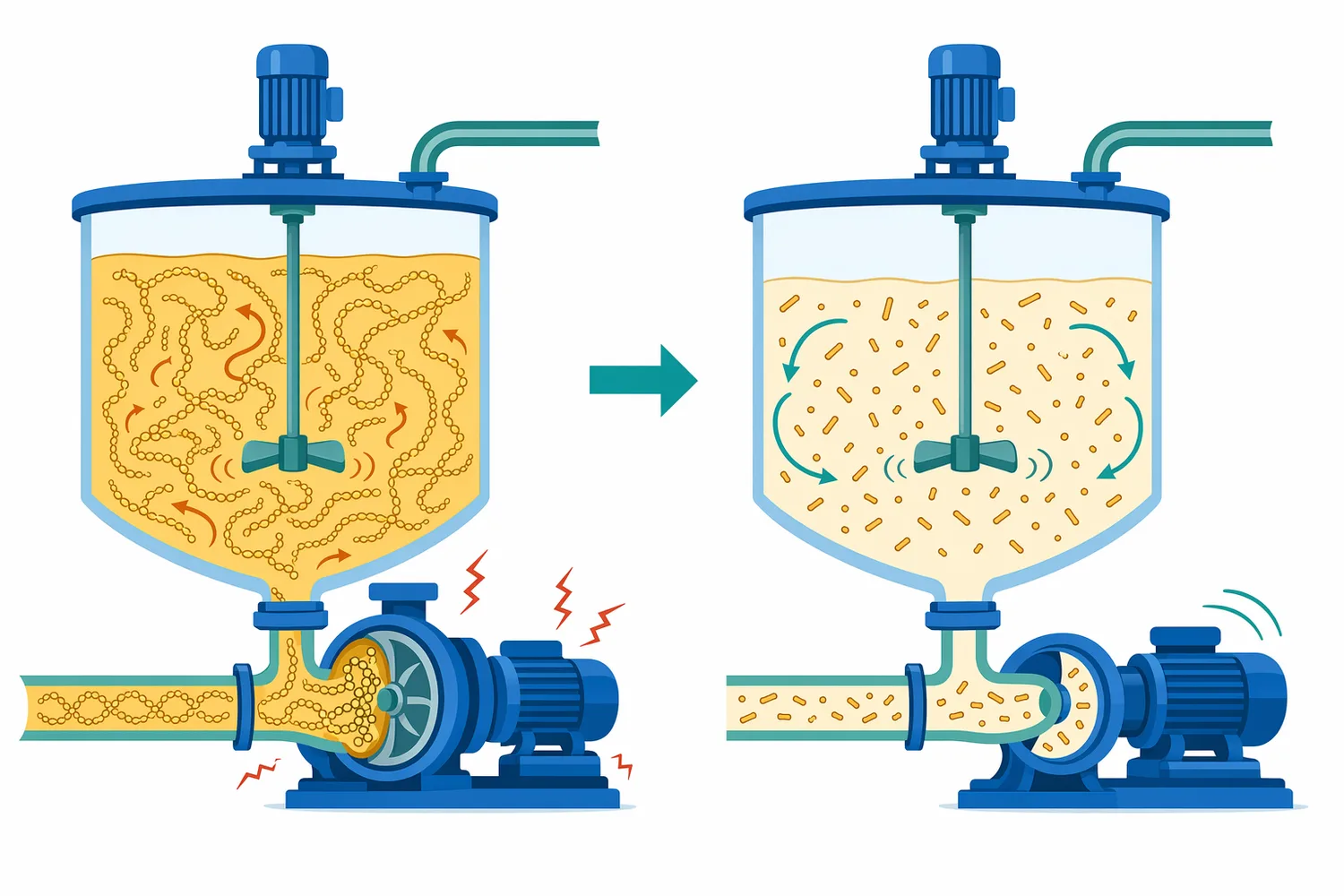
L’alpha-amilasi agisce come enzima endo-amilolitico: taglia punti interni delle catene dell’amido invece di rimuovere glucosio in modo sequenziale dalle estremità. Questo produce un rapido calo della dimensione media delle molecole e quindi una diminuzione della viscosità. Dal punto di vista del processo, è proprio questa riduzione della viscosità a rendere il mash più facilmente agitabile, trasferibile e gestibile in una linea industriale [2].
La liquefazione non va confusa con la saccarificazione completa. Dopo l’azione dell’alpha-amilasi, la miscela contiene destrine e oligosaccaridi che devono essere ulteriormente convertiti per ottenere una concentrazione adeguata di zuccheri fermentescibili. Studi sulla produzione di bioetanolo da cassava mostrano una sequenza tipica: liquefazione con alpha-amilasi, saccarificazione con glucoamilasi e fermentazione del brodo zuccherino [1].
La termostabilità è importante perché il momento in cui l’amido è più disponibile all’idrolisi coincide spesso con condizioni di processo calde. Se l’enzima perde struttura e attività troppo rapidamente, la liquefazione diventa incompleta o meno controllabile; se invece mantiene una funzionalità utile, può operare durante la fase in cui la gelatinizzazione ha già aumentato l’accessibilità del substrato [4].
La produzione di etanolo da materie prime amidacee richiede una conversione preliminare dell’amido in zuccheri fermentescibili. Lieviti come Saccharomyces cerevisiae fermentano efficacemente glucosio e altri zuccheri semplici, ma non possono utilizzare direttamente l’amido granulare o gelatinizzato senza una fase di idrolisi enzimatica o un sistema biologico amilolitico integrato [5].
In un flusso convenzionale, l’alpha-amilasi termostabile entra nella prima parte del processo: prepara il mash rompendo le catene lunghe dell’amido. La glucoamilasi o altri enzimi saccarificanti completano poi la conversione degli intermedi in zuccheri più piccoli. Questa separazione funzionale permette di trattare l’amido con un enzima adatto alla fase calda e poi procedere verso condizioni più compatibili con la saccarificazione e la fermentazione [1].
La riduzione della viscosità non è un vantaggio secondario. Un mash troppo denso peggiora l’agitazione, limita il trasferimento di calore, ostacola il pompaggio e può generare zone non uniformi nel reattore o nella linea di processo. La letteratura sulla liquefazione enzimatica dell’amido evidenzia che la gelatinizzazione può creare sospensioni molto viscose e che l’idrolisi con enzimi termostabili serve a rompere i polisaccaridi in molecole più corte [3].
Per questo motivo l’alpha-amilasi termostabile è un componente chiave nelle filiere che lavorano mais, cassava, frumento, sago, malto o altre fonti amidacee. Le pubblicazioni disponibili documentano l’uso di alpha-amilasi in diversi substrati, pur mostrando che la performance reale dipende dalla materia prima, dal pretrattamento, dalla granulometria, dal tenore di solidi e dall’integrazione con gli enzimi successivi [6].
| Fase del processo | Funzione principale | Enzima tipico | Effetto sul substrato | Rilevanza per etanolo |
|---|---|---|---|---|
| Gelatinizzazione / preparazione del mash | Rendere l’amido più accessibile tramite idratazione e perdita della struttura granulare | Non necessariamente enzimatica | Aumento dell’accessibilità, ma anche forte aumento della viscosità | Prepara il substrato, ma può creare difficoltà di agitazione e pompaggio [3] |
| Liquefazione | Ridurre rapidamente la viscosità e frammentare l’amido | Alpha-amilasi termostabile | Produzione di destrine e maltodestrine | Rende il mash gestibile e pronto alla saccarificazione [1] |
| Saccarificazione | Convertire destrine e oligosaccaridi in zuccheri fermentescibili | Glucoamilasi o sistemi saccarificanti | Aumento di glucosio e zuccheri utilizzabili | Fornisce il substrato metabolico alla fermentazione [1] |
| Fermentazione | Convertire gli zuccheri in etanolo | Lieviti o altri microrganismi | Produzione di etanolo e CO₂ | Fase finale di conversione biologica [5] |
Questa distinzione è utile perché evita di attribuire all’alpha-amilasi una funzione che appartiene ad altri enzimi. L’alpha-amilasi termostabile non è, da sola, l’intero sistema di conversione dell’amido in etanolo: è l’enzima di liquefazione che rende efficiente e fisicamente gestibile la preparazione del substrato [4].
La letteratura scientifica considera le alpha-amilasi termostabili tra gli enzimi industriali più importanti per la lavorazione dell’amido. Una revisione sulle alpha-amilasi batteriche termostabili prodotte in fermentazione allo stato solido descrive il loro ruolo nella liquefazione e nella saccarificazione parziale, sottolineando anche il peso economico degli enzimi nei processi di idrolisi dell’amido [4].
Uno studio su Bacillus subtilis evidenzia l’ampiezza applicativa delle amilasi, includendo degradazione dell’amido per etanolo, sciroppi, detergenti, desizing tessile, amidi modificati e riciclo della carta [2]. Per il settore dell’etanolo, questa evidenza è rilevante perché conferma che la degradazione enzimatica dell’amido è una tecnologia consolidata e non un’applicazione marginale.
Nella produzione di bioetanolo da cassava, l’uso combinato di alpha-amilasi e glucoamilasi è stato studiato come schema operativo per ottenere un brodo fermentabile. La liquefazione con alpha-amilasi precede la saccarificazione, confermando il ruolo dell’enzima nella trasformazione dell’amido in intermedi più facilmente convertibili [1].
Anche il frumento è stato valutato come materia prima per bioetanolo, comprese frazioni amidacee derivate da processi di macinazione a umido. Studi su A-starch e B-starch milk mostrano l’interesse per flussi amidacei non stagionali e per processi che integrano idrolisi e fermentazione, con alpha-amilasi nella fase di liquefazione o pretrattamento enzimatico [7].
Per il malto e altri substrati ricchi di amido, le alpha-amilasi termostabili da Bacillus sono state studiate per l’idrolisi dell’amido in processi alcoligeni. Un lavoro su Bacillus sp. PS-7 descrive la produzione di un’alpha-amilasi termostabile e il suo uso sinergico nell’idrolisi dell’amido di malto per la produzione di alcol [6].
La cassava è una materia prima importante per il bioetanolo in diverse aree geografiche perché contiene elevate quantità di amido e può essere trasformata mediante sequenze enzimatiche. Lo studio sulla cassava mostra una logica di processo chiara: liquefazione con alpha-amilasi, saccarificazione con glucoamilasi e fermentazione del substrato zuccherino [1].
Il frumento offre un’altra famiglia di substrati, inclusi amidi A e B derivati dalla separazione industriale. La ricerca su bioetanolo da frazioni amidacee di frumento evidenzia come diverse correnti di processo possano essere valorizzate mediante idrolisi e fermentazione, con attenzione alla disponibilità continua della materia prima e alla composizione della frazione amidacea [7].
Il malto e gli amidi derivati da cereali maltati sono stati studiati in relazione alla produzione di alcol con alpha-amilasi termostabili. Il lavoro su Bacillus sp. PS-7 rientra in questo quadro e mostra l’interesse per enzimi capaci di operare in modo stabile durante l’idrolisi dell’amido destinato a fermentazione alcolica [6].
Gli amidi grezzi o poco pretrattati rappresentano un tema distinto. Alcune alpha-amilasi termostabili hanno mostrato capacità di idrolizzare amido grezzo, come nel caso di enzimi studiati su amido di sago o su altre matrici granulari [8]. Tuttavia, questa possibilità non va generalizzata: l’idrolisi dell’amido grezzo dipende molto dalla struttura del granulo, dall’origine botanica, dalla superficie accessibile e dal profilo specifico dell’enzima.
Un’alpha-amilasi termostabile da Bacillus licheniformis SO-B3 è stata caratterizzata anche per la capacità di idrolizzare amido grezzo e per applicazioni non limitate all’etanolo, come la chiarificazione di succo di mela [9]. Questa evidenza è utile per comprendere la diversità funzionale delle alpha-amilasi, ma non significa che ogni prodotto commerciale destinato alla liquefazione dell’amido gelatinizzato debba essere trattato come enzima per amido grezzo.

La performance di un’alpha-amilasi termostabile dipende dall’interazione tra substrato, temperatura di processo, pH, tempo di contatto, concentrazione di solidi, grado di gelatinizzazione e presenza di altri componenti nel mash. La letteratura sulla liquefazione dell’amido di cassava mostra che pH, temperatura e tempo possono influenzare la conversione dell’amido in maltodestrine [10].
La materia prima è altrettanto importante. Amidi provenienti da cassava, frumento, malto o sago non hanno la stessa morfologia granulare, lo stesso rapporto amilosio/amilopectina o lo stesso comportamento alla gelatinizzazione. Per questo motivo, due processi che usano lo stesso principio enzimatico possono richiedere condizioni operative diverse per ottenere la stessa fluidificazione del mash [7].
Anche la composizione ionica può avere un impatto. Alcune alpha-amilasi richiedono o beneficiano della presenza di calcio per mantenere attività e stabilità, come mostrato in uno studio su un’alpha-amilasi da Bacillus megaterium esposta sulla superficie di E. coli, in cui il calcio risultava importante per attività e stabilità termica [11]. Questo dato va interpretato come caratteristica di specifici sistemi enzimatici, non come regola universale applicabile automaticamente a ogni formulazione.
La presenza di etanolo è un ulteriore fattore da considerare. Uno studio sull’effetto dell’etanolo come co-solvente ha mostrato che l’etanolo può ridurre l’idrolisi dell’amido da parte di alpha-amilasi e alterare aspetti strutturali dell’enzima [12]. In un processo industriale convenzionale ciò è coerente con il posizionamento dell’alpha-amilasi prima della fase in cui la fermentazione accumula quantità significative di etanolo.
Il primo beneficio operativo è la riduzione della viscosità. Durante la gelatinizzazione, il mash amidaceo può diventare difficile da agitare e pompare; l’alpha-amilasi termostabile rompe le catene polisaccaridiche e riduce la dimensione media delle molecole, rendendo il sistema più fluido [3].
Un secondo beneficio è la preparazione del substrato alla saccarificazione. Le destrine prodotte dalla liquefazione sono più adatte all’azione della glucoamilasi rispetto all’amido non trattato o solo gelatinizzato. Nello schema su cassava, l’alpha-amilasi è usata prima della glucoamilasi proprio per costruire una sequenza di conversione progressiva verso zuccheri fermentescibili [1].
Un terzo beneficio è la maggiore controllabilità del processo fisico. Un mash meno viscoso consente miscelazione più uniforme, distribuzione più regolare del calore e riduzione delle difficoltà di trasferimento. La letteratura collega direttamente la liquefazione enzimatica alla necessità di gestire sospensioni gelatinizzate molto viscose nell’industria dell’amido [3].
Infine, l’alpha-amilasi termostabile offre compatibilità con un’ampia gamma di filiere amidacee. Le evidenze disponibili includono cassava, frumento, malto e amidi grezzi specifici, mostrando che il principio della liquefazione enzimatica è trasferibile, anche se la resa pratica deve essere valutata nel contesto del singolo processo [6].
L’alpha-amilasi termostabile non sostituisce tutti gli enzimi necessari alla conversione dell’amido in etanolo. Il suo compito principale è la liquefazione; la produzione di glucosio fermentescibile richiede normalmente una fase saccarificante, spesso basata su glucoamilasi o sistemi enzimatici complementari [1].
Non tutte le alpha-amilasi sono equivalenti. Origine microbica, stabilità, affinità per il substrato, tolleranza alle condizioni di processo e comportamento su amidi grezzi o gelatinizzati possono variare in modo significativo. Gli studi su alpha-amilasi da Bacillus, Thermobifida o sistemi ricombinanti dimostrano una varietà funzionale ampia, ma non autorizzano a trasferire automaticamente i risultati di un enzima specifico a tutti gli altri [8].
L’idrolisi di amido grezzo è un esempio di area promettente ma non universale. Alcune ricerche mostrano enzimi capaci di agire su amidi granulari, ma tale comportamento dipende dalla struttura del substrato e dall’enzima utilizzato. Nei processi industriali tradizionali di etanolo, la liquefazione dell’amido gelatinizzato resta un approccio più consolidato rispetto alla digestione diretta dell’amido grezzo [9].
Anche i bioprocessi consolidati, nei quali microrganismi ingegnerizzati esprimono enzimi amilolitici e fermentano contemporaneamente gli zuccheri, rappresentano un’area di ricerca attiva. Ceppi ricombinanti di Saccharomyces cerevisiae sono stati studiati per esprimere alpha-amilasi e glucoamilasi e contribuire alla conversione di amido grezzo in biofuel [5]. Tuttavia, questi sistemi non eliminano il valore pratico delle aggiunte enzimatiche separate nei processi convenzionali già strutturati.
La ricerca sul bioetanolo cerca di ridurre il numero di passaggi, il consumo energetico e la dipendenza da pretrattamenti intensivi. In questo contesto, sono stati studiati ceppi microbici capaci di produrre enzimi amilolitici direttamente durante la fermentazione, con l’obiettivo di avvicinare idrolisi e conversione in etanolo in un unico sistema biologico [5].
Sono stati esplorati anche sistemi in cui enzimi amilolitici vengono esposti sulla superficie cellulare, ad esempio per convertire amido in prodotti come idrogeno, etanolo o acido succinico senza una pre-saccarificazione separata. Uno studio su alpha-amilasi da Bacillus megaterium esposta su E. coli mostra come l’ingegneria enzimatica e cellulare possa modificare il modo in cui l’amido viene processato [11].
Queste direzioni sono importanti per la ricerca, ma non cambiano la logica del processo convenzionale. In molti impianti, l’approccio più leggibile e modulare resta l’aggiunta di un’alpha-amilasi termostabile nella fase di liquefazione, seguita da saccarificazione e fermentazione. Questa configurazione permette di separare le condizioni ottimali della fase calda da quelle più adatte alla fermentazione microbica [1].
Sebbene il focus di questo prodotto sia l’industria dell’etanolo, le alpha-amilasi termostabili appartengono a una classe enzimatica usata in molte filiere industriali. La letteratura riporta applicazioni nella produzione di sciroppi, alimenti, detergenti, tessile, carta e amidi modificati, oltre alla produzione di alcol [2].
Questa ampiezza applicativa deriva dalla natura del substrato: l’amido è una materia prima diffusa, economica e trasformabile in intermedi con proprietà diverse. La capacità dell’alpha-amilasi di ridurre la lunghezza delle catene glucidiche consente di modulare viscosità, solubilità e accessibilità del substrato in processi molto differenti [4].
Per l’etanolo, tuttavia, l’applicazione resta specifica: preparare una sospensione amidacea alla conversione fermentativa. Le applicazioni in detergenza, carta o tessile dimostrano la robustezza tecnologica della classe enzimatica, ma non devono confondere il ruolo primario nel bioetanolo, che è la liquefazione del mash e la preparazione alla saccarificazione [1].
Thermostable Alpha-Amylase For Starch Hydrolysis In Ethanol Industry è presentato da Enzymes.bio come enzima per supportare l’idrolisi e la liquefazione dell’amido in processi collegati alla produzione di etanolo. Il suo posizionamento tecnico è coerente con l’uso documentato delle alpha-amilasi termostabili: riduzione della viscosità, formazione di destrine e preparazione del substrato per la saccarificazione [3].
Enzymes.bio opera come fornitore del prodotto, non come produttore e non come laboratorio di analisi. Il prodotto è disponibile per acquisto online in unità da 1 kg; il Certificato di Analisi e la Scheda di Dati di Sicurezza sono forniti insieme all’ordine.
Per un utilizzatore industriale, il modo corretto di considerare questo enzima è come componente funzionale della fase di liquefazione. Non è una soluzione isolata per l’intera produzione di etanolo, ma un elemento della sequenza amido → destrine → zuccheri fermentescibili → etanolo, in cui ogni fase ha un ruolo biochimico e operativo distinto [1].
L’alpha-amilasi termostabile per idrolisi dell’amido è un enzima chiave nella produzione di etanolo da materie prime amidacee. Agisce nella fase di liquefazione, riducendo la viscosità del mash e trasformando l’amido gelatinizzato in destrine più accessibili agli enzimi saccarificanti [4].
Le evidenze scientifiche supportano il suo impiego su substrati come cassava, frumento, malto e alcuni amidi grezzi, pur mostrando che le prestazioni dipendono dal tipo di enzima, dalla materia prima e dalle condizioni di processo [6]. Il valore pratico dell’enzima è quindi specifico e misurabile in termini di funzione di processo: rendere l’amido più fluido, più lavorabile e più adatto alla successiva conversione in zuccheri fermentescibili.
Nel contesto di Enzymes.bio, Thermostable Alpha-Amylase For Starch Hydrolysis In Ethanol Industry è un prodotto fornito online in unità da 1 kg per applicazioni di idrolisi dell’amido nella filiera dell’etanolo. Integrato correttamente con saccarificazione e fermentazione, rappresenta uno strumento tecnico per trasformare materie prime amidacee in substrati più adatti alla produzione di etanolo.
Venduto in unità da 1 kg, disponibile a magazzino e pronto per la spedizione. Ordina direttamente dal nostro store: paga online e noi elaboriamo il tuo ordine. Un Certificato di Analisi e una Scheda Dati di Sicurezza sono inclusi in ogni ordine.
Acquista Thermostable Alpha-Amylase For Starch Hydrolysis In Ethanol Industry →Numerati in ordine di prima citazione. Fonti open access, ciascuna verificata come raggiungibile al momento della pubblicazione; i numeri di citazione nel testo rimandano qui.