耐熱型 α-澱粉酶(Thermostable Alpha-Amylase)主要用於澱粉基乙醇製程的前段液化:它在高溫澱粉糊化條件下切斷澱粉分子中的 α-1,4 糖苷鍵,將高黏度澱粉漿轉為較低黏度的糊精與寡糖系統。
在乙醇產業中,此酵素的角色不是單獨完成發酵,而是讓玉米、木薯、稻米、馬鈴薯或其他澱粉質原料更適合後續糖化與酵母發酵;多篇澱粉乙醇研究皆將 α-澱粉酶放在液化或初步水解階段 [1]。
Enzymes.bio 供應此類酵素產品,適用於需要澱粉液化、降低製程黏度與支援後續糖化的乙醇應用;產品以 1 kg 單位在線上直接銷售,CoA 與 SDS 會隨訂單一併提供。
酵素名稱:Thermostable Alpha-Amylase For Starch Hydrolysis In Ethanol Industry
主要應用:澱粉基乙醇製程中的高溫液化、澱粉初步水解、降黏與糖化前處理。
α-澱粉酶是一類作用於澱粉內部 α-1,4 糖苷鍵的內切型澱粉水解酵素。澱粉由直鏈澱粉與支鏈澱粉構成;在未經糊化與水解前,顆粒結構與高分子鏈段會限制酵素與微生物的可接近性。α-澱粉酶的工業價值在於,它能把長鏈澱粉快速剪切成較短的糊精、麥芽寡糖與其他可再被糖化酵素處理的中間產物,因而成為澱粉製糖與澱粉基乙醇製程中常見的前段酵素 [2]。
「耐熱型」表示此類 α-澱粉酶設計用於較高溫的液化環境。對乙醇工廠而言,這一點很重要,因為澱粉原料通常需要加熱使顆粒吸水膨潤、糊化並釋放鏈段;若酵素能在該溫度區間維持作用,液化就可以與加熱處理更緊密地整合。研究中針對木薯澱粉液化的 pH 與溫度影響進行評估,也反映 α-澱粉酶液化條件會直接影響澱粉轉化表現 [3]。
在乙醇產業中,耐熱型 α-澱粉酶通常不被視為最終糖化酵素。它的主要任務是把黏稠、難處理的澱粉漿轉化成可流動、可糖化的液化液;後段再由葡萄糖澱粉酶或其他糖化酵素釋放更多葡萄糖,供酵母或其他產乙醇微生物發酵。關於澱粉乙醇的短篇綜述也將澱粉轉化分為水解與發酵相關步驟,並討論兩步法與直接發酵的差異 [1]。
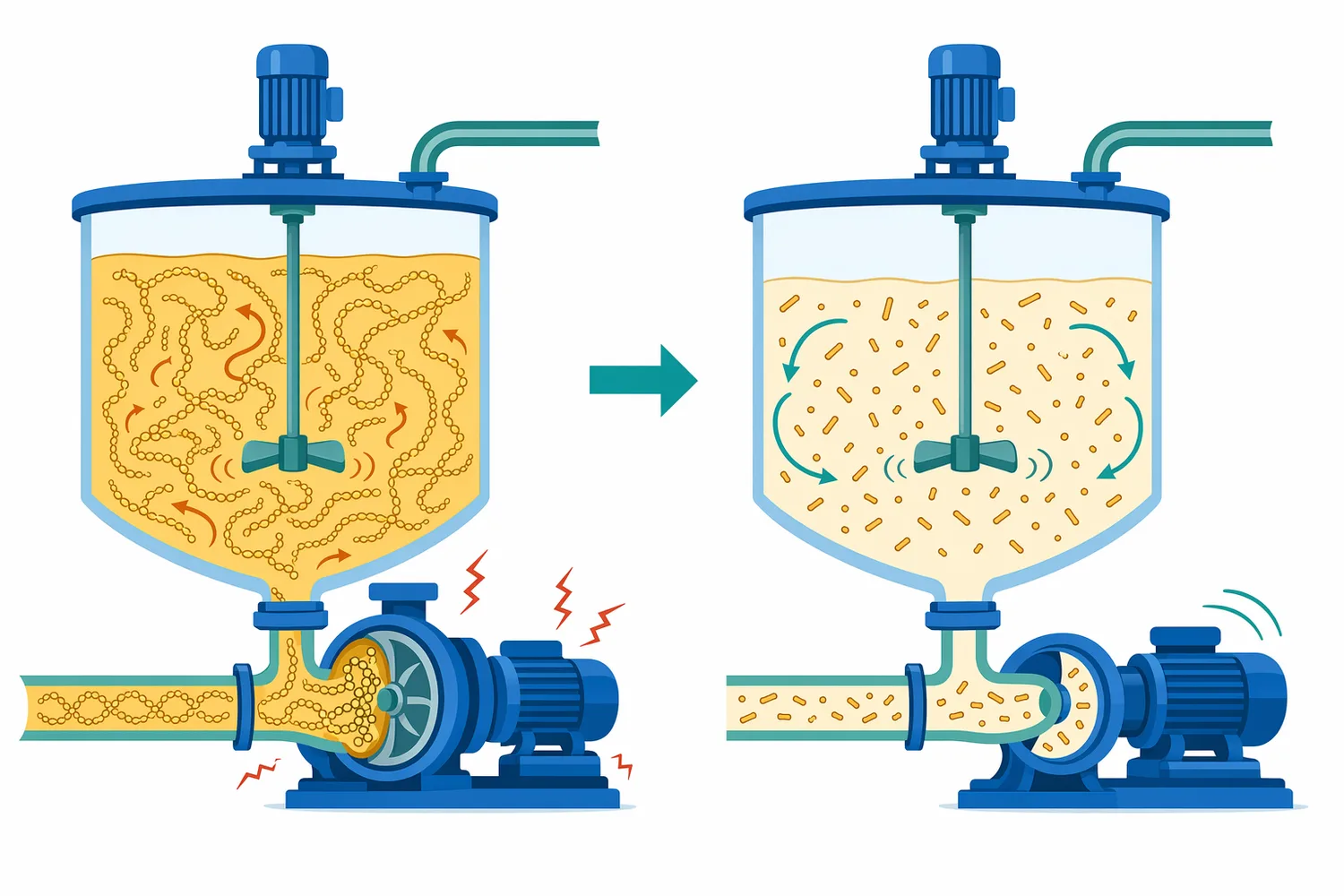
澱粉漿在加熱糊化後會迅速增稠,尤其在高固形物製程中,黏度會影響攪拌負荷、泵送穩定性、熱交換效率與酵素分散。耐熱型 α-澱粉酶在糊化與液化階段切斷澱粉長鏈,使分子量下降,物料由膠稠狀態轉為較容易流動的糊精液。低頻超音波輔助 α-澱粉酶水解澱粉的研究亦指出,澱粉水解效率與酵素接觸、物料分散和反應環境有關,顯示傳質條件是澱粉酵素反應的重要因素 [4]。
這種降黏效果的產業意義不只在於「產生糖」。在大型乙醇系統中,液化段若黏度過高,可能造成局部混合不均、加熱不均、酵素作用不均與設備負荷增加。α-澱粉酶先把澱粉鏈剪短,可讓後續糖化酵素更均勻接觸底物,也讓發酵前處理液的品質更容易維持一致。固定化澱粉水解酵素的綜述亦將澱粉水解視為可在批次或連續操作中被工程化整合的單元操作,顯示液化與水解不是單一反應,而是製程設計的一部分 [5]。
澱粉顆粒必須吸水膨潤並部分解構,酵素才更容易接近內部鏈段。高溫有助於糊化,但一般酵素在高溫下可能失活;耐熱型 α-澱粉酶的優勢就是能在較高溫液化段持續作用,使加熱、糊化與內切水解連續進行。嗜熱 Bacillus 來源耐熱 α-澱粉酶的篩選與特性研究,即反映工業上對高溫穩定澱粉酶的需求 [6]。
對乙醇產線而言,高溫液化也常與污染控制和製程穩定性相關。耐熱型 α-澱粉酶本身不是防腐劑或殺菌劑,但若液化段能維持在較高溫操作,通常較不利於許多雜菌增殖;同時,高溫也能降低澱粉漿黏度並改善溶解與分散。這些都是澱粉基乙醇工廠重視耐熱液化酵素的原因之一,而不是單純追求酵素在極端條件下「不失活」。
酵母主要利用葡萄糖等可發酵糖,而不是完整澱粉顆粒或高分子澱粉鏈。因此,澱粉基乙醇通常需要先液化,再糖化,最後發酵。以木薯澱粉單步乙醇製程的 pilot-scale 研究為例,研究討論了原生木薯澱粉水解與發酵的整合,顯示澱粉原料是否能有效轉為可發酵糖,是乙醇產量與製程效率的核心問題 [7]。
耐熱型 α-澱粉酶在此流程中的定位,是建立糖化酵素可處理的底物狀態。它將澱粉切成糊精與短鏈寡糖,但不必然直接生成最高比例的葡萄糖;若目標是高發酵效率,後段糖化酵素仍然關鍵。Dioscorea spp. 作為乙醇原料的研究採用分離水解與發酵思路,也說明澱粉或塊莖類原料的乙醇化,需要先把多醣轉換為可發酵糖,再進入微生物發酵 [8]。
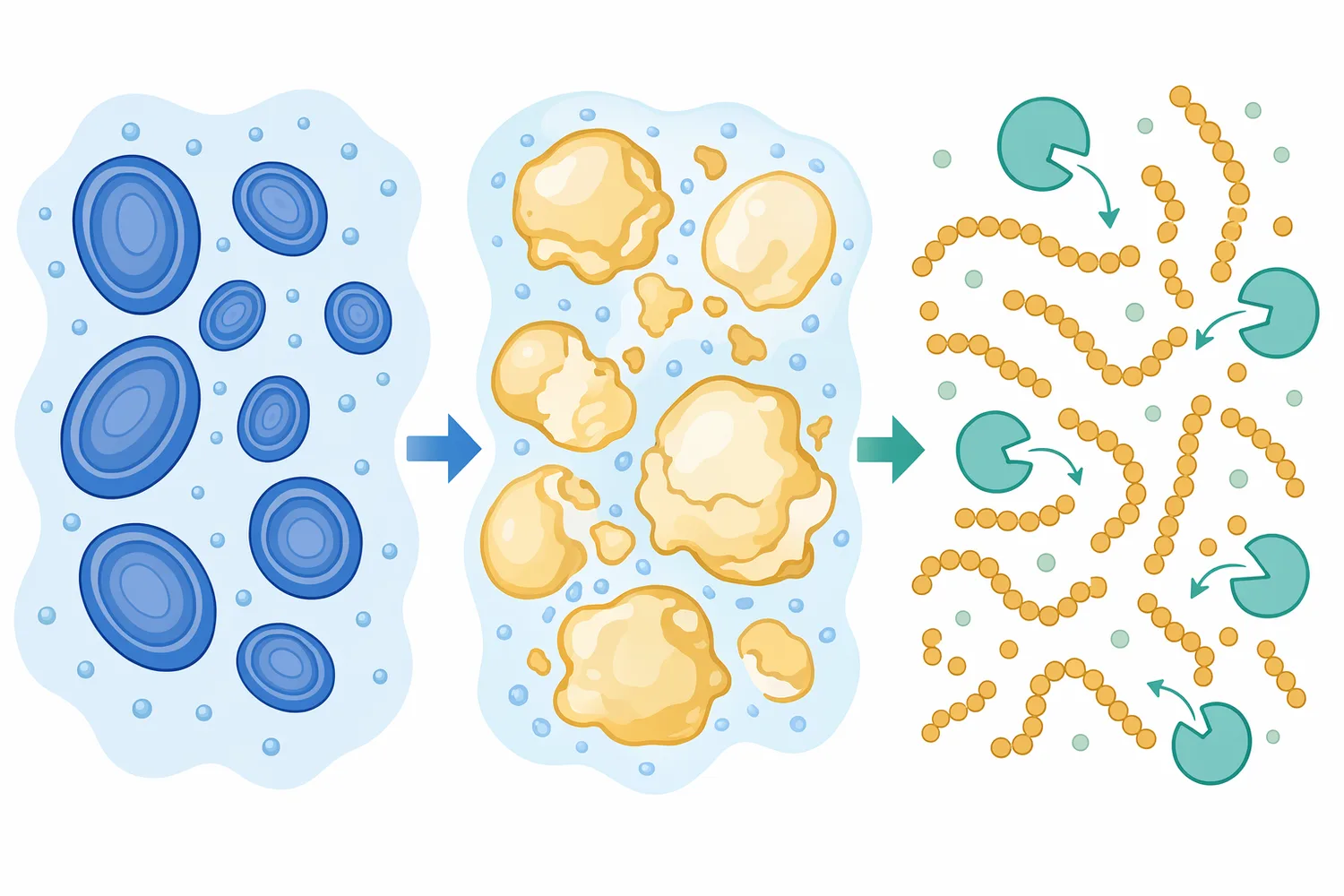
澱粉原料與水混合後,在加熱過程中顆粒會吸水膨潤,結晶區域逐步鬆動,直鏈澱粉與支鏈澱粉的部分鏈段更容易被水與酵素接觸。若沒有這一步,酵素即使存在,也可能因底物可及性不足而反應緩慢。原生澱粉冷水解技術的綜述指出,未糊化澱粉的酵素水解是一個受到原料結構、酵素特性與製程條件影響的領域,凸顯糊化與原生澱粉處理在機制上的差異 [9]。
耐熱型 α-澱粉酶的優勢,正是在糊化與升溫條件下仍能發揮液化功能。當澱粉顆粒開始解構,酵素可進入或接觸更多鏈段,促進長鏈斷裂。這種「糊化—液化」耦合對高固形物乙醇製程尤其重要,因為物料越濃,黏度與混合限制越明顯。
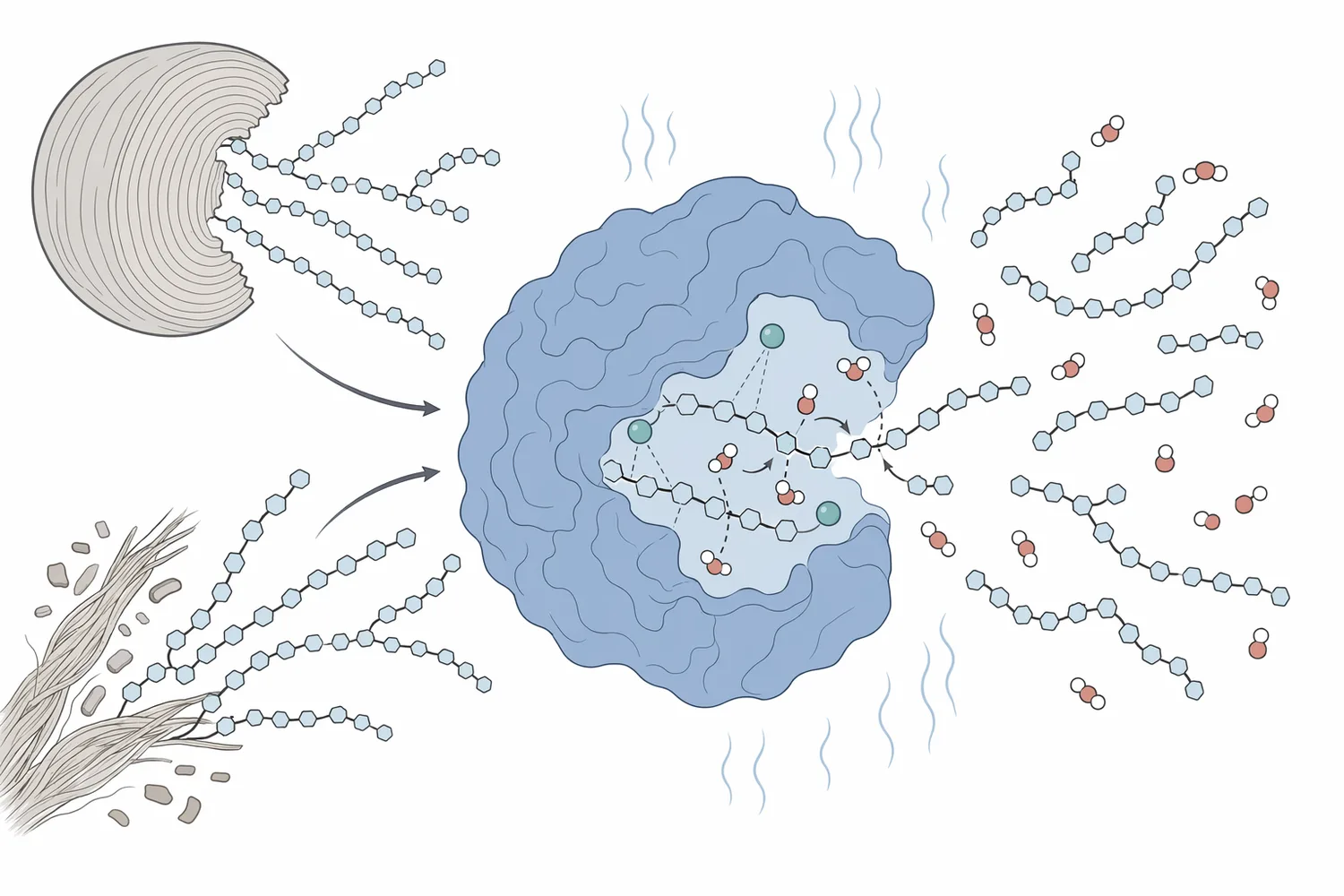
α-澱粉酶的主要反應是內切澱粉分子中的 α-1,4 糖苷鍵。不同於從鏈端逐步釋放葡萄糖的外切型酵素,α-澱粉酶會在澱粉鏈內部隨機或半隨機切割,使長鏈迅速變短。這也是液化速度通常表現為黏度快速下降,而不是一開始就形成大量葡萄糖的原因。細菌澱粉酶用於澱粉水解的研究同樣將澱粉分解與酵素對糖苷鍵的作用連結起來 [2]。
支鏈澱粉中仍存在 α-1,6 分支鍵,α-澱粉酶並不是專門切除分支的酵素;因此液化後的產物包含不同長度的糊精與寡糖,後續仍需要葡萄糖澱粉酶、去分支酵素或其他糖化系統依製程目的進一步作用。這也是為什麼乙醇產業常把 α-澱粉酶視為「前處理與液化酵素」,而不是完整糖化系統的唯一成分。
當長鏈澱粉被切短,溶液中高分子糾纏降低,黏度下降,攪拌與泵送變得更容易。液化產物通常含糊精、麥芽寡糖與少量較小糖類,這些中間產物比原始澱粉更適合後段糖化。廢棄馬鈴薯經酵素水解生產生質乙醇的研究也顯示,澱粉質廢料可透過酵素水解轉入乙醇製程,說明液化與糖化對澱粉原料再利用具有實際價值 [10]。
此階段的品質會影響後段發酵。若液化不足,殘留高黏度澱粉或大分子糊精會使糖化不完全;若液化條件過於不適合酵素,則可能增加能耗或造成糖化負擔。耐熱型 α-澱粉酶的用途,就是在較適合澱粉糊化的環境中完成這個「降分子量」步驟。
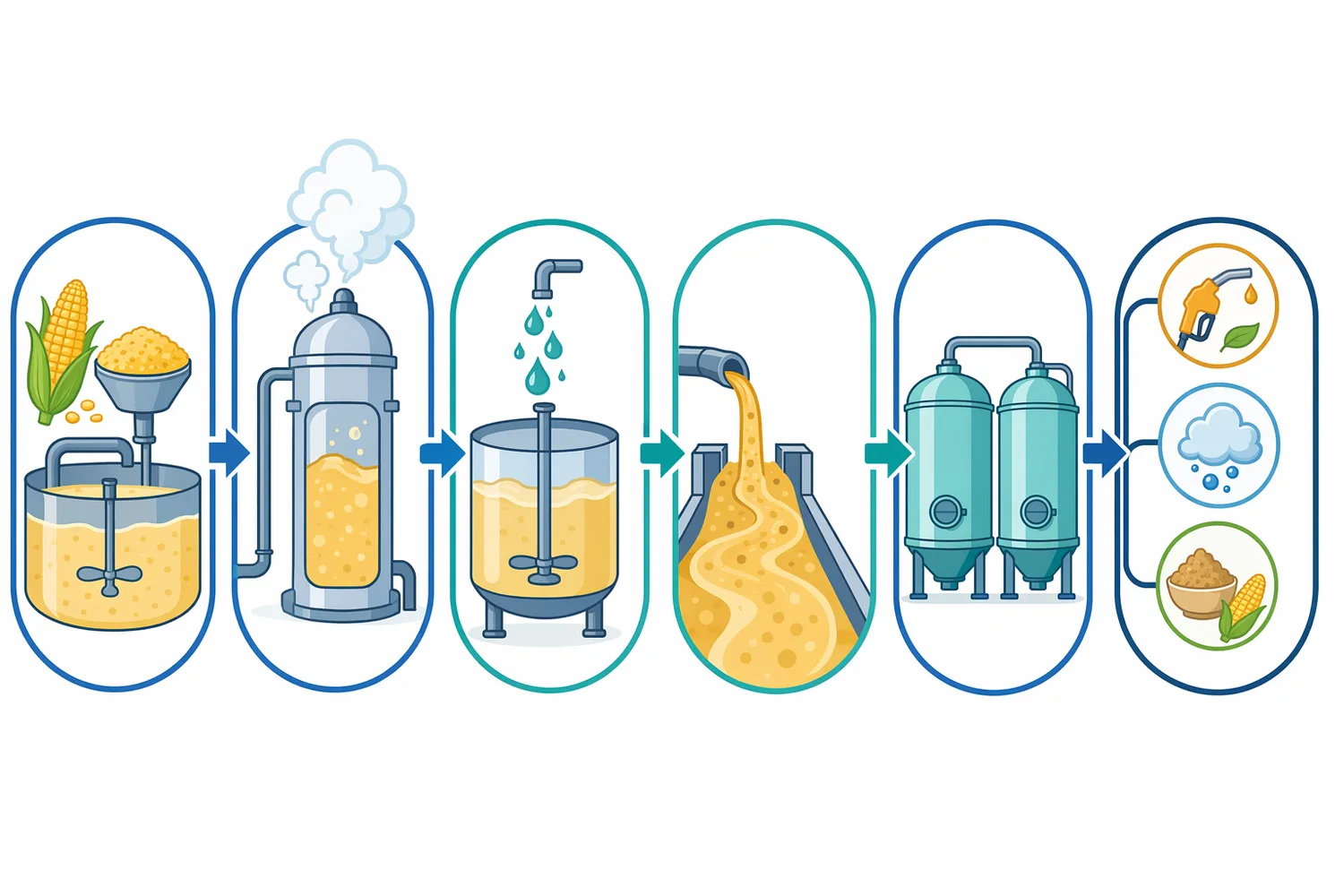
典型澱粉基乙醇製程可概括為:原料粉碎或調漿、加熱糊化、α-澱粉酶液化、糖化、發酵、蒸餾與副產物處理。不同工廠會依原料、設備與製程策略調整步驟順序,例如採用分離水解與發酵、同步糖化發酵,或原生澱粉低溫/不蒸煮路線。澱粉乙醇生產的兩步法與直接發酵綜述,正是從這些流程配置角度討論澱粉轉化與乙醇生成的關係 [1]。
在傳統高溫液化路線中,耐熱型 α-澱粉酶通常加入於糊化前後或液化槽中,使澱粉長鏈在升溫環境中被快速切短。之後物料經條件調整後進入糖化段,由糖化酵素釋放可發酵糖。若採用「no-cook」或原生澱粉路線,則可能使用能攻擊未完全糊化澱粉的酵素組合;稻米基高重力 no-cook 乙醇研究即反映產業與學術界對降低熱處理需求的關注 [11]。

以下比較可協助理解耐熱型 α-澱粉酶在不同澱粉乙醇策略中的角色:
| 製程策略 | 澱粉處理特徵 | α-澱粉酶角色 | 對乙醇製程的意義 |
|---|---|---|---|
| 傳統糊化/高溫液化 | 先加熱使澱粉糊化,再進行液化與糖化 | 耐熱型 α-澱粉酶在高溫下切斷 α-1,4 鍵,快速降黏 | 適合需要穩定液化、可泵送與後續糖化的主流澱粉製程 |
| 分離水解與發酵 | 水解與發酵分段進行 | α-澱粉酶提供液化基礎,糖化後再發酵 | 便於分別控制水解與發酵條件,常用於研究與製程最佳化 [8] |
| 同步糖化與發酵或整合式流程 | 糖化與發酵部分重疊 | 前段仍需適當液化,避免高黏度阻礙反應 | 可縮短流程時間,但需兼顧酵素與微生物條件 |
| 原生澱粉/no-cook 路線 | 降低或避免高溫蒸煮 | 可能需搭配原生澱粉水解能力較強的酵素系統 | 可降低熱處理需求,但更受原料結構與酵素可及性限制 [9] |
這些策略沒有絕對優劣,關鍵在於原料與設備條件。若工廠處理的是玉米粉、木薯澱粉、米粉或馬鈴薯廢料等高澱粉底物,且既有流程包含高溫糊化/液化段,耐熱型 α-澱粉酶通常是合理的前段酵素選項。若流程走向低溫或原生澱粉水解,則需要更重視底物顆粒結構與酵素組合的匹配 [11]。
玉米、木薯、稻米、小麥、馬鈴薯與薯蕷類原料都含有可轉化為乙醇的澱粉,但顆粒大小、直鏈澱粉比例、糊化行為、纖維與蛋白質伴隨物不同,會影響液化表現。木薯澱粉常被研究用於乙醇,因其澱粉含量高且在許多地區易取得;pilot-scale 木薯澱粉研究即將原生澱粉水解與發酵結合,探討單步乙醇生產的可行性 [7]。
馬鈴薯或廢棄馬鈴薯則代表另一類應用:它們可能同時具有澱粉回收與廢棄物能源化意義。以廢棄馬鈴薯作為永續 waste-to-energy 乙醇資源的研究,採用酵素水解將澱粉質廢料轉換為可發酵糖,突顯澱粉水解酵素在副產物與廢料利用中的價值 [10]。
稻米與其他穀物原料則常與高重力發酵、降低蒸煮能耗或 no-cook 技術連結。高重力條件下固形物濃度高,黏度與混合限制更明顯,因此液化效率會影響後段糖化、發酵與乙醇濃度。稻米基 no-cook 技術最佳化研究顯示,製程條件與酵素作用需一起考量,而不能只把澱粉原料視為單一成分 [11]。
耐熱型 α-澱粉酶主要針對澱粉,而不是纖維素、半纖維素或木質素。這點在乙醇產業中特別需要分清楚:澱粉基乙醇處理的是容易水解的儲藏性多醣;第二代木質纖維素乙醇則必須先克服木質素包覆、纖維素結晶度與半纖維素結構等障礙。木質纖維素乙醇水解綜述指出,原料預處理與酵素水解是該路線的核心挑戰,與澱粉液化所面對的問題不同 [12]。
因此,耐熱型 α-澱粉酶不應被描述為可直接解決所有生質乙醇原料問題。若原料主要是玉米、木薯、稻米、馬鈴薯等澱粉質底物,α-澱粉酶是液化段的關鍵工具;若原料是稻草、玉米秸稈、木屑或其他木質纖維素,則還需要纖維素酶、半纖維素酶、預處理與木質素相關策略。關於木質纖維素酵素水解的綜述也強調,該領域的酵素系統與澱粉酶系統並不相同 [13]。
澱粉轉化為乙醇的核心邏輯,是先把多醣水解成可發酵糖,再由微生物產生乙醇。兩步法與直接發酵的澱粉乙醇綜述整理了澱粉水解與發酵的製程選擇,顯示 α-澱粉酶與糖化酵素在澱粉乙醇產線中有明確位置 [1]。這支持耐熱型 α-澱粉酶作為乙醇前段液化酵素的應用定位。
工業液化不是在理想稀溶液中進行,而是在高固形物、升溫、攪拌與連續物料處理下進行。耐熱 α-澱粉酶的研究多聚焦於高溫穩定性、來源菌株與澱粉水解表現,正是因為液化段需要酵素承受較嚴苛的熱環境。Bacillus megaterium 來源耐熱 α-澱粉酶的篩選與特性研究,即說明耐熱澱粉酶仍是工業酵素研究的重要主題 [6]。
近年也有研究關注冷水解、原生澱粉水解與 no-cook 乙醇技術,目標通常是降低蒸煮能耗或簡化流程。然而,原生澱粉顆粒較難被酵素攻擊,反應受原料結構影響更大;冷水解技術綜述指出,這類路線仍需特定酵素能力與製程設計支持 [9]。因此,對已有高溫液化設備的乙醇製程而言,耐熱型 α-澱粉酶仍是直接且實用的選項。
耐熱型 α-澱粉酶不是完整乙醇生產系統。它不負責把所有糊精完全轉為葡萄糖,也不負責把糖發酵成乙醇;後續仍需依製程配置使用糖化酵素與發酵微生物。澱粉乙醇的研究與綜述通常把液化、水解與發酵分為相互銜接的步驟,這反映各單元操作有不同生化任務 [1]。
耐熱性也不代表在任何溫度、pH、固形物濃度或原料條件下都會得到相同表現。α-澱粉酶的反應受底物種類、糊化程度、鈣離子或其他配方環境、停留時間、混合效率與後段糖化配置影響。木薯澱粉液化中 pH 與溫度對 α-澱粉酶活性的影響研究,正說明液化條件會改變澱粉水解結果 [3]。
此外,若目標是處理木質纖維素或含大量非澱粉多醣的複合原料,僅使用 α-澱粉酶並不足夠。木質纖維素乙醇需要預處理與纖維素酶等不同酵素系統;預處理技術綜述將木質纖維素有效轉化的瓶頸放在結構解聚與酵素可及性上,這與澱粉糊化液化的問題不同 [14]。
Enzymes.bio 供應 Thermostable Alpha-Amylase For Starch Hydrolysis In Ethanol Industry,定位為用於乙醇產業澱粉水解與液化前處理的酵素產品。Enzymes.bio 是酵素供應商,不是製造商,也不是實驗室;本文件提供的是技術背景與應用理解,協助使用者掌握耐熱型 α-澱粉酶在澱粉基乙醇製程中的功能位置。
產品以 1 kg 單位於線上直接銷售。完成線上付款後,訂單會依線上流程處理並出貨;CoA(檢驗成績書)與 SDS(安全資料表)會隨訂單一併提供,便於使用者進行內部文件留存與安全管理。
整體而言,耐熱型 α-澱粉酶最適合被理解為「澱粉乙醇前段液化工具」:它在高溫糊化條件下切短澱粉鏈、降低黏度、產生可糖化中間產物,並為後續糖化與發酵建立更可控的底物狀態。研究證據支持 α-澱粉酶在木薯、稻米、薯類與其他澱粉質原料乙醇製程中的應用,但最終表現仍取決於原料、流程與現場製程條件 [7]。
以 1 kg 單位販售,現貨供應,可立即出貨。請直接於我們的線上商店下單並付款,我們將為您處理訂單。每筆訂單皆附分析證明書與安全資料表。
購買 Thermostable Alpha-Amylase For Starch Hydrolysis In Ethanol Industry →依首次引用順序編號。所有來源皆為開放取用資料,並於發布時確認可連線;正文中的引用編號會連結至此。