Yeast Protein Hydrolyzing Enzyme is a proteolytic enzyme preparation used to convert protein-rich yeast biomass into more soluble peptides and amino-acid-rich fractions. In yeast extract, spent brewer’s yeast valorization, savory ingredient production, and yeast hydrolysate processing, its role is to help release and modify yeast proteins under controlled processing conditions rather than relying only on autolysis, mechanical rupture, or harsher chemical treatment. Research on spent brewer’s yeast shows that enzymatic hydrolysis can improve solids release, crude protein recovery, and measured antioxidant properties when the process is appropriately controlled [1].
Enzymes.bio supplies Yeast Protein Hydrolyzing Enzyme directly online by the 1 kg unit. Orders are paid online, processed, and shipped, with a Certificate of Analysis and Safety Data Sheet included with the order.
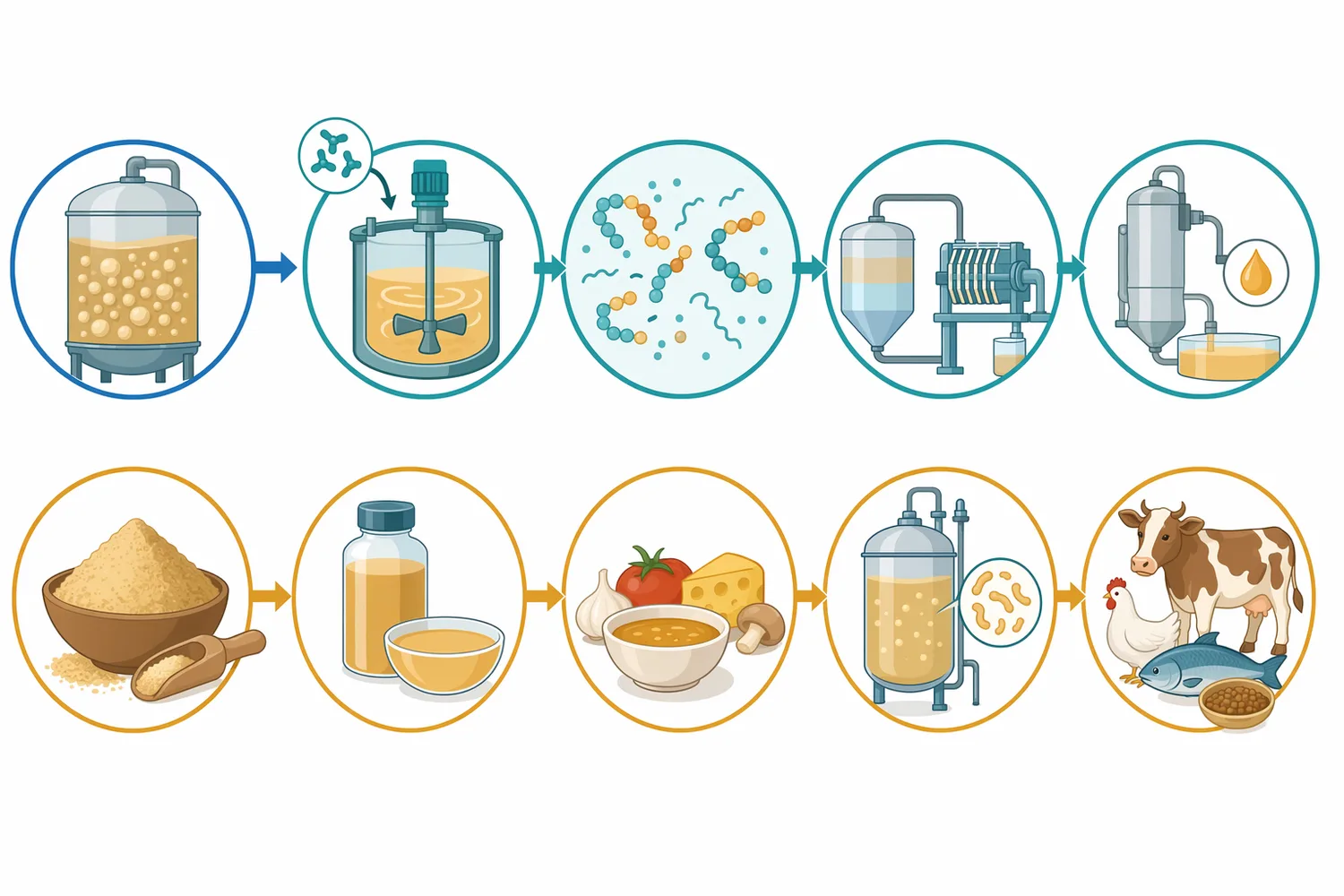
Yeast Protein Hydrolyzing Enzyme is best understood as a protease-based processing aid for yeast-derived materials. Proteases catalyze the cleavage of peptide bonds: the chemical links that hold amino acids together in proteins. Instead of treating yeast biomass as a fixed, insoluble protein mass, enzymatic hydrolysis converts part of the protein fraction into shorter peptides and free amino-acid-rich soluble material, which can then behave differently in extraction, separation, concentration, flavor development, or formulation steps [2].
In real processing streams, the substrate is rarely purified yeast protein. It is normally a complex yeast slurry, yeast cream, spent brewer’s yeast, yeast extract intermediate, or dried yeast suspension containing proteins, carbohydrates, lipids, nucleic acids, minerals, and cell wall components. A spent brewer’s yeast study using dry yeast as a model substrate reported a composition of about 50 wt% protein, 33 wt% carbohydrates, and 6 wt% lipids, showing why yeast side streams are attractive protein-rich raw materials but also why extraction is not simply a matter of dissolving one clean ingredient [1].
The value of a yeast protein hydrolyzing enzyme is therefore twofold. First, it helps convert larger yeast proteins into smaller peptide fractions that are typically easier to solubilize and handle. Second, when used as part of a controlled disruption or extraction process, proteolysis can help release intracellular and cell-associated protein material that would otherwise remain trapped inside or associated with the yeast structure [1].
Yeast is widely used in brewing, baking, fermentation, food ingredient production, and biotechnology. After fermentation, a large amount of yeast biomass may remain as a by-product. Spent brewer’s yeast is a particularly important example because only part of the yeast may be reused as inoculum, leaving a protein-rich stream that can be upgraded into yeast extract, yeast protein hydrolysate, savory ingredients, feed materials, or fermentation nutrients [1].
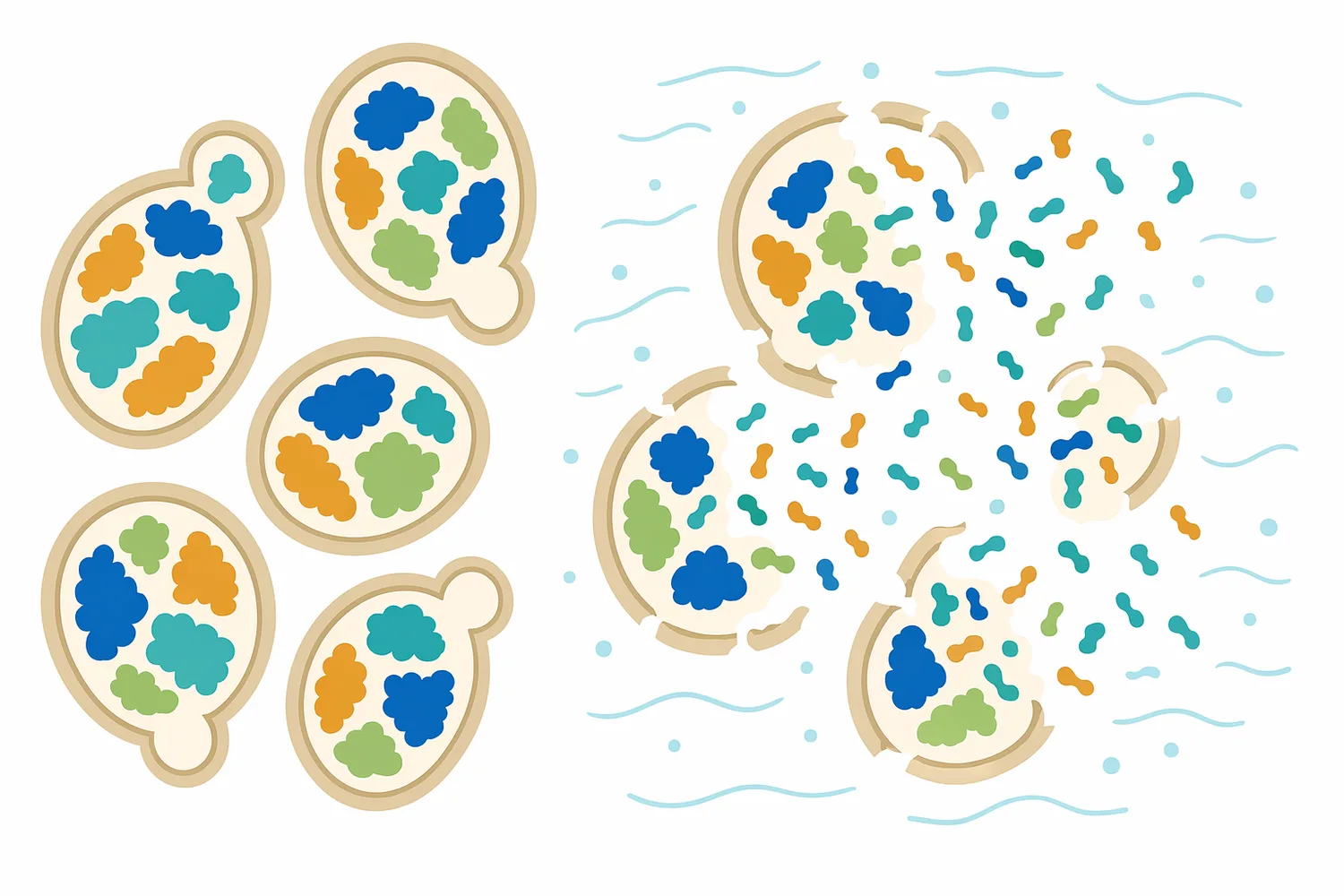
The difficulty is accessibility. Yeast cells have protective structures that are valuable in biological terms but inconvenient in industrial recovery. The cell wall and associated matrices restrict the release of intracellular proteins and other compounds. If the cells are not adequately disrupted or permeabilized, a meaningful portion of the protein value can remain locked in solid residues rather than moving into the recoverable liquid phase [1].
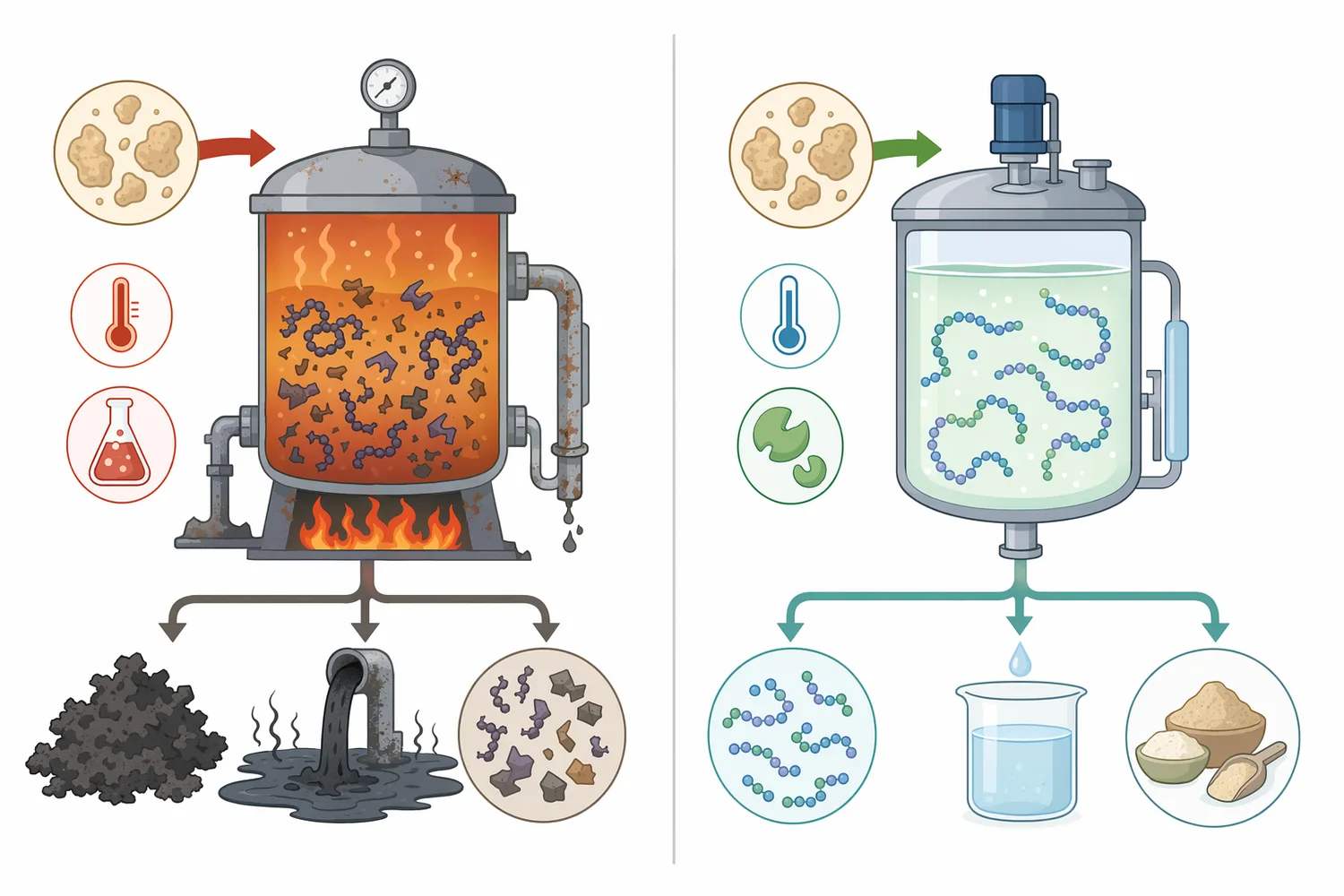
Traditional approaches include autolysis, mechanical rupture, thermal treatment, acid or alkali hydrolysis, and combinations of these methods. Each can work, but each changes the material in a different way. Autolysis depends on endogenous yeast enzymes and can be slow. Mechanical rupture can physically open cells but may require energy-intensive equipment and may not generate the same peptide profile as proteolysis. Chemical and severe thermal approaches can increase breakdown but may also be less selective, with greater risk of unwanted side reactions, harsh process conditions, or downstream handling burdens [1].
Enzyme-assisted processing is different because the reaction is catalytic and substrate-directed. The enzyme does not simply “cook” or dissolve the biomass; it acts on susceptible peptide bonds in yeast proteins. That specificity is one of the reasons enzymes are used broadly in industrial processing: they accelerate defined reactions under suitable conditions without being consumed in the overall reaction cycle [2].
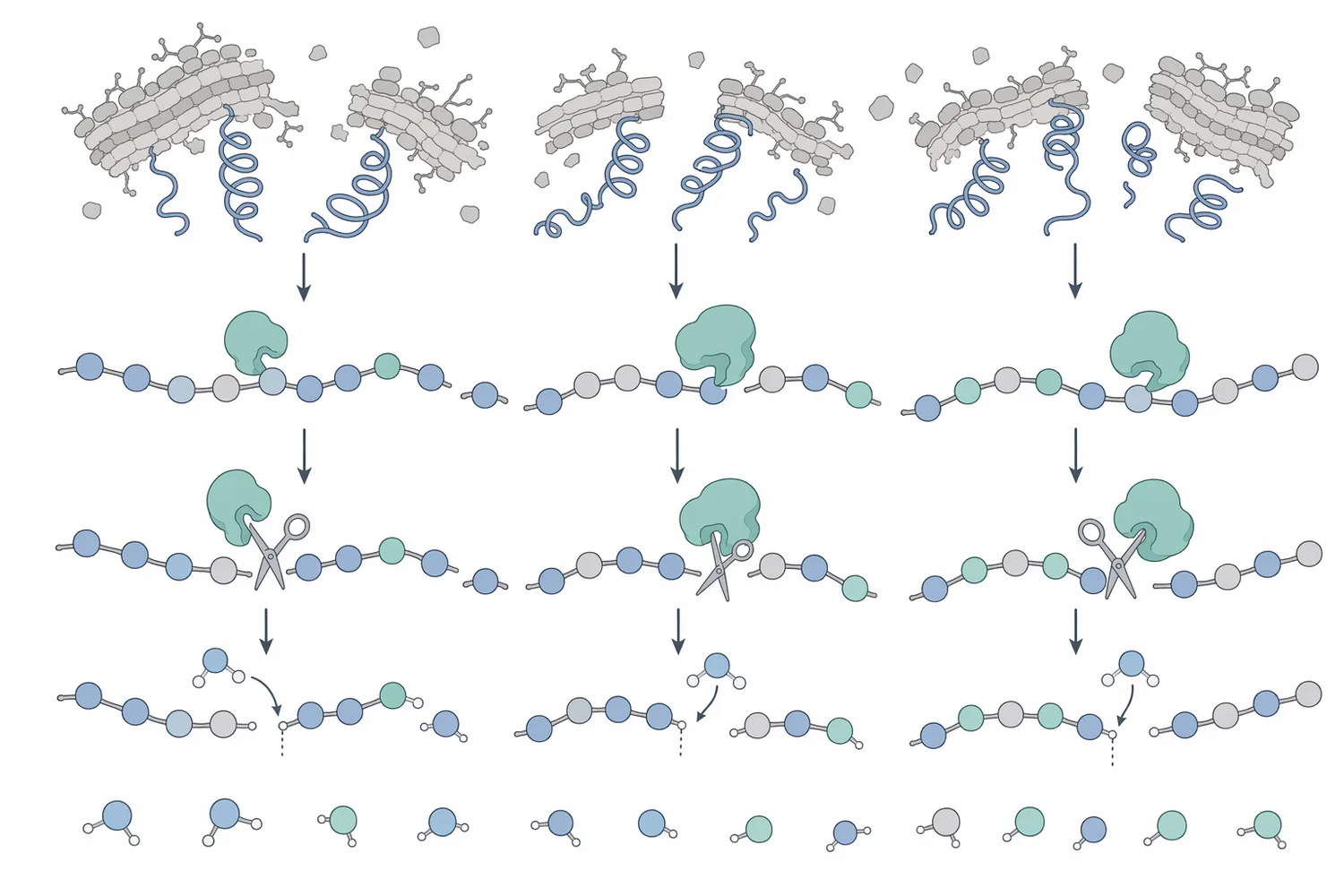
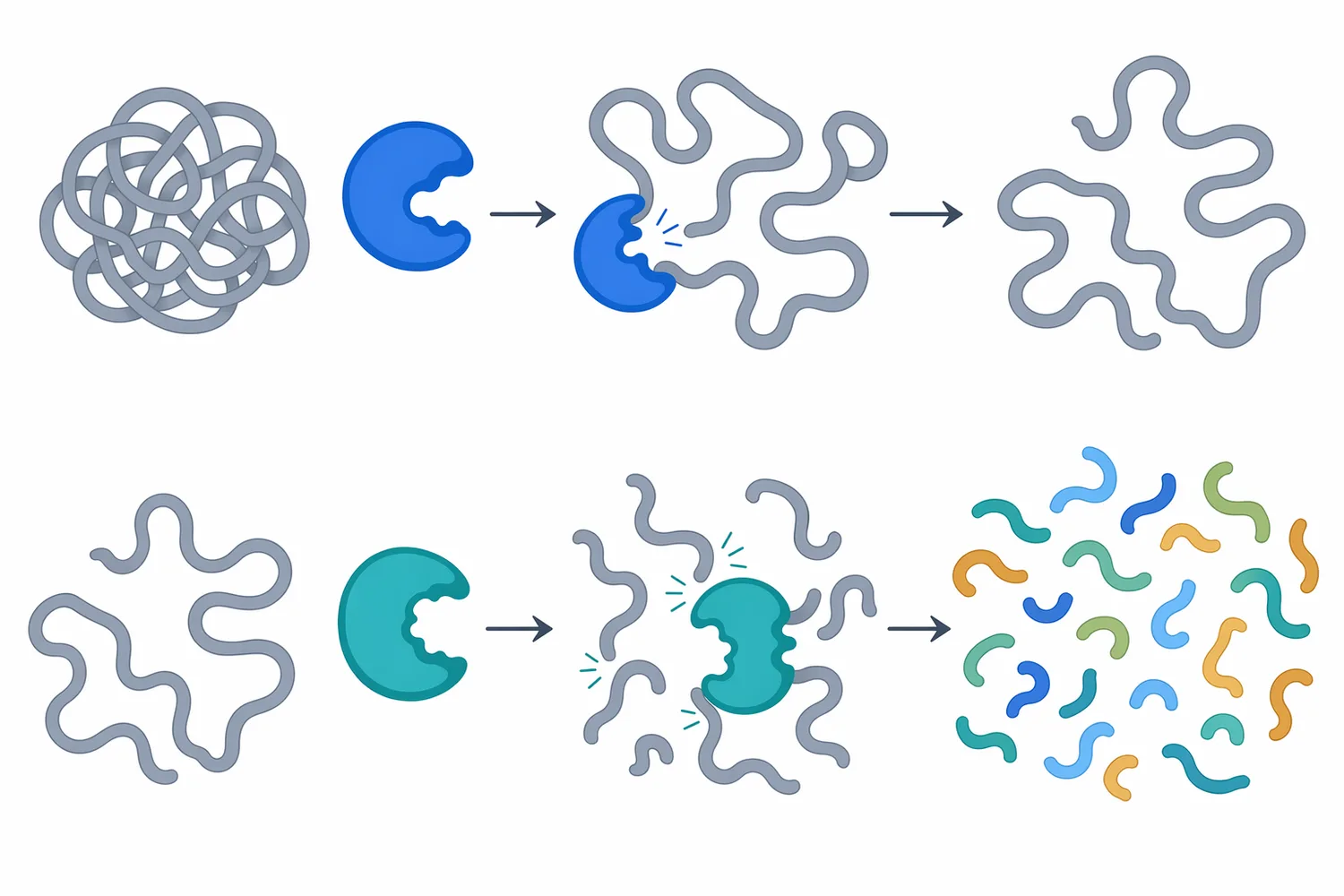
A yeast protein is a long chain of amino acids folded into a three-dimensional structure. Many of those proteins are inside the yeast cell, associated with membranes, embedded in intracellular material, or connected with the broader yeast cell matrix. Yeast Protein Hydrolyzing Enzyme acts by binding to accessible protein regions and catalyzing the hydrolysis of peptide bonds, using water to split the chain into shorter fragments [2].
That molecular cut has practical consequences. A large protein may have limited solubility because hydrophobic regions are buried or aggregated, because the structure is compact, or because it is physically trapped with other yeast components. When the protein is cleaved, new chain ends are created and the original structure is loosened. Shorter peptides are often more dispersible in water than intact aggregated protein, and more nitrogen-containing material can move from the solid phase into the liquid phase [1].
Proteolysis can also change functionality. Short peptides do not behave exactly like intact proteins. They may contribute differently to viscosity, turbidity, emulsification, bitterness, savory flavor, digestibility, or antioxidant measurements, depending on the yeast source and process. This is why yeast hydrolysate production is not only an extraction step; it is also a controlled modification step that changes the size distribution and functional behavior of the protein fraction [1].
It is important to be precise about what a protease does and does not do. A yeast protein hydrolyzing enzyme primarily hydrolyzes protein. It is not the same as a cellulase, glucanase, or other polysaccharide-degrading enzyme. In whole yeast biomass, improved release may still be observed because cutting cell-associated proteins and intracellular proteins can weaken the protein matrix, reduce aggregation, and make released material more soluble, especially when enzymatic hydrolysis is combined with suitable physical or thermal pre-treatment [1].
A key open-access study on spent brewer’s yeast compared conventional rupture approaches, including autolysis and mechanical rupture, with enzymatic hydrolysis using commercial proteolytic enzymes such as Brauzyn®, Alcalase™, Protamex™, and Flavourzyme™. The study found that enzymatic hydrolysis released yeast compounds more efficiently and reported increases of 50% in crude protein, 83% in protein recovery, and 63% in antioxidant properties under the optimized tested conditions [1].
The same work concluded that enzymatic hydrolysis promoted more efficient release of solids and protein and stronger cell-wall breakdown than autolysis or mechanical rupture under the experimental conditions. This is directly relevant to industrial yeast protein recovery because it shows that the enzyme step can do more than simply generate flavor peptides; it can improve the movement of protein-rich material from the biomass into the recoverable fraction [1].
The optimized condition in that study included pH 5.5, full substrate concentration in the experimental design, a higher enzyme-to-substrate level within the tested range, and 60 °C. The authors also reported that higher enzyme-to-substrate level and lower pH positively influenced solids and protein yield, while higher temperature reduced antioxidant properties. In practical terms, this demonstrates that enzymatic yeast hydrolysis is sensitive to process environment: the same yeast material can give different yields and functional outcomes depending on pH, temperature, concentration, and reaction severity [1].
The study also showed that yeast history matters. Repitched spent brewer’s yeast required 3.5 times longer to reach the same degree of hydrolysis as non-repitched spent brewer’s yeast. That result is especially useful for interpreting plant reality: two yeast streams may both be “spent yeast,” but differences in fermentation history, stress exposure, washing, storage, and cell integrity can change how quickly protein becomes accessible to enzymatic treatment [1].
A further finding was that sequential enzymatic hydrolysis using Brauzyn® and Alcalase™ gave maximum solid recovery and antioxidant properties in the tested system. This does not mean every process needs multiple proteases, and it should not be read as a universal formula. It does show the mechanistic reason combined enzyme systems can be effective: proteases with different cleavage preferences may expose new sites for one another and generate a broader peptide profile than a single enzyme under the same conditions [1].
Different yeast processing routes are often used for different reasons. The table below gives a practical comparison at a conceptual level. It is not a specification table; it is a way to understand why enzyme-assisted processing is commonly considered when the goal is protein recovery, peptide formation, and controlled hydrolysate quality.
| Processing route | Main action on yeast biomass | Strengths | Limitations in protein hydrolysate work |
|---|---|---|---|
| Autolysis | Relies on endogenous yeast enzymes to break down cellular components over time | Simple concept; can contribute to traditional yeast extract production | Can be slow and variable; depends heavily on yeast condition and endogenous enzyme activity |
| Mechanical rupture | Physically disrupts yeast cells by shear, pressure, milling, or similar force | Directly opens cell structures; useful for increasing access | May require high energy input; does not by itself control peptide profile |
| Chemical hydrolysis | Uses acid or alkali conditions to break bonds and release material | Can achieve extensive breakdown | Less selective; may create harsher downstream conditions and unwanted changes |
| Thermal or hydrothermal processing | Uses heat, pressure, or hot water conditions to solubilize and break down biomass | Can rapidly release soluble material under severe conditions | Excessive severity can degrade amino acids or generate undesirable compounds |
| Enzymatic proteolysis | Uses proteases to cleave yeast proteins into peptides and soluble nitrogen fractions | More targeted protein modification; can improve protein release and hydrolysate functionality | Performance depends on yeast source, access to substrate, pH, temperature, mixing, and process time |
The spent brewer’s yeast research is important because it did not evaluate enzymatic hydrolysis only in theory. It compared enzyme-based treatment against conventional rupture methods and found better release of solids and proteins in the enzymatic treatments under the tested conditions [1].
Separate yeast hydrolysate research also supports the broader industrial value of converting yeast biomass into nutrient-rich liquid fractions. In one study, liquid yeast hydrolysate supported E. coli cultivation, with a reported steady-state concentration of 1.18 g/L compared with 0.93 g/L using commercial yeast extract under the study conditions. Although that work concerns hydrolysate use rather than protease-only processing, it reinforces the value of yeast-derived soluble nutrients in fermentation applications [3].
The most important practical message is that yeast protein hydrolysis is controlled conversion, not simple addition. Enzymes are sensitive to their environment because their catalytic activity depends on three-dimensional structure and substrate binding. If the process environment supports the enzyme and exposes the yeast protein, hydrolysis proceeds more effectively; if the environment disrupts enzyme structure or keeps proteins inaccessible, performance falls [2].
pH affects both the enzyme and the yeast proteins. For the enzyme, pH changes the ionization of amino acid residues in and around the active site, which can change substrate binding and catalytic efficiency. For the yeast proteins, pH changes net charge and aggregation behavior, influencing whether proteins remain packed in solids or become more dispersible in the aqueous phase [2].
In the spent brewer’s yeast study, pH 5.5 was part of the optimized condition for yield and antioxidant enhancement, and lower pH within the tested design had a positive influence on solids and protein yield. This should be interpreted as evidence for that experimental system, not as a universal pH rule for every yeast substrate or every protease preparation [1].
Temperature accelerates molecular motion and can increase reaction rate up to the point where enzyme stability or product quality becomes limiting. If temperature is too low, hydrolysis may be slow. If it is too high, the enzyme may lose active structure or the hydrolysate may undergo unwanted changes. In the spent brewer’s yeast study, 60 °C was part of the successful condition, but higher temperature reduced antioxidant properties, showing that maximum extraction severity is not necessarily the same as maximum functional quality [1].
This balance matters in yeast hydrolysate production because the target is often not just “more breakdown.” The desired result may be a peptide size distribution, soluble protein level, flavor base, or functional measurement. Too little hydrolysis may leave protein unrecovered; too much severity may shift the hydrolysate toward bitterness, degradation, or loss of desirable activity [1].
Yeast slurries are dense biological suspensions. Solids content, viscosity, cell integrity, and prior processing history all influence enzyme access. If proteins remain trapped inside intact cells or packed in dense aggregates, the enzyme cannot cut bonds it cannot physically reach. Pre-treatment, hydration, mixing, and controlled solids handling therefore affect the observed hydrolysis outcome even when the enzyme itself is active [1].
The difference between repitched and non-repitched spent brewer’s yeast in the cited study illustrates this point clearly. A longer time requirement for one yeast stream means the bottleneck was not simply the presence of protein; it was the accessibility and responsiveness of that protein-rich biomass under the process conditions [1].
Reaction time determines how far hydrolysis proceeds. Early in the process, accessible protein regions may be cleaved, solubility can rise, and proteins may move into the liquid phase. With longer treatment, peptides can become smaller and the sensory or functional profile may continue to change. However, longer processing is not automatically better; the useful endpoint depends on whether the hydrolysate is intended for yeast extract, savory flavor development, protein enrichment, peptide ingredients, feed use, or fermentation nutrition [1].
Enzymatic processing gives a way to steer this conversion more selectively than many harsher approaches, but it still requires process discipline. The study evidence shows that pH, temperature, enzyme treatment, yeast source, and process duration all influence the measured outcome, which is why yeast hydrolysis is normally treated as a controlled unit operation rather than a one-step commodity addition [1].
Spent brewer’s yeast is one of the clearest applications for Yeast Protein Hydrolyzing Enzyme because it is abundant, protein-rich, and often underutilized. Enzymatic hydrolysis can help convert this side stream into a more valuable soluble fraction by improving protein release, increasing recoverable solids, and generating peptide-rich material for further processing [1].
For breweries, ingredient processors, and fermentation operations handling yeast residues, this supports a more circular use of biomass. The enzyme does not create protein; it helps unlock and modify protein already present in the yeast. That distinction is important because the economic value comes from recovering more useful material from an existing stream rather than treating spent yeast only as low-value waste [1].
Yeast extract and yeast hydrolysates are valued in savory systems because amino acids, peptides, nucleotides, and related compounds contribute to taste and aroma development. Protein hydrolysis supports this by increasing the pool of soluble peptides and amino-acid-rich material available before downstream concentration, fractionation, drying, or flavor-development steps [1].
Mechanistically, the effect is easy to understand: intact proteins are generally too large to contribute directly to many taste characteristics, while smaller peptides and amino acids can participate more readily in flavor perception and heat-driven flavor reactions. Controlled proteolysis can therefore be used to adjust the balance between body, savory depth, soluble nitrogen, and peptide character in yeast-derived ingredients [1].
Yeast protein is relevant to alternative protein development because yeast biomass can contain high protein levels and can be produced or recovered from established fermentation systems. Hydrolysis can help convert that protein into more soluble peptide fractions, which may be easier to incorporate into liquid systems, powdered blends, feed formulations, or specialty ingredient formats [1].
The functional outcome depends strongly on the peptide profile. Larger peptides may contribute body or emulsifying behavior, while smaller peptides may improve solubility but can also influence bitterness or other sensory attributes. Yeast Protein Hydrolyzing Enzyme is therefore best viewed as a tool for modifying protein functionality, not only for increasing extraction yield [1].
Hydrolyzed yeast materials are widely relevant as nutrient sources because microorganisms require available nitrogen, peptides, minerals, vitamins, and growth-supporting compounds. Research on yeast hydrolysate use in microbial cultivation shows that liquid yeast-derived hydrolysate can support bacterial growth under controlled conditions, supporting the broader concept that soluble yeast fractions can function as fermentation nutrients [3].
Where enzymatic protein hydrolysis is used for this purpose, the practical mechanism is the release of assimilable nitrogen in the form of peptides and amino-acid-rich soluble material. The final nutrient value still depends on yeast source, process history, hydrolysis conditions, separation, and the needs of the target organism [3].
The spent brewer’s yeast study reported a 63% increase in antioxidant properties under optimized enzymatic hydrolysis conditions. This indicates that protease treatment can generate or release peptide fractions with measurable functional activity in that test system [1].
Such results should be interpreted carefully. Enzymatic hydrolysis can support development of hydrolysates with antioxidant or other measured properties, but the final claim depends on the actual hydrolysate, process, analytical method, and application. The evidence supports technical potential, not a blanket guarantee that every yeast hydrolysate will show the same functional performance [1].
The strongest evidence-backed benefit is improved release and recovery of yeast protein. In the spent brewer’s yeast study, enzymatic hydrolysis increased crude protein and protein recovery compared with conventional rupture approaches under the tested conditions. For processors working with yeast biomass, this is the most direct reason to consider a yeast protein hydrolyzing enzyme: more of the existing protein can move into a usable soluble fraction [1].
A second benefit is more controlled modification. Mechanical rupture opens cells, and thermal or chemical methods can break down biomass, but proteolytic enzymes specifically cleave proteins. That specificity allows the hydrolysis step to influence peptide size, solubility, and functional behavior in ways that are different from simple physical disruption [2].

A third benefit is better utilization of by-products. Yeast residues from brewing and fermentation can be costly or inefficient to handle if treated only as waste or low-value material. Enzyme-assisted hydrolysis can help convert that biomass into protein hydrolysates, yeast extract intermediates, or soluble nutrient fractions, supporting higher-value use of a stream that already contains substantial protein [1].
The boundaries are equally important. Enzyme hydrolysis is not universal, and it does not remove the need for good process control. Yeast source, cell condition, solids concentration, pH, temperature, and treatment time all influence the outcome. The cited study’s difference between repitched and non-repitched yeast is a useful reminder that raw material variability can be as important as the hydrolysis step itself [1].
There are also product-quality trade-offs. Increasing hydrolysis can improve solubility and release, but excessive breakdown or severe conditions may alter sensory properties, reduce desired functionality, or produce a hydrolysate that is not suited to the intended application. Effective yeast hydrolysate production is therefore about reaching the right conversion endpoint, not simply maximizing degradation [1].
| Technical claim | Evidence strength | What the evidence supports |
|---|---|---|
| Enzymes catalyze specific reactions under suitable conditions | Strong | Enzymes act as biological catalysts and depend on structure, substrate binding, and environment [2] |
| Yeast biomass can be a protein-rich substrate | Strong | Dry yeast used as a spent brewer’s yeast model contained about 50 wt% protein in the cited study [1] |
| Enzymatic hydrolysis improves protein release from spent brewer’s yeast | Strong | The study reported higher crude protein, protein recovery, and solids release with enzymatic hydrolysis [1] |
| Enzymatic hydrolysis can outperform autolysis and mechanical rupture in tested yeast systems | Strong | Enzyme treatment gave more efficient release and cell-wall breakdown under the study conditions [1] |
| pH, temperature, enzyme treatment, and yeast source affect results | Strong | pH 5.5 and 60 °C were part of the optimized condition, while yeast history changed hydrolysis time [1] |
| Yeast hydrolysates can support fermentation nutrient applications | Moderate | Separate hydrolysate research showed yeast-derived liquid hydrolysate supported E. coli cultivation under study conditions [3] |
| Every yeast stream will respond the same way | Limited | Repitched and non-repitched spent brewer’s yeast behaved differently, showing raw material dependence [1] |
Yeast Protein Hydrolyzing Enzyme is available from Enzymes.bio for direct online purchase in 1 kg units. The buyer pays online, the order is processed and shipped, and the order includes a Certificate of Analysis and Safety Data Sheet.
For technical users, the key takeaway is that this enzyme is relevant when the processing goal is to unlock, solubilize, and modify yeast protein into peptide-rich fractions. The best-supported applications are spent brewer’s yeast valorization, yeast extract processing, protein hydrolysate production, savory ingredient development, and soluble yeast nutrient streams, with outcomes shaped by the yeast raw material and the controlled processing conditions used [1].
Yeast Protein Hydrolyzing Enzyme should be viewed as a practical tool for controlled yeast protein conversion rather than a one-condition solution. The research evidence shows clear potential for improved protein recovery and hydrolysate functionality, while also showing why pH, temperature, treatment time, substrate accessibility, and yeast history matter in real processing environments [1].
Sold by the 1 kg unit, in stock and ready to ship. Order directly on our store — pay online and we process your order. A Certificate of Analysis and Safety Data Sheet are included with every order.
Buy Yeast Protein Hydrolyzing Enzyme →Numbered in order of first citation. Open-access sources, each verified reachable at publication; citation numbers in the text link here.