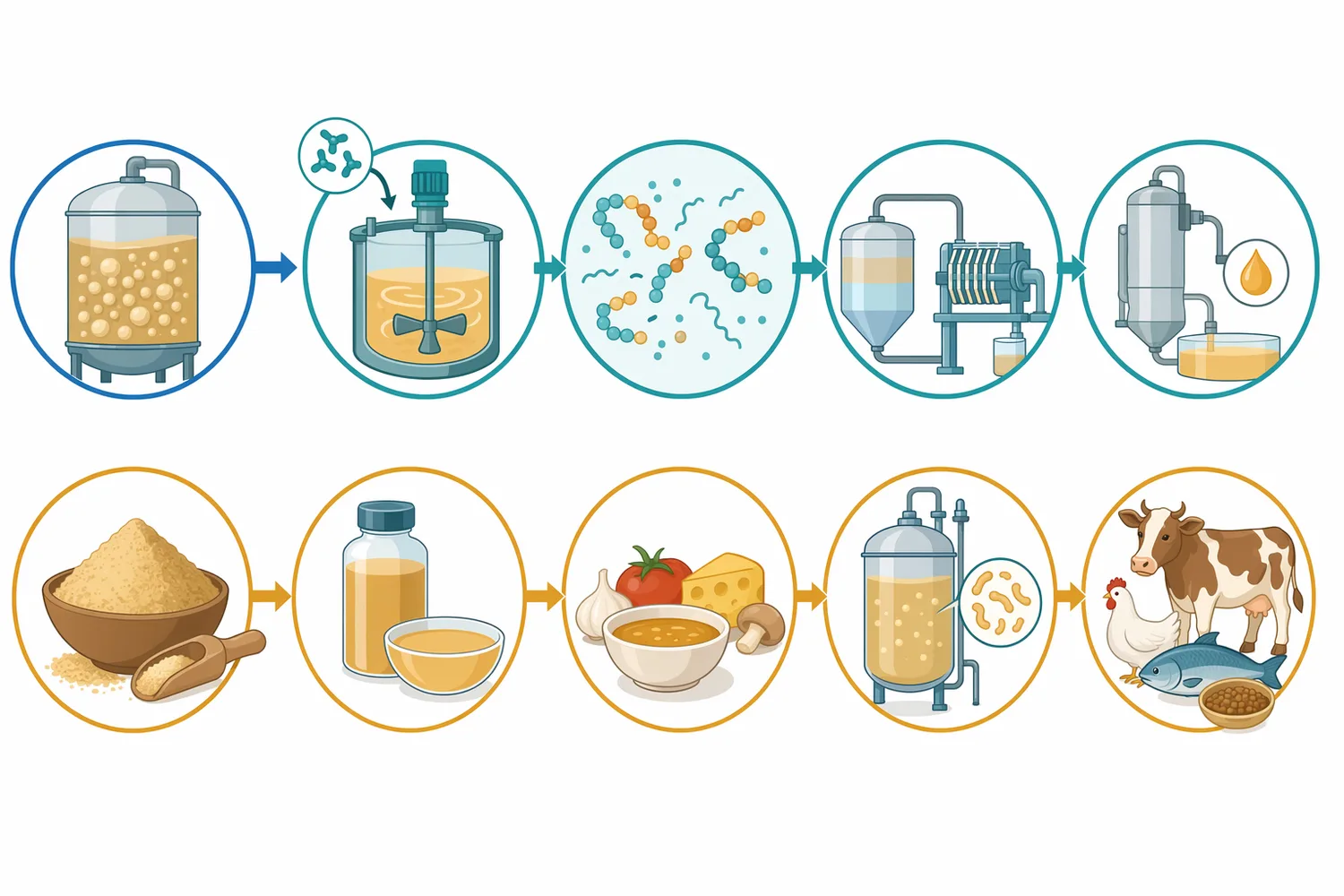
Yeast Protein Hydrolyzing Enzyme es una preparación proteolítica para procesar biomasa y derivados de levadura, convirtiendo proteínas menos accesibles en fracciones más solubles como péptidos y aminoácidos libres. En aplicaciones B2B, su valor principal está en la elaboración de hidrolizados de levadura para bases de sabor umami, ingredientes nutricionales técnicos y medios de fermentación, siempre como herramienta de procesamiento y no como producto de consumo directo .
En la práctica, esta enzima ayuda a resolver un problema conocido: la levadura concentra proteína y otros nutrientes, pero parte de ese valor queda limitado por estructuras celulares resistentes y por proteínas que necesitan hidrólisis controlada para mejorar su disponibilidad tecnológica. La evidencia sobre hidrolizados de proteína de levadura agotada muestra que el uso de enzimas proteolíticas puede modificar propiedades fisicoquímicas y antioxidantes de estos hidrolizados, lo que respalda su interés como estrategia de valorización de biomasa de levadura [1].
Yeast Protein Hydrolyzing Enzyme es una enzima de tipo proteasa orientada a la hidrólisis de proteínas presentes en levadura y materiales derivados de levadura. Enzymes.bio la ofrece como producto B2B para uso industrial y de procesamiento alimentario, con compra directa en línea en unidades de 1 kg; Enzymes.bio actúa como proveedor comercial del producto, no como fabricante ni laboratorio de análisis .
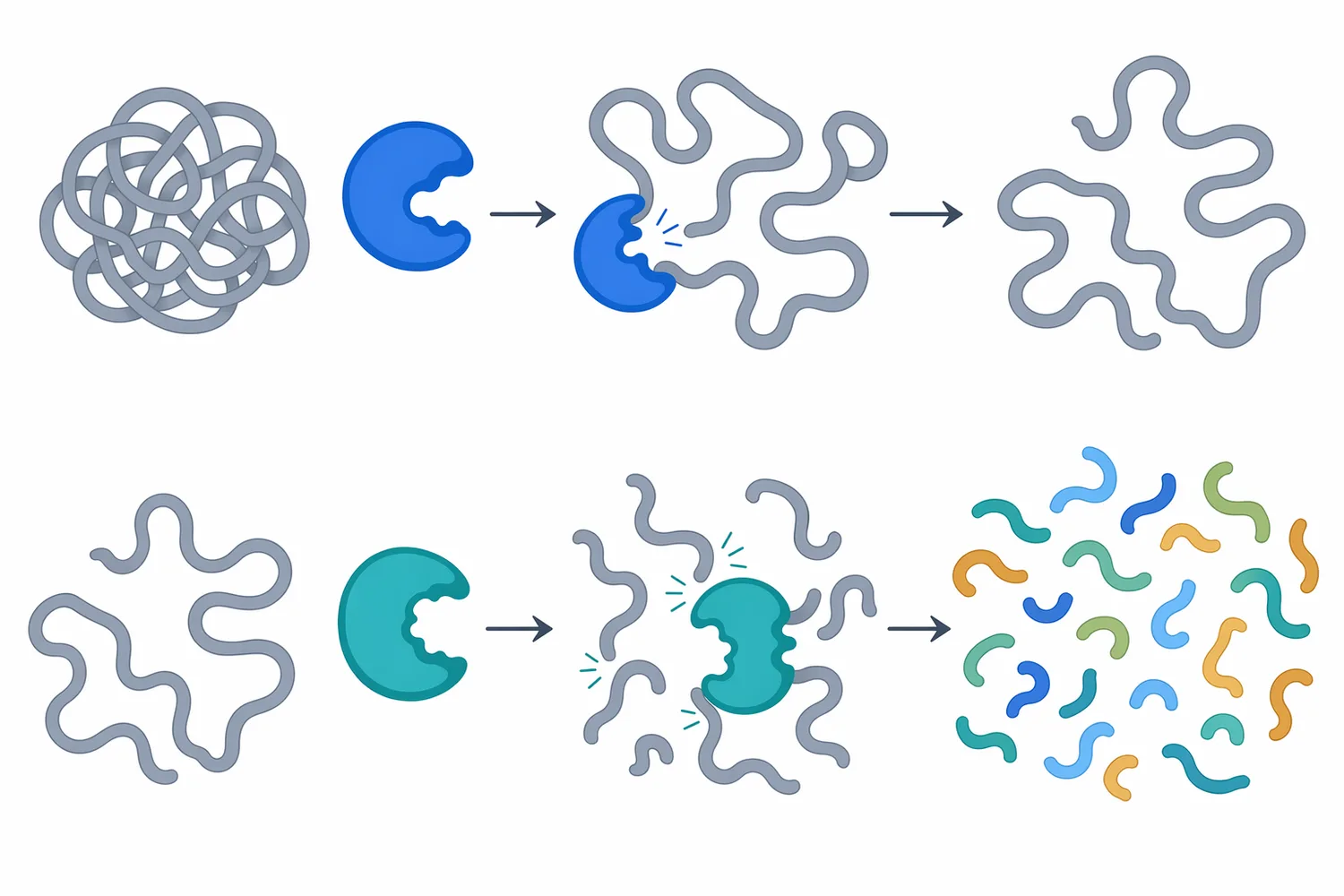
Desde el punto de vista bioquímico, una proteasa cataliza la ruptura de enlaces peptídicos. En una proteína intacta, los aminoácidos forman cadenas largas con estructuras plegadas y, a menudo, baja solubilidad o baja accesibilidad dentro de una matriz celular. La hidrólisis enzimática reduce esas cadenas a péptidos de menor tamaño y aminoácidos libres, lo que puede mejorar la solubilidad, cambiar la viscosidad, facilitar la separación del extracto y generar perfiles sensoriales más útiles para bases saladas o umami.
La levadura es una materia prima especialmente relevante para este tipo de bioprocesamiento porque combina alto contenido de biomasa microbiana, fracciones proteicas y componentes de interés nutricional. La investigación sobre biomasa de levadura procedente de residuos de vinificación, por ejemplo, describe la levadura como una fuente potencial de proteína y compuestos asociados que pueden valorizarse en aplicaciones alimentarias o de alimentación técnica, siempre que el proceso permita recuperar y estabilizar sus componentes [2].
En el mercado de ingredientes, los hidrolizados y extractos de levadura se utilizan por su aporte de notas sabrosas, cuerpo, redondez y nutrientes nitrogenados. La enzima no “crea” proteína nueva: transforma la proteína ya presente en el sustrato de levadura para hacerla más manejable y más disponible en forma soluble. Por eso se integra en procesos donde el objetivo es convertir levadura residual, levadura inactiva, crema de levadura o fracciones celulares en ingredientes de mayor funcionalidad tecnológica.
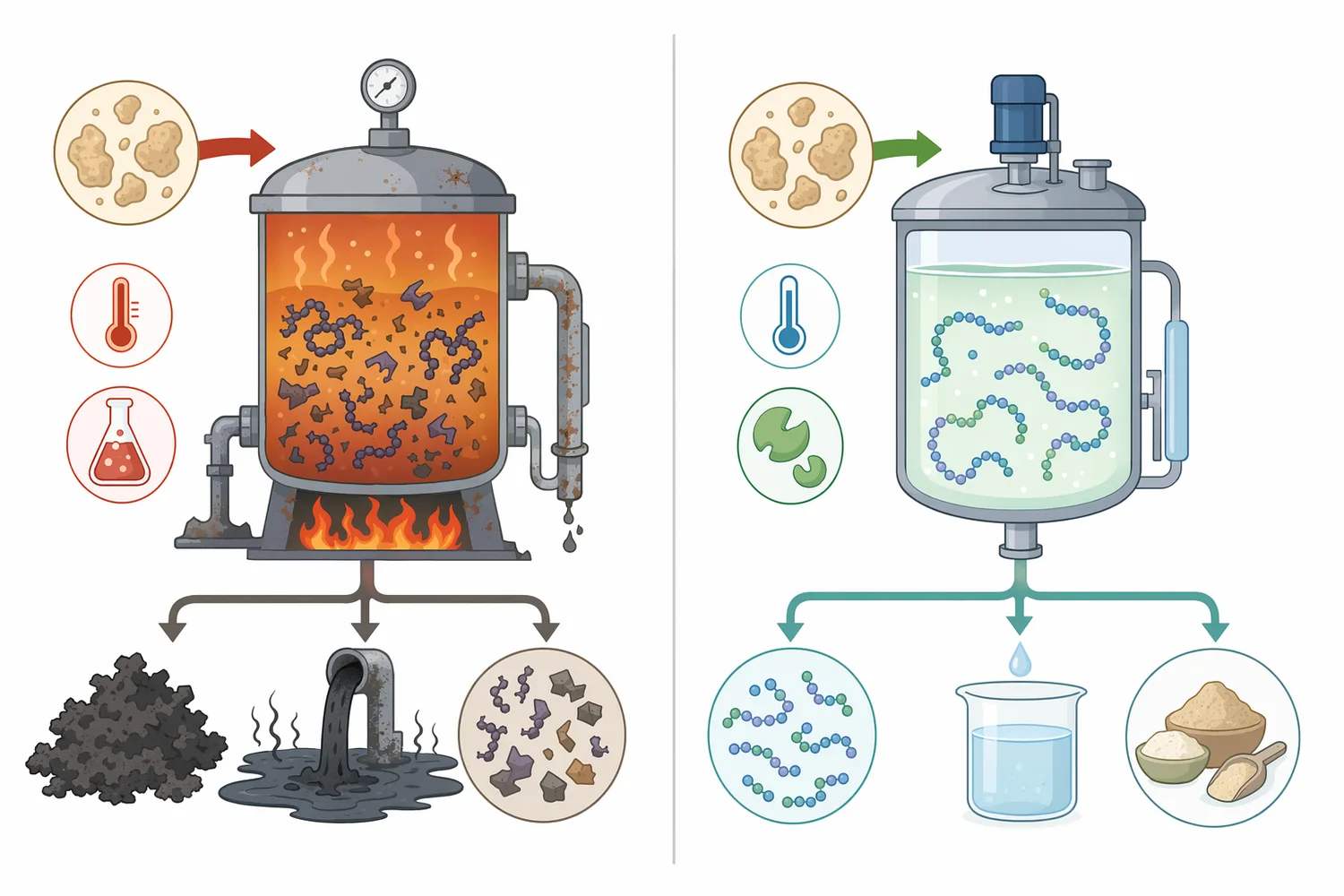
El mecanismo central es la hidrólisis de enlaces peptídicos. La enzima reconoce regiones accesibles de una proteína y facilita la adición de agua sobre el enlace peptídico, rompiéndolo en dos fragmentos. Repetido muchas veces, este proceso desplaza la distribución de tamaño molecular desde proteínas largas hacia péptidos pequeños y aminoácidos libres. Las revisiones sobre biocatálisis describen precisamente este valor industrial de las enzimas: acelerar reacciones selectivas bajo condiciones de proceso más controlables que muchas rutas químicas convencionales [3].
En una matriz de levadura, la hidrólisis proteica ocurre dentro de un entorno complejo. Las proteínas pueden estar en el citoplasma, asociadas a membranas, unidas a estructuras de pared celular o parcialmente desnaturalizadas por tratamientos térmicos previos. La enzima puede actuar con mayor eficacia cuando el material ha sido dispersado y acondicionado de forma que exponga las proteínas; por eso los procesos industriales suelen combinar hidratación, mezcla, tratamiento térmico, ajuste de condiciones de reacción, hidrólisis, inactivación y separación.
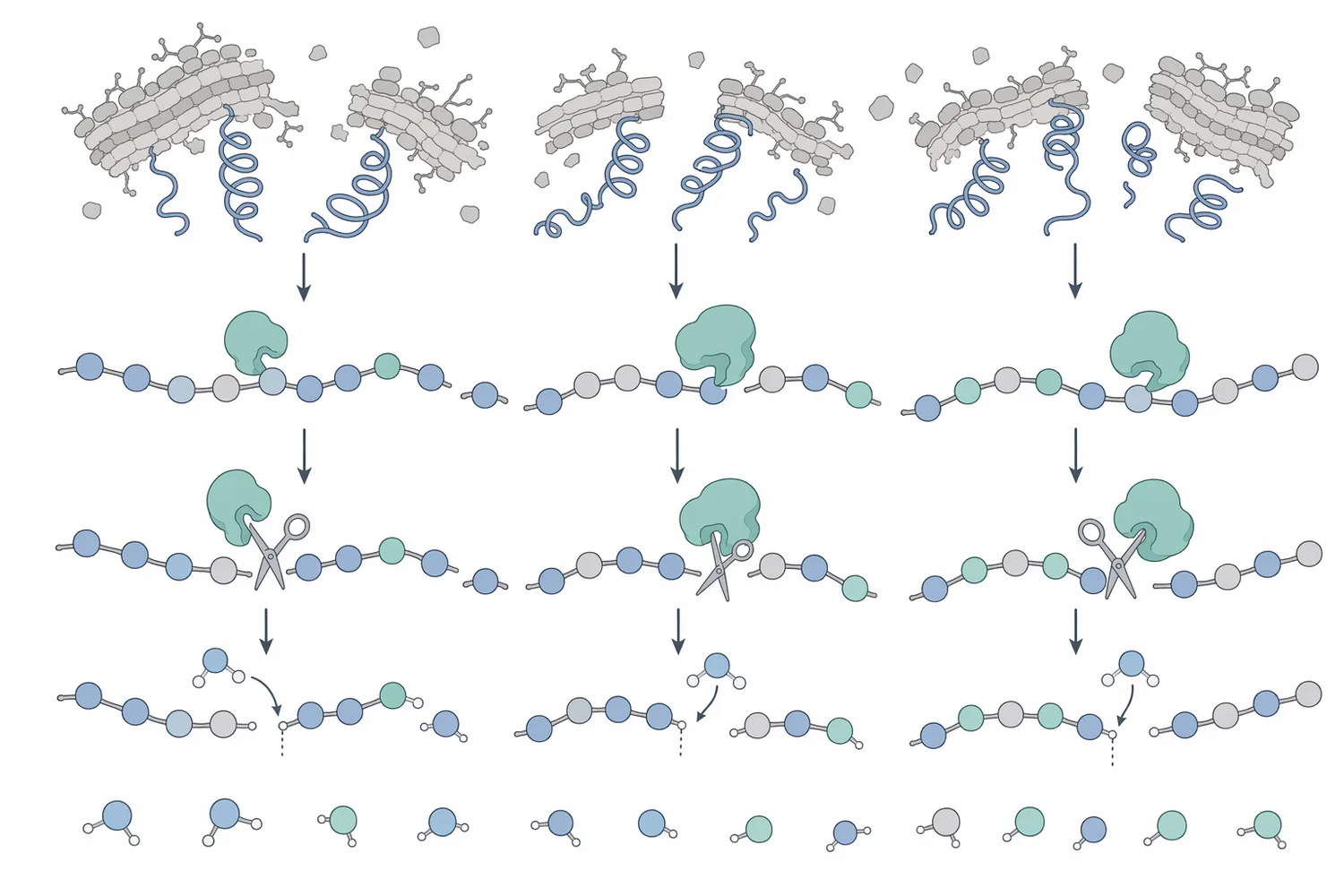
Es útil distinguir entre ruptura celular e hidrólisis proteica. Romper o permeabilizar la célula facilita el acceso al contenido interno, pero no necesariamente convierte proteínas en péptidos. La proteasa cumple una función más específica: corta proteínas ya accesibles y cambia la composición del extracto nitrogenado. En procesos reales, ambas funciones pueden estar relacionadas, porque una célula más abierta permite mayor contacto enzima-sustrato, mientras que una hidrólisis más profunda puede mejorar la liberación de componentes solubles.
La hidrólisis también modifica el perfil sensorial. Algunos aminoácidos libres y péptidos contribuyen a notas umami, kokumi, caldo, tostado o cuerpo, mientras que otros fragmentos hidrofóbicos pueden aportar amargor si el proceso se conduce de forma excesiva o poco equilibrada. En fermentaciones tradicionales como la elaboración de salsa de soja, la acción combinada de enzimas de koji —incluidas proteasas y peptidasas— es esencial para degradar macromoléculas de la materia prima y generar aminoácidos, péptidos y precursores de sabor durante la maduración [4].
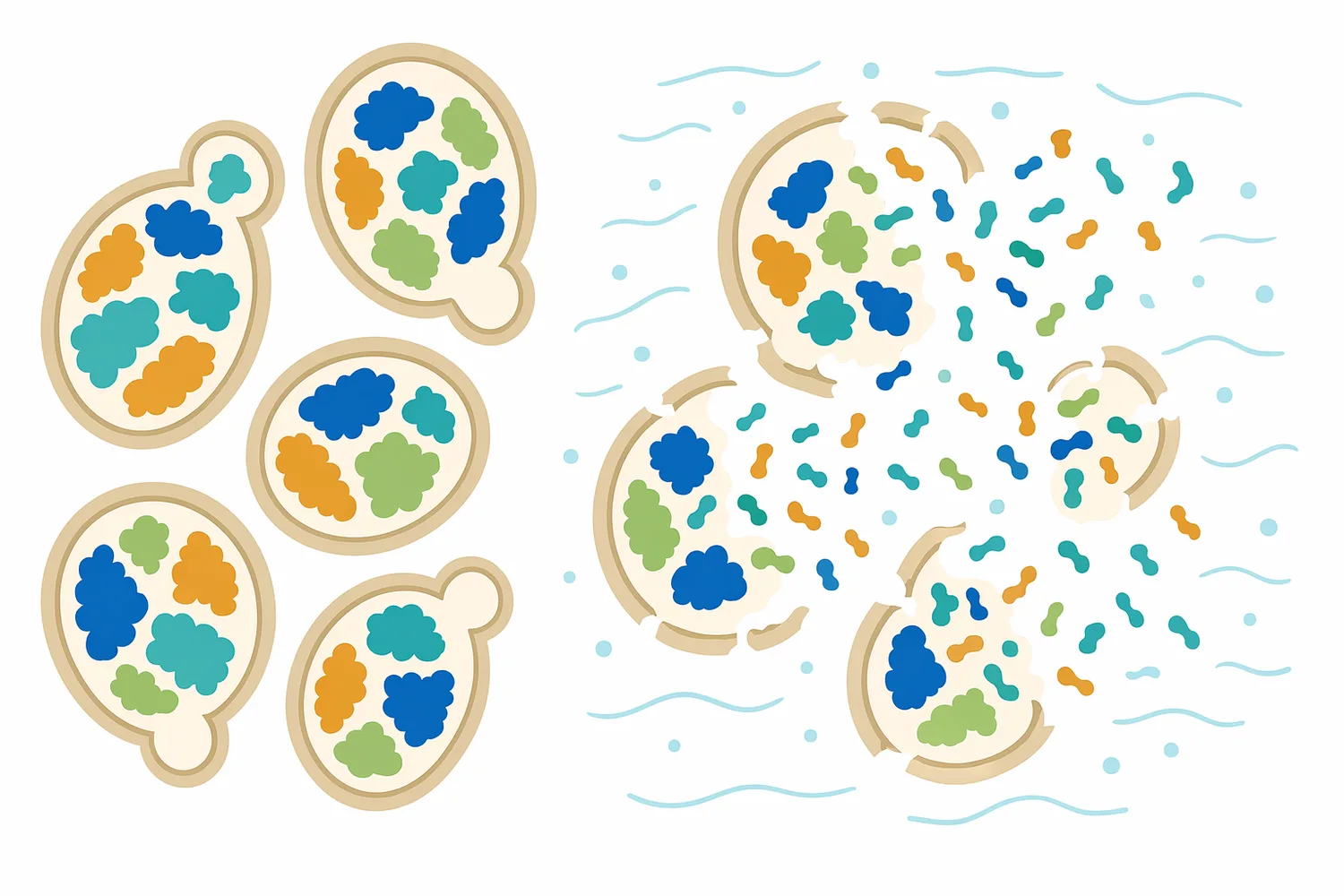
La biomasa de levadura no se comporta como una proteína purificada. Es un sistema celular con pared, membranas, orgánulos, ácidos nucleicos, carbohidratos, lípidos y proteínas. Esta complejidad explica por qué dos lotes de levadura con el mismo contenido total de proteína pueden dar hidrolizados distintos si difieren en especie, historial de fermentación, viabilidad, tratamiento térmico, autólisis previa o contenido de sólidos.
La pared celular de levadura es uno de los obstáculos principales. Aunque Yeast Protein Hydrolyzing Enzyme actúa sobre proteínas, su desempeño práctico depende de cuánto sustrato proteico quede expuesto. En levaduras como Saccharomyces cerevisiae, la pared contiene polisacáridos estructurales y glicoproteínas que pueden limitar el acceso a componentes intracelulares. La relevancia industrial de superar barreras celulares se observa también en procesos de bioetanol, donde se han estudiado estrategias integradas de reciclaje de enzimas y reutilización de células de levadura para mejorar productividad y eficiencia del proceso [5].
La hidrólisis controlada busca un punto de equilibrio. Una hidrólisis insuficiente deja proteína intacta, baja solubilidad y menor rendimiento de extracto. Una hidrólisis excesiva puede generar un perfil demasiado rico en fragmentos pequeños, alterar el sabor, aumentar notas amargas o complicar la estabilidad de la formulación. Por eso la variable decisiva no es solo “añadir enzima”, sino controlar el grado de transformación de acuerdo con el uso final: base de sabor, nutriente de fermentación, ingrediente soluble o fracción peptídica.
La investigación específica en hidrolizados de proteína de levadura agotada es relevante porque conecta la teoría con una materia prima real. Marson y colaboradores evaluaron el uso de enzimas proteolíticas sobre proteínas de levadura residual y reportaron modulación positiva de propiedades fisicoquímicas y antioxidantes de los hidrolizados, lo que indica que la hidrólisis enzimática puede cambiar de manera medible la funcionalidad del material obtenido [1].
Una de las aplicaciones más claras de Yeast Protein Hydrolyzing Enzyme es la producción de hidrolizados de levadura para bases de sabor. La hidrólisis libera aminoácidos y péptidos que pueden contribuir a notas umami, caldo, carne, vegetal cocido, fermentado o redondez en boca. Enzymes.bio posiciona el producto para aplicaciones de procesamiento de levadura y obtención de fracciones solubles con valor en sabor y bioprocesamiento .
El umami no depende de una sola molécula. En formulaciones reales, la percepción se construye mediante aminoácidos, péptidos, nucleótidos, sales, compuestos de reacción térmica y la matriz alimentaria completa. La enzima contribuye principalmente al componente proteico: aumenta el conjunto de fragmentos nitrogenados que luego pueden participar en sabor directo o en reacciones posteriores, como procesos térmicos controlados para generar notas más complejas.
En salsas, sopas, snacks, condimentos, alternativas vegetales, productos cárnicos procesados y caldos industriales, un hidrolizado de levadura puede ayudar a aportar cuerpo y reducir la sensación de vacío en formulaciones con menor grasa, menor extracto cárnico o menor sal. La experiencia de fermentaciones de koji en salsa de soja ilustra cómo la degradación enzimática de proteínas y otros componentes durante una fermentación prolongada es central para generar sabor complejo, aunque ese sistema use un ecosistema enzimático más amplio que una sola proteasa [4].
La levadura es una fuente de proteínas, vitaminas del grupo B, minerales y compuestos celulares de interés. Cuando se transforma en hidrolizado, una parte de la proteína pasa a péptidos y aminoácidos solubles que pueden incorporarse con mayor facilidad en formulaciones líquidas, pastas, polvos solubles o mezclas para fermentación. Los estudios sobre biomasa de levadura de residuos vitivinícolas muestran el interés de recuperar valor nutricional de corrientes laterales ricas en levadura [2].
En este contexto, la palabra “nutricional” debe entenderse de forma técnica. La enzima puede contribuir a liberar y solubilizar nutrientes presentes en la materia prima, pero no convierte el producto en un suplemento listo para consumo ni justifica afirmaciones médicas. El resultado final depende de la composición del sustrato, del proceso de separación, de la estabilidad del hidrolizado, de su carga salina y de los requisitos regulatorios aplicables al ingrediente final.
La hidrólisis proteica puede ser especialmente útil cuando se busca nitrógeno orgánico asimilable. En bioprocesos microbianos, los péptidos y aminoácidos pueden servir como fuente de nitrógeno más accesible que proteínas intactas. Esta lógica aparece en estudios de cultivo de levaduras forrajeras sobre hidrolizados de materiales vegetales, donde la hidrólisis previa del sustrato se emplea para generar un medio más utilizable por Candida tropicalis y Saccharomyces cerevisiae [6].
Otra aplicación directa es la generación de fracciones peptídicas. El objetivo puede ser mejorar solubilidad, reducir turbidez, aumentar nitrógeno soluble, modificar sabor o preparar una fracción para mezclarse con otros ingredientes. En este caso, el desempeño se evalúa por el comportamiento del hidrolizado en el proceso y por su ajuste a la aplicación final, no por una única cifra universal.
Los péptidos resultantes son mezclas complejas. Su tamaño, carga, hidrofobicidad y secuencia dependen del tipo de proteína de levadura, de la especificidad de corte de la enzima y de la intensidad de hidrólisis. Por eso dos hidrolizados producidos a partir de la misma levadura pueden diferir mucho si cambian las condiciones de proceso. En investigación aplicada, esta variabilidad se considera normal en biocatálisis y obliga a relacionar condiciones de proceso con funcionalidad final [3].
En el caso de levadura agotada, la evidencia disponible indica que la hidrólisis con enzimas proteolíticas puede mejorar propiedades de los hidrolizados, incluidas variables fisicoquímicas y actividad antioxidante reportada en el estudio correspondiente. Esta conclusión es importante porque se refiere a una corriente industrial real —levadura residual— y no solo a proteínas modelo purificadas [1].
Los hidrolizados de levadura también se emplean como componentes de medios de fermentación. Pueden aportar nitrógeno orgánico, péptidos, aminoácidos, vitaminas y factores de crecimiento. Cuando el sustrato de levadura se hidroliza de forma controlada, se busca que esos nutrientes estén más disponibles para microorganismos de producción, ya sean levaduras, bacterias lácticas, bacterias industriales u otros sistemas biotecnológicos.
La idea de reutilizar biomasa o mejorar la eficiencia de procesos con enzimas está presente en distintas áreas de bioprocesamiento. En producción celulósica de etanol se han estudiado procesos integrados con reciclaje de enzimas y reutilización de células de levadura, lo que refleja la importancia económica de recuperar funcionalidad de catalizadores y biomasa en sistemas industriales [5].
En fermentación, la utilidad de un hidrolizado de levadura depende de su perfil. Un hidrolizado demasiado poco degradado puede aportar nitrógeno menos accesible; uno demasiado degradado puede generar exceso de componentes pequeños o perfiles sensoriales no deseados si el producto final es alimentario. La enzima permite ajustar esa conversión, pero la validación debe hacerse en la matriz de fermentación concreta.
| Material de levadura | Mecanismo predominante | Fracción proteica esperada | Ventajas tecnológicas | Limitaciones típicas |
|---|---|---|---|---|
| Levadura intacta o inactiva | Células completas con pared celular conservada | Proteínas mayoritariamente retenidas dentro de la célula o asociadas a estructuras celulares | Materia prima concentrada, estable y rica en nutrientes | Menor accesibilidad de proteína; extracción limitada; puede requerir ruptura o hidrólisis posterior |
| Autolisado de levadura | Enzimas endógenas de la propia levadura degradan componentes celulares | Mezcla de proteínas parcialmente degradadas, péptidos y aminoácidos | Proceso tradicional para extractos; puede generar sabor complejo | Menor control sobre especificidad de hidrólisis; variabilidad por estado fisiológico de la levadura |
| Hidrolizado con Yeast Protein Hydrolyzing Enzyme | Proteasa añadida para cortar enlaces peptídicos de proteínas accesibles | Mayor proporción de péptidos solubles y aminoácidos libres, según intensidad del proceso | Control tecnológico de solubilización, sabor y nitrógeno disponible; útil para bases umami y fermentación | Requiere ajuste de proceso; hidrólisis excesiva puede afectar sabor o funcionalidad |
| Extracto o fracción soluble posterior | Separación de sólidos tras ruptura/hidrólisis | Fracción líquida o seca enriquecida en solubles | Mejor incorporación en formulaciones y medios | El rendimiento depende del proceso previo y de la calidad de la biomasa |
Esta comparación resume por qué una proteasa específica puede aportar valor: no sustituye todas las etapas del proceso, sino que mejora una transformación concreta dentro de la cadena de valorización. El estudio sobre hidrolizados de proteína de levadura agotada confirma que la aplicación de enzimas proteolíticas puede cambiar propiedades funcionales del producto final, lo que justifica evaluar la hidrólisis como herramienta de formulación y no solo como paso de degradación [1].
Yeast Protein Hydrolyzing Enzyme pertenece al grupo de enzimas de hidrólisis, pero no todas las hidrolasas cumplen la misma función. Una proteasa rompe enlaces peptídicos; una glucanasa actuaría sobre glucanos; una mananasa sobre mananos; una nucleasa sobre ácidos nucleicos; una lipasa sobre lípidos. En una matriz de levadura, cada familia enzimática afecta una fracción distinta.
Las proteasas tipo subtilisina, por ejemplo, se han estudiado ampliamente por su producción en bacterias y levaduras y por su utilidad industrial como enzimas capaces de degradar proteínas en condiciones de proceso diversas. La revisión de Rozanov y colaboradores muestra el interés biotecnológico de producir proteasas en sistemas microbianos, incluidas levaduras, y destaca la importancia de estas enzimas en aplicaciones industriales [7].
Esta distinción ayuda a evitar una expectativa incorrecta: una proteasa no está diseñada principalmente para despolimerizar toda la pared celular de levadura. Puede contribuir a debilitar componentes proteicos y a solubilizar proteínas, pero si el objetivo principal es degradar polisacáridos estructurales, pueden requerirse otras actividades enzimáticas. En muchos procesos, la formulación enzimática o la secuencia de operaciones se diseña según el cuello de botella: pared celular, proteína insoluble, viscosidad, turbidez, sabor o liberación de nitrógeno.
También existe una diferencia entre enzimas libres, enzimas inmovilizadas y enzimas desplegadas en superficie celular. La investigación sobre visualización de hialuronidasa en superficie de levadura para producir oligosacáridos de ácido hialurónico muestra cómo la levadura puede usarse como plataforma biocatalítica, aunque ese ejemplo corresponde a otra enzima y otro sustrato [8]. La conexión relevante es conceptual: la biocatálisis moderna aprovecha enzimas y células para convertir macromoléculas en fracciones de mayor valor.
La calidad del hidrolizado no depende solo de la enzima. Depende de la biomasa de levadura, su origen, su contenido de sólidos, su historial de estrés, su grado de autólisis, la presencia de sales, el tratamiento térmico previo y la relación entre fracción insoluble y soluble. En levaduras procedentes de procesos alimentarios o fermentativos, la variabilidad de la materia prima puede ser importante.
El acondicionamiento físico también importa. Una dispersión homogénea facilita el contacto entre enzima y sustrato; una suspensión con grumos o sólidos mal hidratados reduce la eficiencia. La transferencia de calor, la agitación y la viscosidad determinan si toda la masa recibe un tratamiento similar. En sistemas concentrados, la hidrólisis puede modificar la viscosidad con el tiempo, lo que afecta bombeo, mezcla y separación.
El grado de hidrólisis debe alinearse con el uso final. Para una base de sabor, puede interesar una fracción rica en péptidos y aminoácidos con perfil sabroso y bajo amargor. Para un medio de fermentación, puede priorizarse nitrógeno soluble y consistencia entre lotes. Para un ingrediente nutricional técnico, puede buscarse solubilidad, estabilidad y compatibilidad con secado o mezcla. La literatura de biocatálisis subraya que la ventaja de las enzimas está en su selectividad, pero esa selectividad solo se traduce en valor si el proceso se controla de forma coherente [3].
La inactivación posterior de la enzima es otro punto importante. Una vez alcanzado el perfil deseado, el proceso suele detenerse para evitar cambios continuos en sabor, viscosidad o distribución peptídica. Después pueden aplicarse separación de insolubles, concentración, secado o mezcla con otros ingredientes. No se trata de una etapa analítica, sino de control de proceso para estabilizar el hidrolizado.
El primer beneficio es la solubilización de proteína de levadura. Al cortar proteínas en fragmentos más pequeños, la enzima puede aumentar la proporción de nitrógeno soluble y reducir la fracción proteica retenida en sólidos. Esto es útil cuando el producto final debe ser un extracto líquido, una pasta concentrada o un polvo soluble.
El segundo beneficio es la valorización de biomasa residual o subutilizada. La levadura agotada de fermentaciones puede contener fracciones proteicas valiosas, pero no siempre se aprovecha de manera directa. El trabajo sobre proteína de levadura agotada muestra que las enzimas proteolíticas pueden modular propiedades de los hidrolizados, lo que apoya su uso en estrategias de recuperación de valor [1].
El tercer beneficio es la modulación sensorial. En bases saladas, el hidrolizado puede contribuir a cuerpo, continuidad de sabor y notas umami. La relación entre hidrólisis proteica y generación de precursores de sabor está bien establecida en fermentaciones alimentarias donde la degradación de proteínas produce aminoácidos y péptidos que participan en el perfil final, como se observa en la revisión sobre fermentación de koji para salsa de soja [4].
El cuarto beneficio es la mejora de medios de fermentación. Los microorganismos suelen aprovechar mejor fuentes de nitrógeno solubles que proteínas intactas. Un hidrolizado de levadura bien ajustado puede apoyar procesos donde se requieren péptidos, aminoácidos y micronutrientes derivados de levadura. La investigación sobre cultivo de levaduras forrajeras en hidrolizados de materiales agrícolas muestra cómo la hidrólisis de sustratos puede integrarse con el crecimiento microbiano para transformar materiales complejos en biomasa útil [6].
La enzima no debe describirse como una solución universal. Su efecto depende del sustrato de levadura, de la accesibilidad de la proteína, de las condiciones de reacción y de las operaciones posteriores. Un proceso diseñado para una levadura cervecera residual no necesariamente se transfiere sin ajustes a una levadura de panificación, una levadura cultivada sobre otro sustrato o una fracción celular ya autolisada.
Tampoco conviene extrapolar automáticamente efectos biológicos amplios a partir de la presencia de péptidos. Un hidrolizado puede tener propiedades antioxidantes o funcionales en un estudio específico, pero esas propiedades dependen de la secuencia peptídica, la concentración, la matriz, la digestibilidad y el contexto de uso. En el caso de proteína de levadura agotada, el estudio disponible respalda cambios fisicoquímicos y antioxidantes del hidrolizado, pero no convierte cualquier hidrolizado de levadura en un ingrediente con efectos fisiológicos garantizados [1].
Otra limitación es el sabor. La hidrólisis proteica puede mejorar umami y cuerpo, pero también puede generar amargor si se acumulan péptidos hidrofóbicos. Por eso la aplicación alimentaria debe equilibrar intensidad de hidrólisis, tratamiento térmico, sal, nucleótidos, azúcares reductores y otros componentes de la formulación. La experiencia de sistemas fermentados complejos muestra que el sabor final surge de redes de reacciones, no de una sola enzima [4].
Finalmente, debe respetarse el alcance comercial del producto. Enzymes.bio suministra Yeast Protein Hydrolyzing Enzyme como producto para aplicaciones industriales y de procesamiento, disponible en línea en unidades de 1 kg. El CoA y la SDS se proporcionan junto con el pedido; el producto no debe presentarse como material de consumo directo ni como servicio analítico de laboratorio .
El interés por hidrolizar proteína de levadura también se relaciona con la valorización de corrientes laterales. Industrias como cervecería, vinificación, bioetanol, panificación y fermentaciones industriales generan biomasa de levadura que puede contener nutrientes recuperables. Sin un proceso adecuado, parte de ese valor queda infrautilizado o se destina a usos de menor margen.
La biomasa de levadura procedente de residuos de vinificación se ha estudiado por sus características nutricionales y por su potencial como recurso aprovechable, lo que encaja con estrategias de economía circular en alimentos y bioprocesos [2]. La hidrólisis enzimática puede ser una vía para convertir esa biomasa en fracciones más solubles y funcionales, siempre que el origen de la materia prima, la seguridad alimentaria y la regulación aplicable estén controlados.
En bioprocesamiento, recuperar valor no significa únicamente aumentar rendimiento. También puede significar obtener ingredientes más consistentes, reducir variabilidad de medios de fermentación, mejorar eficiencia de separación o crear bases de sabor a partir de materias primas ya disponibles. La biocatálisis moderna se apoya precisamente en esta capacidad de transformar sustratos complejos mediante reacciones selectivas y condiciones de proceso compatibles con matrices biológicas [3].

Para documentación B2B, la forma más rigurosa de presentar Yeast Protein Hydrolyzing Enzyme es como una herramienta de procesamiento para hidrolizar proteína de levadura y generar fracciones solubles. Las afirmaciones deben centrarse en funciones tecnológicas: solubilización, liberación de péptidos y aminoácidos, apoyo a perfiles umami, mejora de disponibilidad de nitrógeno y valorización de biomasa.
Es preferible evitar promesas absolutas como “elimina el amargor”, “garantiza máxima biodisponibilidad” o “produce péptidos bioactivos” sin caracterización específica del hidrolizado. La evidencia disponible permite afirmar que las enzimas proteolíticas pueden modificar propiedades de hidrolizados de proteína de levadura agotada y que la proteólisis es central en la generación de compuestos de sabor en fermentaciones alimentarias; no permite afirmar que todos los procesos producirán el mismo perfil sensorial o funcional [1].
En formulación, el usuario industrial debe considerar el hidrolizado como un ingrediente intermedio. Su desempeño se confirma en la matriz final: sopa, salsa, snack, bebida salada, medio de fermentación, pasta concentrada o polvo. El mismo hidrolizado puede comportarse de manera diferente según pH del alimento, contenido de sal, tratamiento térmico, interacción con aromas, presencia de nucleótidos y nivel de dosificación del ingrediente final.
Yeast Protein Hydrolyzing Enzyme es una proteasa para transformar proteína de levadura en péptidos y aminoácidos más solubles, con aplicaciones directas en bases de sabor umami, ingredientes derivados de levadura, producción de fracciones peptídicas y optimización de medios de fermentación. Su valor técnico se basa en convertir una biomasa rica pero estructuralmente compleja en un hidrolizado más funcional y manejable para procesos B2B .
La evidencia más relevante procede de estudios sobre hidrólisis proteolítica de levadura agotada, donde las enzimas proteolíticas modificaron positivamente propiedades fisicoquímicas y antioxidantes de los hidrolizados. Además, la experiencia en fermentaciones como koji para salsa de soja muestra que la degradación enzimática de proteínas es una vía fundamental para generar aminoácidos, péptidos y precursores de sabor en alimentos fermentados [4].
Enzymes.bio suministra este producto directamente en línea en unidades de 1 kg para uso industrial y de procesamiento alimentario. El CoA y la SDS se proporcionan junto con el pedido, y el producto debe entenderse como una herramienta de proceso para clientes B2B, no como un alimento de consumo directo ni como un servicio de fabricación o análisis de laboratorio .
Se vende en unidades de 1 kg, en stock y listo para enviar. Haga su pedido directamente en nuestra tienda: pague en línea y procesaremos su pedido. Con cada pedido se incluyen un Certificado de Análisis y una Ficha de Datos de Seguridad.
Comprar Yeast Protein Hydrolyzing Enzyme →Numeradas por orden de primera cita. Fuentes de acceso abierto, verificadas como disponibles en el momento de publicación; los números de cita en el texto enlazan aquí.