Yeast Extraction Enzyme Yeast Protein Hydrolase Condiment Food Extraction Enzyme è un enzima alimentare per favorire l’idrolisi della biomassa di lievito e ottenere frazioni solubili ricche di peptidi, aminoacidi e componenti sapidi utili in estratti di lievito, salse, zuppe, dressing, paste condimento e seasoning. Enzymes.bio lo propone come fornitore online in confezione da 1 kg; CoA e SDS accompagnano l’ordine, mentre le prestazioni applicative dipendono dalla matrice di lievito e dal processo adottato .
Il nome “Yeast Extraction Enzyme Yeast Protein Hydrolase Condiment Food Extraction Enzyme” descrive una funzione tecnologica precisa: facilitare l’estrazione e l’idrolisi della frazione proteica del lievito per trasformarla in ingredienti più solubili e più utili dal punto di vista sensoriale. La pagina prodotto di Enzymes.bio presenta l’enzima come una soluzione per l’idrolisi enzimatica del lievito e per applicazioni in estratti di lievito e condimenti alimentari, con impiego su biomasse come lievito esausto di birra e lievito da panificazione .
In pratica, una “yeast protein hydrolase” agisce soprattutto sui legami peptidici delle proteine del lievito. La scissione delle proteine in peptidi più brevi e aminoacidi liberi aumenta la quota di azoto solubile e contribuisce alla formazione di un profilo gustativo più intenso, rotondo e sapido. Questo approccio rientra nel più ampio uso degli enzimi microbici nell’industria alimentare, dove le idrolasi sono impiegate per modificare struttura, solubilità, gusto e funzionalità degli ingredienti [1].
L’interesse industriale nasce da tre esigenze convergenti: recuperare valore da biomasse di lievito, ottenere ingredienti sapidi più standardizzabili e ridurre la dipendenza da processi esclusivamente spontanei o termici. Le tecnologie di “precision hydrolysis” applicate ai prodotti a base di lievito sono discusse come strumenti per adattare l’intensità dell’idrolisi, la composizione peptidica e le caratteristiche funzionali dell’estratto finale [2].
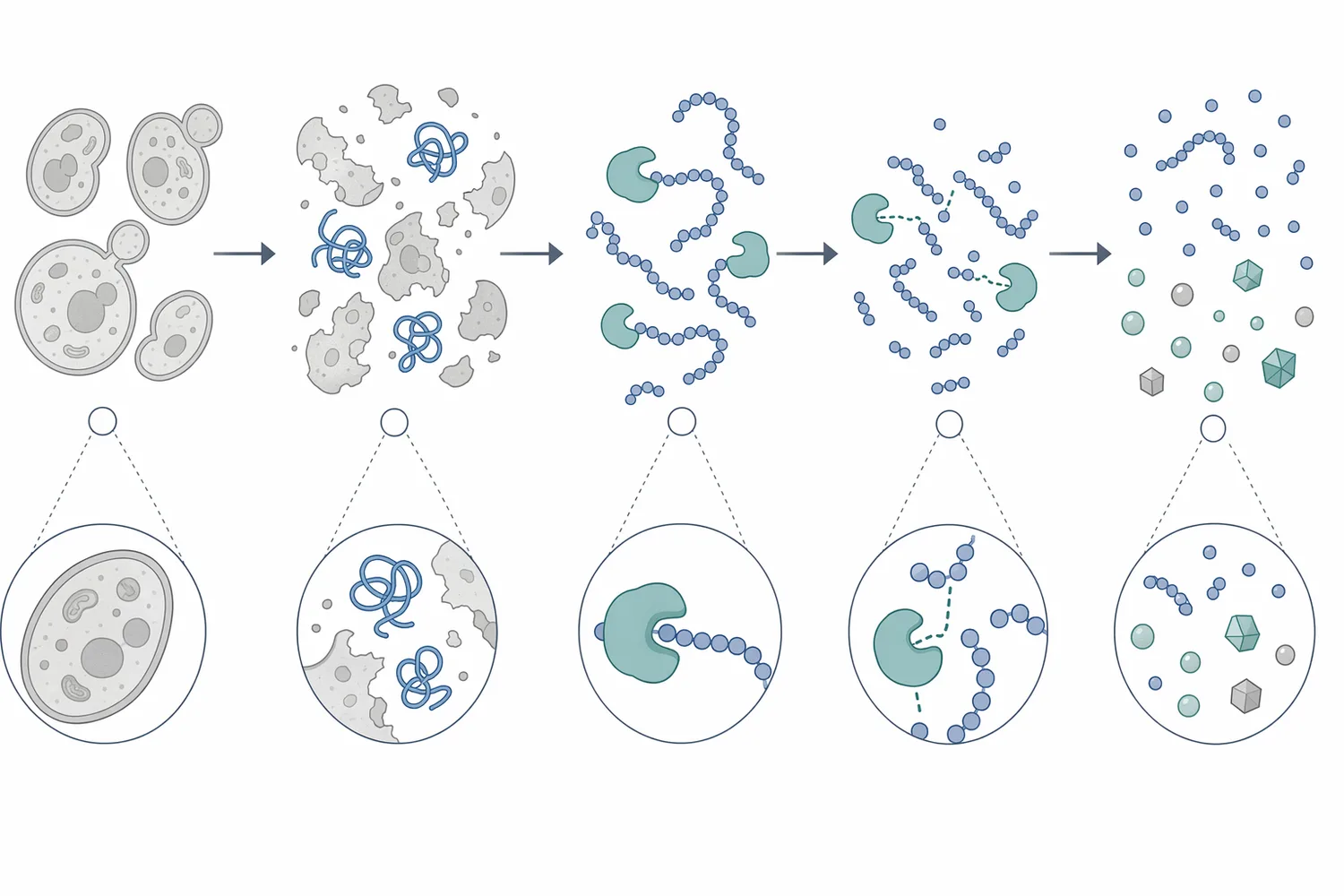
La biomassa di lievito è una matrice complessa: contiene parete cellulare, membrane, proteine intracellulari, acidi nucleici, carboidrati, vitamine e metaboliti minori. Una parte consistente del potenziale aromatico e nutrizionale non è immediatamente disponibile finché la cellula non viene disgregata o resa permeabile. L’enzima di estrazione del lievito interviene in questa fase favorendo la conversione delle proteine in frammenti più piccoli, più solubili e più facilmente recuperabili nella fase liquida .
La proteolisi modifica la matrice in due modi. Primo, riduce il peso molecolare medio della frazione proteica, rendendo più agevole la separazione tra residui insolubili e estratto. Secondo, genera peptidi e aminoacidi che possono contribuire alla percezione di umami, corpo e persistenza gustativa. L’effetto non va interpretato come una semplice “liberazione di sapore”: la composizione finale dipende dal tipo di lievito, dal grado di rottura cellulare, dalla durata del contatto enzimatico e dall’eventuale combinazione con altri trattamenti di processo [2].
Nel lievito, inoltre, la degradazione delle proteine è un fenomeno biologicamente rilevante anche a livello cellulare. Studi sulla via di trasporto di proteine dal citoplasma al vacuolo in lievito mostrano che la cellula possiede sistemi organizzati di traffico e degradazione proteica, un aspetto utile per comprendere perché le proteine siano distribuite in compartimenti interni e non immediatamente accessibili in una biomassa integra [3]. In un processo alimentare, l’enzima aggiunto non replica l’intera fisiologia cellulare, ma sfrutta lo stesso principio chimico di base: la rottura controllata dei legami peptidici.
È importante distinguere la funzione proteolitica dalla disgregazione completa della parete cellulare. La parete del lievito contiene polisaccaridi e complessi strutturali che possono richiedere condizioni o enzimi complementari se l’obiettivo è recuperare in modo specifico β-glucani, mannani o altre frazioni parietali. Per un ingrediente sapido, invece, la priorità è spesso massimizzare una frazione solubile ricca di componenti azotati e precursori di gusto, più che isolare ogni singola famiglia molecolare [2].
L’autolisi del lievito sfrutta enzimi endogeni già presenti nella cellula. È una tecnologia storicamente importante, ma può essere lenta e meno direzionabile: il profilo dell’estratto dipende dallo stato fisiologico del lievito, dalla vitalità residua, dalla composizione della biomassa e dalle condizioni di processo. L’aggiunta di un enzima proteolitico esterno permette di introdurre una leva tecnologica più prevedibile, soprattutto quando si vuole aumentare la solubilizzazione proteica o ottenere un profilo peptidico coerente tra lotti [2].
La descrizione del prodotto Enzymes.bio sottolinea proprio l’impiego per idrolisi del lievito e produzione di estratti destinati ad applicazioni condimento. L’obiettivo non è sostituire ogni fase del processo, ma integrare l’idrolisi enzimatica in una sequenza che può includere dispersione della biomassa, controllo delle condizioni operative, separazione della frazione solubile, concentrazione o essiccazione secondo il formato dell’ingrediente finale .
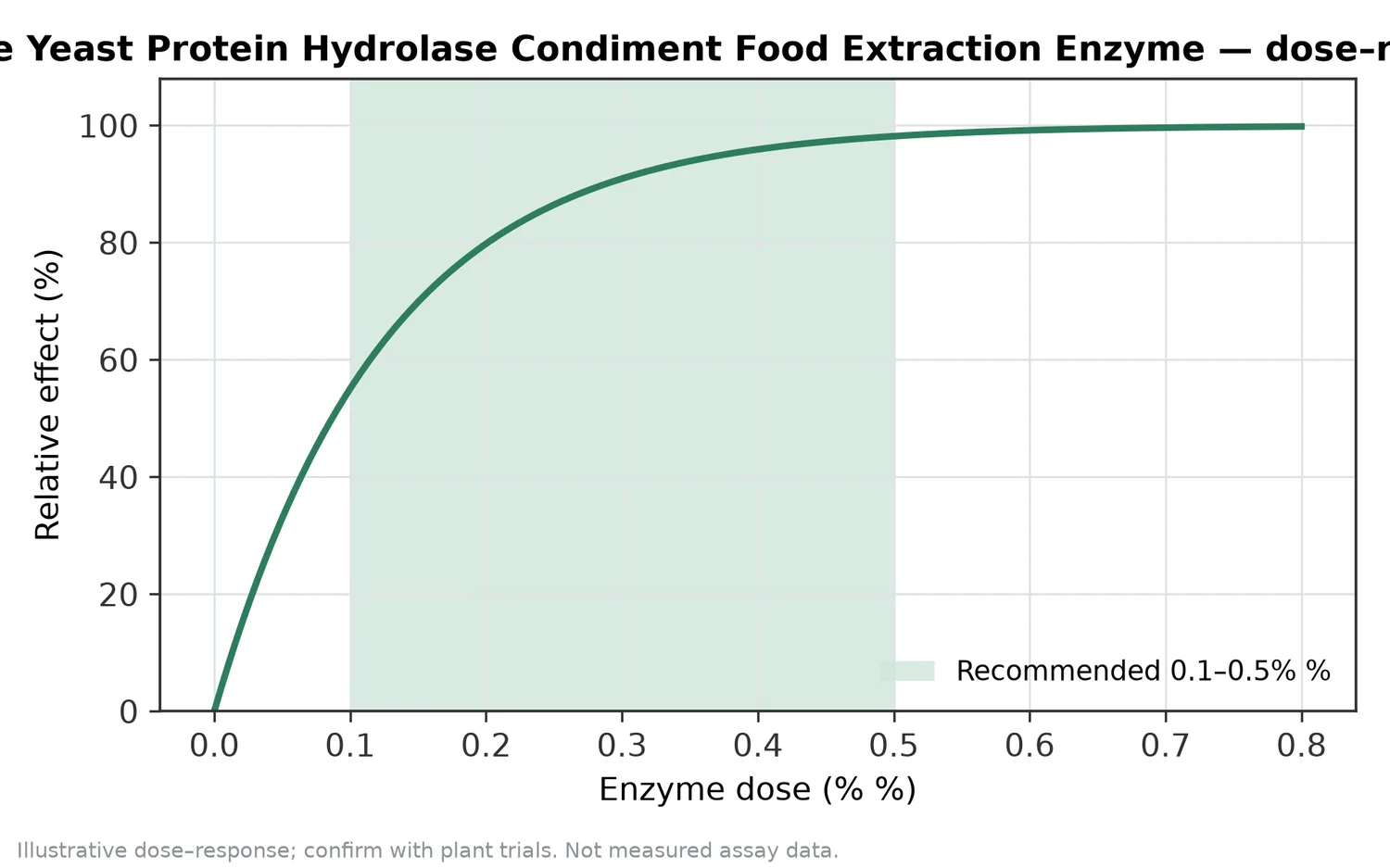
Un vantaggio pratico è la possibilità di modulare l’intensità dell’idrolisi. Un’idrolisi più contenuta può preservare peptidi più lunghi, utili per corpo e complessità; un’idrolisi più spinta può aumentare aminoacidi liberi e piccoli peptidi, ma se non controllata può anche generare note amare o squilibri sensoriali. Questo equilibrio è un tema comune nella tecnologia degli idrolizzati proteici alimentari: la funzionalità non dipende solo dalla quantità di proteina idrolizzata, ma anche dalla distribuzione dei frammenti generati [4].
| Approccio di processo | Principio tecnologico | Punti di forza | Limiti principali | Quando è più adatto |
|---|---|---|---|---|
| Autolisi del lievito | Attivazione degli enzimi endogeni della cellula | Processo tradizionale, ridotto impiego di additivi tecnologici esterni | Tempi più lunghi, minore controllo sul profilo peptidico, variabilità legata alla biomassa | Estratti convenzionali dove la velocità non è il fattore critico |
| Idrolisi enzimatica proteolitica | Aggiunta di idrolasi proteiche per rompere le proteine in peptidi e aminoacidi | Maggiore direzionabilità, aumento della solubilità proteica, profilo sapido modulabile | Richiede controllo di pH, temperatura, tempo e inattivazione coerente con il processo | Estratti di lievito, condimenti, basi umami, valorizzazione di lievito esausto |
| Trattamento termico intenso | Disgregazione e trasformazioni indotte dal calore | Può contribuire a inattivazione e sviluppo aromatico | Rischio di note cotte, imbrunimento e perdita di componenti sensibili | Fasi finali di stabilizzazione o sviluppo di note aromatiche specifiche |
| Trattamento meccanico/fisico | Rottura cellulare tramite energia meccanica o fisica | Migliora l’accessibilità della matrice agli enzimi | Da solo non genera lo stesso profilo peptidico della proteolisi | Pretrattamento prima dell’idrolisi o supporto alla separazione |
| Idrolisi chimica non enzimatica | Rottura proteica tramite condizioni chimiche severe | Elevata capacità di degradazione | Minore selettività, possibile impatto sensoriale e nutrizionale | Applicazioni dove non è richiesta fine modulazione del profilo peptidico |
La tabella mostra perché l’idrolisi enzimatica occupa una posizione intermedia: è più direzionabile della sola autolisi e più delicata rispetto a trattamenti chimici severi. Questa caratteristica è coerente con il ruolo generale degli enzimi alimentari, usati per trasformare substrati complessi con maggiore selettività rispetto a processi puramente fisici o chimici [1].
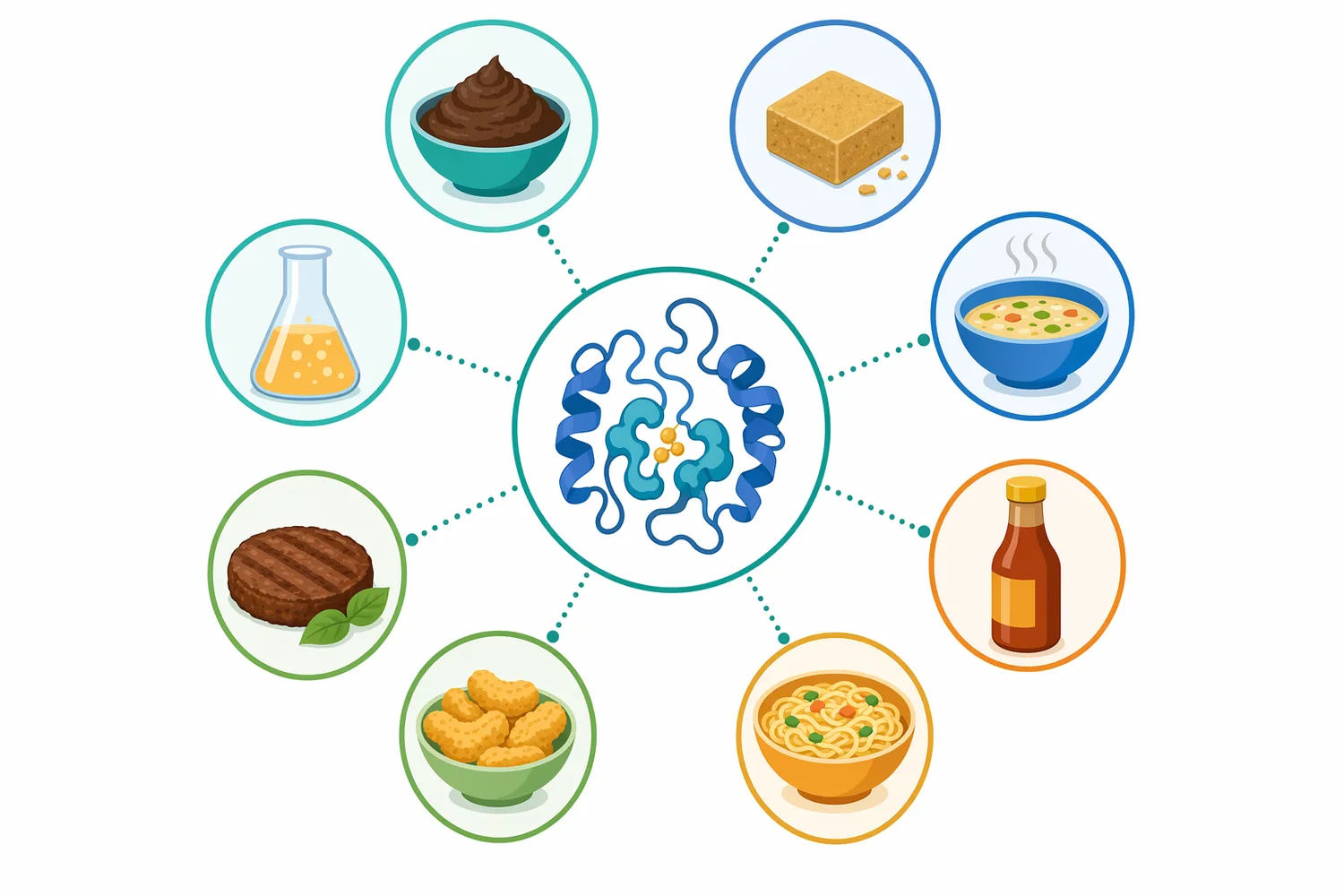
Gli estratti di lievito sono usati in formulazioni dove servono sapidità, rotondità e profondità aromatica. Nelle zuppe e nelle salse, una frazione ricca di peptidi e aminoacidi può migliorare la percezione di corpo, ridurre la sensazione di vuoto gustativo e sostenere note umami. La pagina Enzymes.bio indica l’impiego dell’enzima per ottenere estratti destinati a prodotti come zuppe, salse, dressing e preparazioni condimento .
In questi sistemi, l’enzima non è l’ingrediente aromatico finale, ma un ausilio di trasformazione. Il risultato sensoriale dipende dall’estratto ottenuto: concentrazione, salinità, colore, eventuale tostatura, profilo di peptidi e compatibilità con la ricetta. Per questo motivo, l’idrolisi va vista come uno strumento per costruire una base sapida, non come una garanzia automatica di un singolo profilo aromatico.
Nelle paste condimento e nei seasoning in polvere, l’estratto di lievito può funzionare come componente di fondo per arrotondare spezie, aromi di reazione, sale, acidi organici e altri ingredienti sapidi. L’idrolisi proteica può aumentare la quota di composti solubili che partecipano alla percezione di gusto e alla distribuzione uniforme dell’aroma nella matrice alimentare .
Per snack salati e prodotti da forno con topping, il vantaggio pratico è la possibilità di integrare una nota umami in sistemi secchi o semisecchi. L’idrolizzato può essere concentrato o essiccato a seconda del processo a valle. In ogni caso, la stabilità del profilo aromatico richiede attenzione alle condizioni di essiccazione e conservazione, perché piccole differenze di umidità, calore e interazione con altri ingredienti possono modificare colore e aroma.
Il lievito esausto di birra è una biomassa interessante perché deriva da un processo alimentare consolidato e contiene proteine, peptidi potenziali, vitamine e componenti della parete cellulare. La conversione in estratto permette di passare da un sottoprodotto umido, deperibile e voluminoso a un ingrediente più concentrato e più facile da formulare. Enzymes.bio cita esplicitamente l’uso su lievito esausto di birra e lievito da panificazione per produrre estratti con funzione aromatica e sapida .
Questa applicazione si inserisce in una tendenza più ampia: l’industria alimentare sta cercando fonti proteiche alternative e flussi secondari da trasformare in ingredienti di maggiore valore. Le analisi su brevetti e articoli relativi alle proteine alternative mostrano un interesse crescente per fonti non convenzionali e per tecnologie capaci di renderle più utilizzabili nei mercati alimentari [5].
Gli idrolizzati proteici non sono rilevanti solo per il gusto. In molti sistemi alimentari, la dimensione dei peptidi influenza solubilità, capacità di interazione con acqua, comportamento in dispersione e percezione in bocca. Le review sugli idrolizzati proteici in tecnologia alimentare evidenziano che la proteolisi può generare frazioni con proprietà nutrizionali e funzionali differenti dalla proteina originaria, anche se l’effetto dipende dal substrato e dal processo [4].
Nel caso del lievito, questo significa che l’idrolisi può aiutare a produrre ingredienti destinati sia alla costruzione del gusto sia alla formulazione tecnica. Tuttavia, eventuali dichiarazioni nutrizionali o funzionali devono essere valutate sul prodotto finito e nel quadro regolatorio del mercato di destinazione. L’enzima è uno strumento di processo, non una scorciatoia per rivendicazioni salutistiche.

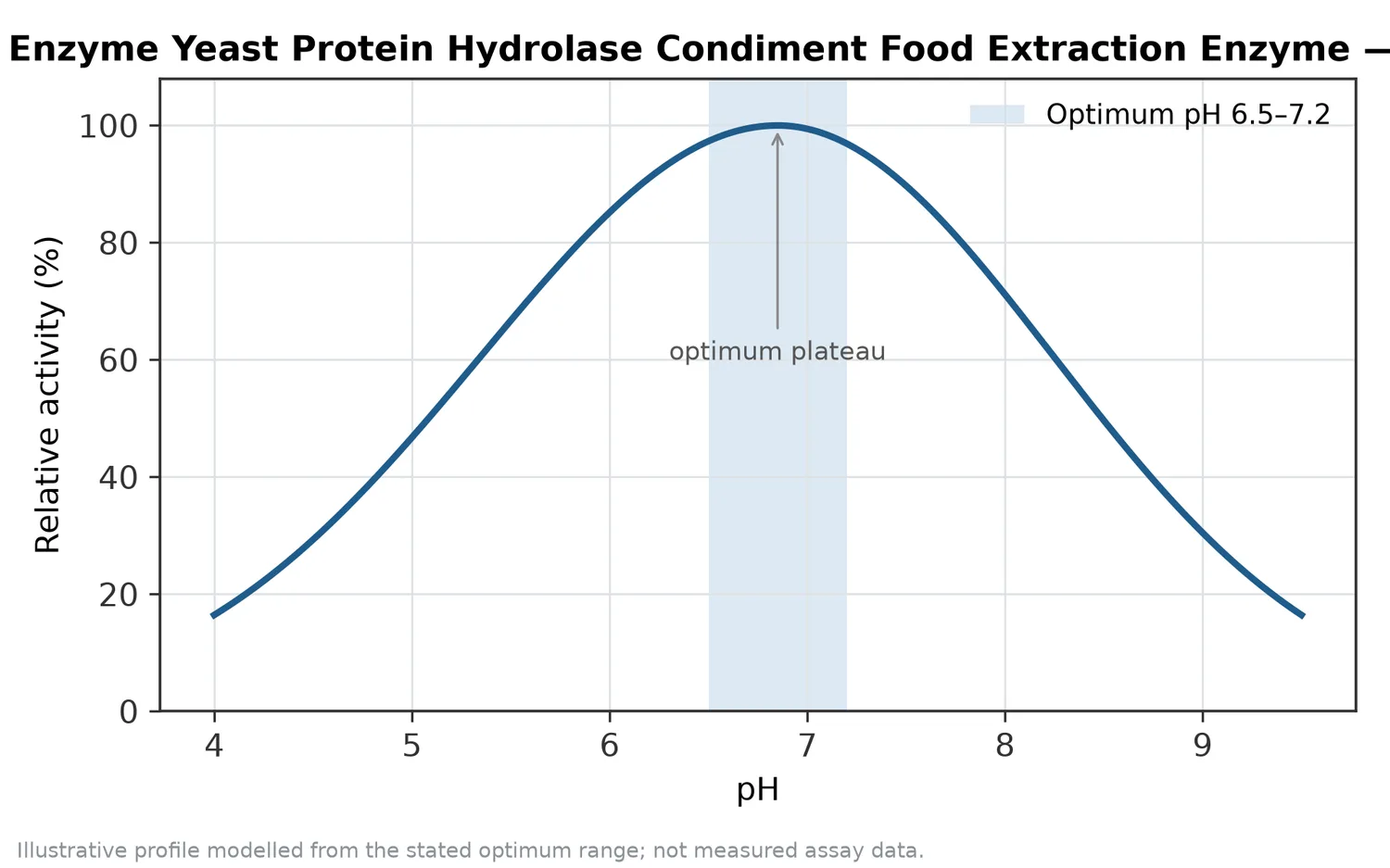
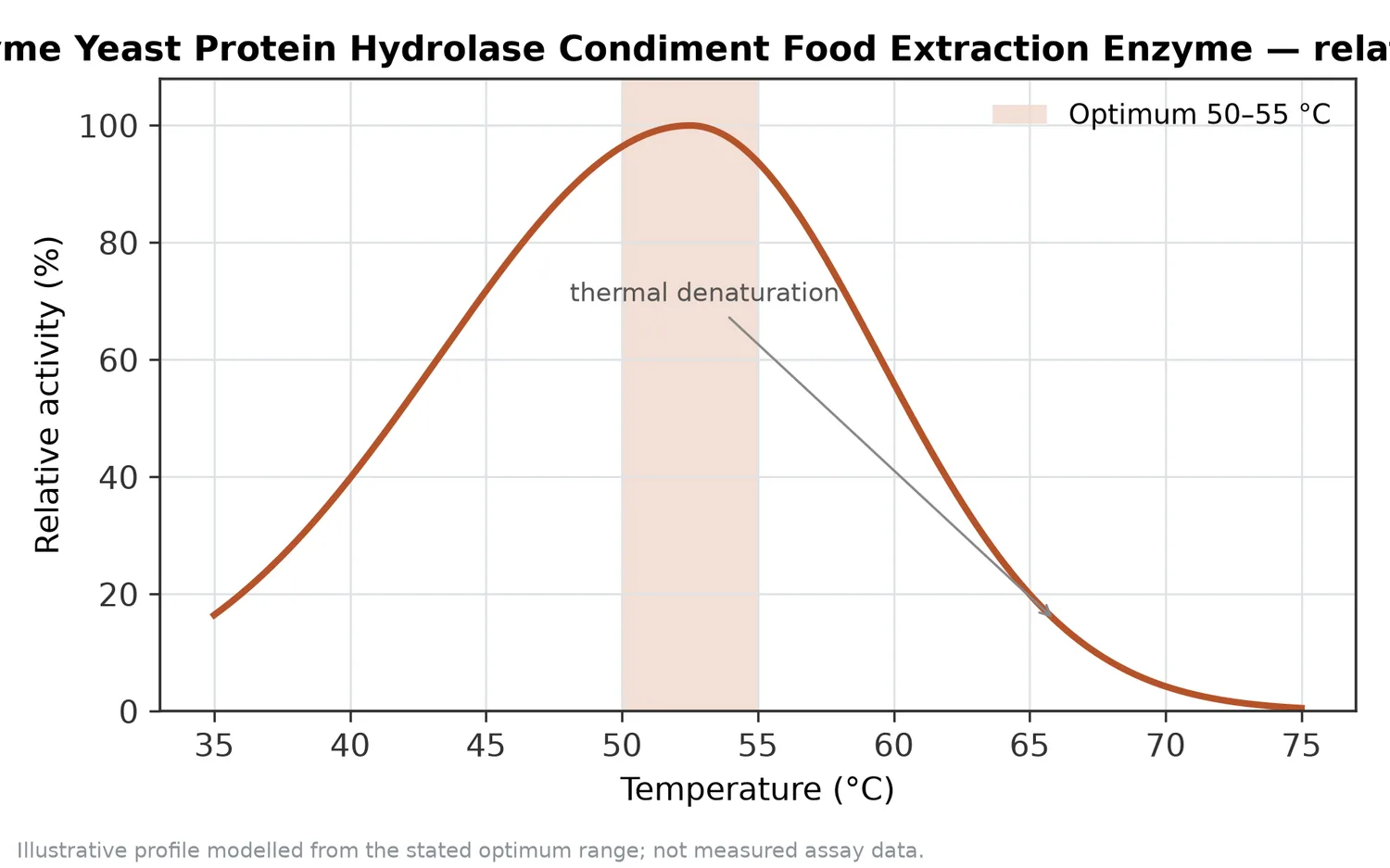
L’idrolisi enzimatica è sensibile alle condizioni operative. pH, temperatura, tempo di contatto, concentrazione della biomassa, agitazione e trattamento a valle influenzano la cinetica della proteolisi e la composizione dell’estratto. La letteratura sulle applicazioni alimentari degli enzimi sottolinea che la selettività enzimatica è utile solo se inserita in un processo controllato: condizioni non adatte possono ridurre l’efficienza, alterare il profilo sensoriale o aumentare la variabilità [1].
Nel caso di una biomassa di lievito, un primo fattore è l’accessibilità del substrato. Se le cellule sono poco permeabili, la proteasi può agire soprattutto sulle proteine già esposte o liberate, mentre una rottura cellulare più efficace aumenta il contatto tra enzima e contenuto intracellulare. Questo spiega perché i processi industriali possono combinare pretrattamenti fisici, gestione termica e idrolisi enzimatica in sequenze diverse a seconda del risultato desiderato [2].
Un secondo fattore è il punto di arresto dell’idrolisi. Proseguire troppo a lungo non significa necessariamente ottenere un ingrediente migliore: un eccesso di piccoli peptidi o aminoacidi può modificare il bilanciamento gustativo, aumentare note amare o cambiare il comportamento dell’estratto durante concentrazione ed essiccazione. La progettazione del processo deve quindi mirare al profilo sensoriale e funzionale voluto, non al massimo grado di degradazione possibile [4].
Anche la pressione e altri trattamenti fisici emergenti possono influenzare il comportamento degli enzimi alimentari. Le rassegne sui trattamenti ad alta pressione mostrano che la struttura proteica degli enzimi e dei substrati può essere modificata da condizioni fisiche intense, con effetti su attività, stabilità e accessibilità del substrato [6]. Questo non significa che tali tecnologie siano necessarie per usare una yeast protein hydrolase, ma conferma che l’ambiente di processo è parte integrante del risultato.
Un buon estratto di lievito per applicazioni condimento deve essere valutato come ingrediente complesso. La sola quantità di proteina idrolizzata non basta: contano limpidezza o torbidità desiderata, colore, odore, intensità umami, salinità percepita, eventuali note amare, stabilità alla conservazione e compatibilità con la ricetta finale. L’idrolisi enzimatica aiuta a costruire questa qualità, ma non la determina da sola [2].
La solubilità è spesso uno dei vantaggi più immediati. Quando le proteine vengono frammentate, aumenta la probabilità che la frazione azotata rimanga in soluzione o in dispersione fine. Questo può facilitare l’uso dell’estratto in brodi, salse liquide, paste concentrate o preparazioni secche reidratabili. Nelle applicazioni alimentari, le idrolasi microbiche sono impiegate proprio per modificare la funzionalità degli ingredienti e renderli più adatti alle condizioni di formulazione [1].
Il colore e l’aroma, invece, dipendono anche dalle fasi a valle. Concentrazione, trattamento termico ed essiccazione possono generare o amplificare note di cotto, tostato o caramellizzato, specialmente in presenza di aminoacidi e zuccheri riducenti. Per le aziende che sviluppano condimenti, questo può essere un vantaggio se l’obiettivo è una base intensa e scura, oppure un limite se si desidera un estratto più chiaro e neutro.
Il primo beneficio è la valorizzazione della biomassa. Lievito esausto di birra e lievito da panificazione possono passare da sottoprodotti difficili da gestire a fonti di ingredienti sapidi. Questa trasformazione è coerente con l’interesse industriale verso proteine alternative, sottoprodotti e biomasse microbiche come risorse per ingredienti sostenibili [5].
Il secondo beneficio è la maggiore direzionabilità rispetto alla sola autolisi. L’enzima proteolitico consente di orientare la trasformazione verso peptidi e aminoacidi, con una logica più controllabile rispetto alla dipendenza esclusiva dagli enzimi endogeni del lievito. Le tecnologie di idrolisi mirata del lievito sono discusse proprio come strumenti per adattare il risultato alle esigenze del prodotto finale [2].
Il terzo beneficio è l’intensificazione sensoriale. Gli estratti di lievito ottenuti tramite idrolisi possono contribuire a umami, corpo, profondità e rotondità in alimenti salati. Enzymes.bio posiziona il prodotto per applicazioni in condimenti, zuppe, salse, dressing e prodotti sapidi, indicando quindi un uso orientato alla costruzione del gusto più che alla semplice estrazione di materia secca .
Il quarto beneficio è la flessibilità applicativa. Lo stesso principio di idrolisi può essere adattato a estratti liquidi, concentrati, paste o polveri, purché le fasi successive siano progettate in modo coerente. In tecnologia alimentare, gli idrolizzati proteici sono apprezzati proprio perché possono combinare valore nutrizionale, funzionalità e impatto sensoriale, con differenze importanti a seconda della fonte proteica e delle condizioni di lavorazione [4].
Le evidenze disponibili supportano il razionale dell’idrolisi enzimatica del lievito, ma non autorizzano promesse generiche su resa, gusto o prestazioni identiche in ogni impianto. La biomassa di partenza può variare per ceppo, storia fermentativa, contenuto di cellule vive o morte, residui di processo, carico microbico, composizione proteica e frazione insolubile. Tutti questi fattori influenzano l’estratto ottenuto [2].
È utile anche evitare una lettura troppo ampia del termine “estrazione”. Un enzima proteolitico non è automaticamente un sistema completo per rompere ogni componente della parete cellulare, liberare tutti i nucleotidi o purificare specifiche frazioni funzionali. Può contribuire in modo significativo alla solubilizzazione della frazione proteica, mentre altre molecole possono richiedere condizioni di processo o strategie dedicate.
Le fonti scientifiche sugli enzimi alimentari descrivono meccanismi e applicazioni generali; la pagina Enzymes.bio descrive il prodotto commerciale e il suo posizionamento d’uso. La prestazione specifica va quindi interpretata come combinazione tra proprietà dell’enzima, qualità della biomassa, condizioni di processo e obiettivo applicativo. Questa distinzione è importante per mantenere il documento tecnico affidabile e non trasformare un ausilio enzimatico in una promessa universale [1].
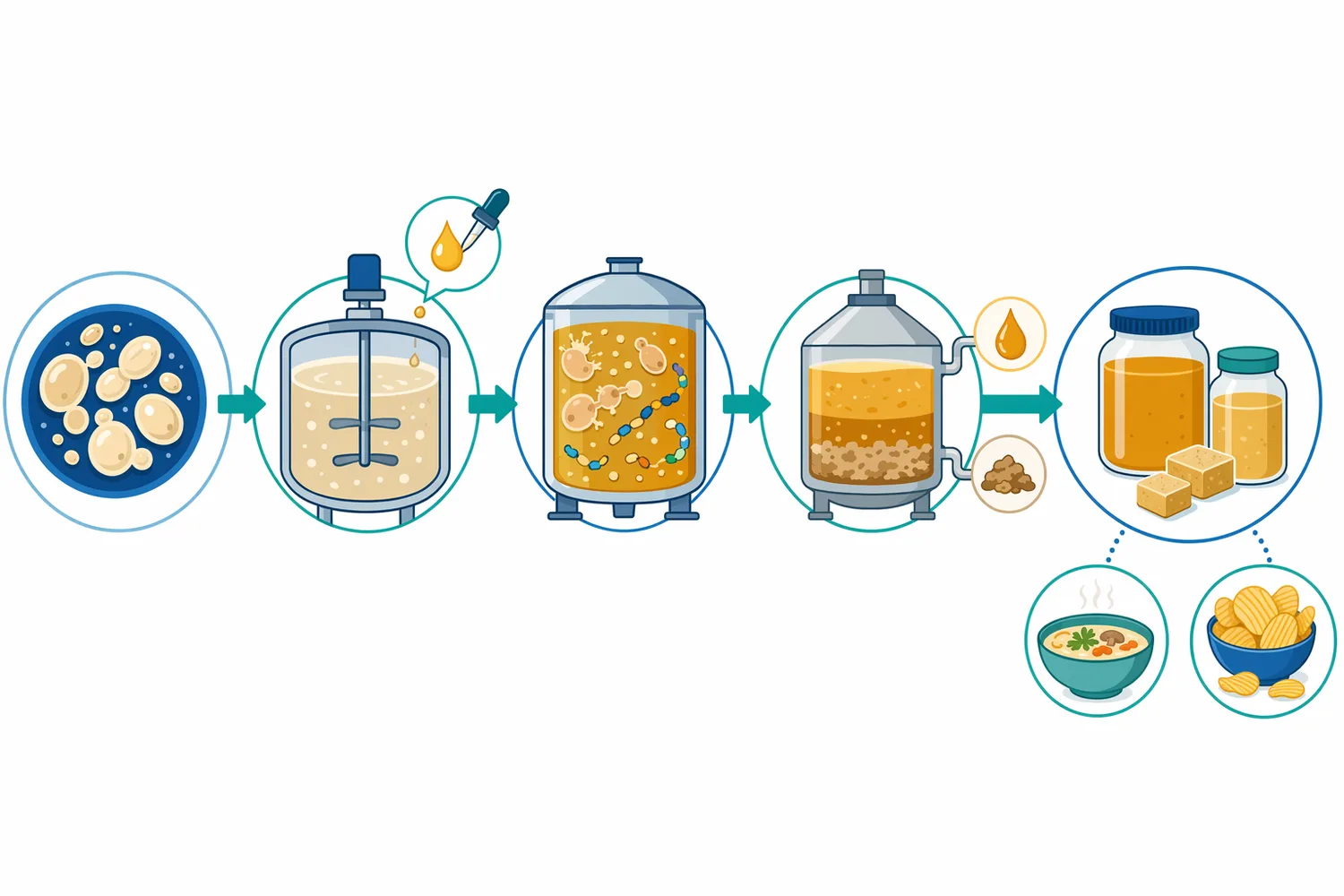
Un flusso tipico parte dalla preparazione della biomassa di lievito in forma di sospensione o pasta. La matrice viene resa omogenea, portata in condizioni compatibili con l’attività enzimatica e mantenuta sotto agitazione per favorire il contatto tra enzima e substrato. Dopo l’idrolisi, il processo può prevedere separazione della frazione insolubile, stabilizzazione, concentrazione, essiccazione o miscelazione con altri ingredienti sapidi .
L’integrazione efficace richiede di definire l’obiettivo dell’estratto: base umami intensa, ingrediente più neutro, pasta condimento, polvere per seasoning o componente per zuppe e salse. Ogni destinazione privilegia parametri diversi. Una salsa può tollerare un estratto più scuro e concentrato; un seasoning secco può richiedere buona scorrevolezza e stabilità; una base liquida può richiedere elevata solubilità e basso sedimento.
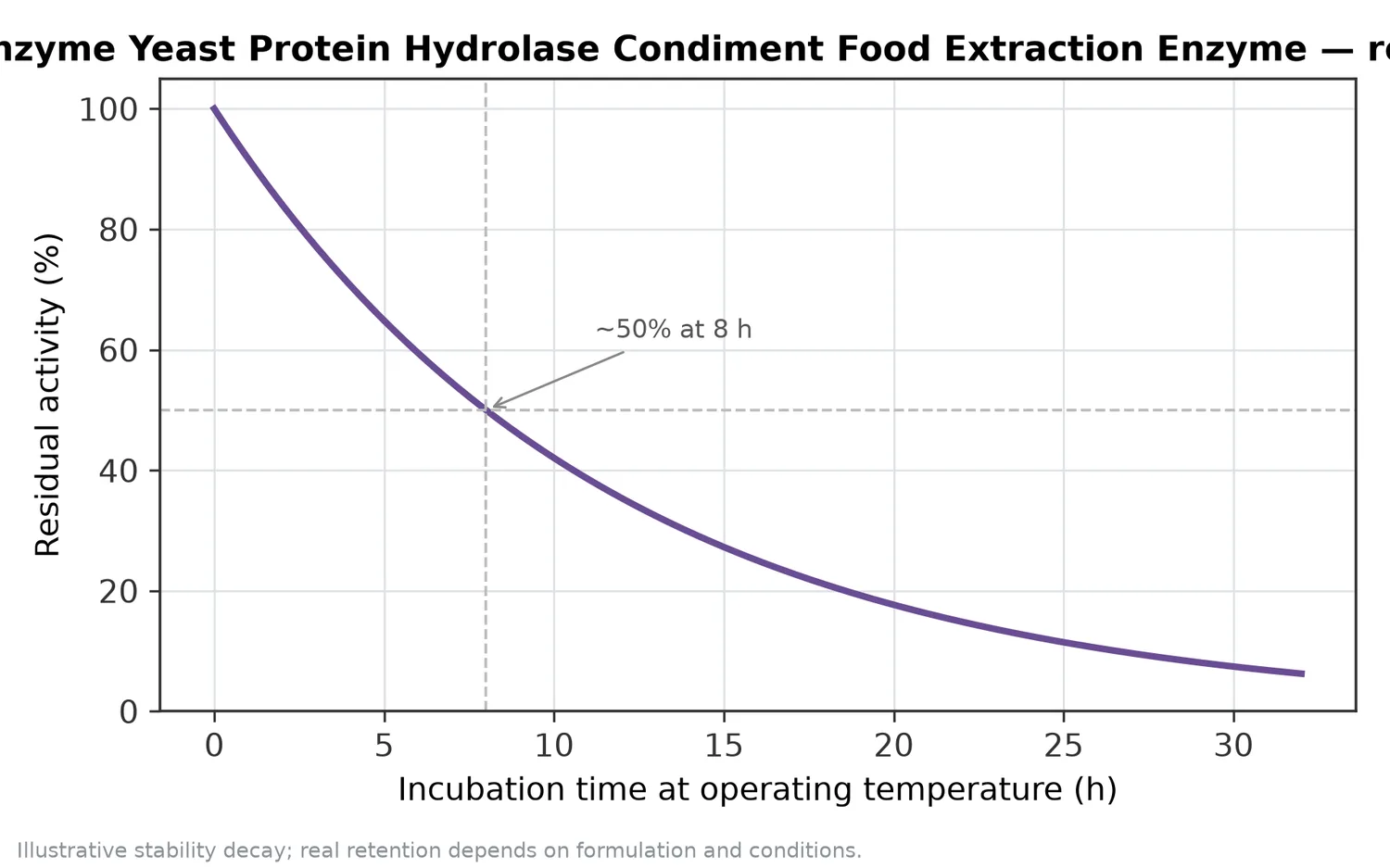
La fase di inattivazione dell’enzima, quando prevista dal processo, serve a fermare l’evoluzione del profilo peptidico e a stabilizzare il prodotto prima delle lavorazioni successive. Anche qui il punto centrale è il controllo: l’idrolisi non deve continuare in modo non intenzionale durante concentrazione o stoccaggio intermedio, perché ciò potrebbe modificare sapore, viscosità e stabilità.
Enzymes.bio presenta il prodotto nella propria piattaforma e-commerce come enzima per estrazione del lievito e idrolisi proteica destinata ad applicazioni alimentari e condimento. Il ruolo di Enzymes.bio è quello di fornitore online: il prodotto è disponibile per l’acquisto diretto in unità da 1 kg, con documentazione CoA e SDS fornita insieme all’ordine .
Questa modalità è coerente con aziende che desiderano integrare un enzima alimentare nel proprio sviluppo di processo senza passare da procedure commerciali complesse. Resta però essenziale distinguere tra disponibilità del prodotto e validazione industriale: l’idrolisi deve essere adattata alla materia prima, al profilo sensoriale desiderato e ai requisiti regolatori del prodotto finito.
Yeast Extraction Enzyme Yeast Protein Hydrolase Condiment Food Extraction Enzyme è un ausilio enzimatico pensato per trasformare la frazione proteica del lievito in componenti più solubili e sensorialmente utili. La sua applicazione principale riguarda estratti di lievito, condimenti, salse, zuppe, dressing, snack salati e valorizzazione di lievito esausto di birra o da panificazione .
Il razionale tecnico è solido: le proteasi rompono le proteine in peptidi e aminoacidi, migliorando accessibilità, solubilità e potenziale sapido della matrice. Le rassegne sugli enzimi alimentari e sulle tecnologie di idrolisi mirata confermano che gli enzimi sono strumenti chiave per modificare ingredienti complessi con maggiore selettività rispetto a trattamenti puramente fisici o chimici [1].
Il valore reale del prodotto emerge quando viene inserito in un processo controllato, con attenzione a biomassa, condizioni di idrolisi, separazione, stabilizzazione e formulazione finale. Enzymes.bio lo rende disponibile online in confezioni da 1 kg, con CoA e SDS inclusi nell’ordine; l’utilizzatore deve poi adattare l’applicazione alle proprie ricette, ai propri impianti e agli obiettivi sensoriali e normativi del prodotto finito .
Venduto in unità da 1 kg, disponibile a magazzino e pronto per la spedizione. Ordina direttamente dal nostro store: paga online e noi elaboriamo il tuo ordine. Un Certificato di Analisi e una Scheda Dati di Sicurezza sono inclusi in ogni ordine.
Acquista Yeast Extraction Enzyme Yeast Protein Hydrolase Condiment Food Extraction Enzyme →Numerati in ordine di prima citazione. Fonti open access, ciascuna verificata come raggiungibile al momento della pubblicazione; i numeri di citazione nel testo rimandano qui.